Dispositivo y procedimiento de soldadura por presión.
Dispositivo de soldadura por presión con un dispositivo de plastificación (2) y con un dispositivo de recalcado (3) así como con dispositivos de sujeción (7,
13) para los componentes (4, 5) a soldar con una orientación espacial en ángulo uno respecto a otro, en que el ángulo sólido es ajustable a través de sus componentes angulares referidas a los ejes y a través de varios ángulos de aplicación α, β, γ correspondientes y en que el dispositivo de soldadura por presión (1) incluye un sistema de ajuste angular (14) para la orientación espacial en ángulo uno respecto a otro de los componentes (4, 5) a soldar según varios ángulos de aplicación α, ß, γ
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09169897.
Solicitante: KUKA SYSTEMS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BLÜCHERSTRASSE 144 86165 AUGSBURG ALEMANIA.
Inventor/es: SCHNEIDER, KLAUS, MEYER, HARALD, HUBER,RUDOLF, BÜCHLER,MICHAEL, FISCHER,OTMAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2523219_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento de soldadura por presión
La invención se refiere a un dispositivo y un procedimiento de soldadura por presión con las características del preámbulo de la reivindicación principal de procedimiento y de dispositivo.
Dispositivos de soldadura por presión de este tipo con un dispositivo de plastificado y un dispositivo de recalcado son conocidos a partir de la práctica. Hay por ejemplo dispositivos de soldadura por fricción, en los cuales dos componentes son juntados y sometidos a fricción entre sí a presión y con un movimiento rotatorio, en que el material de los componentes es plastificado y fundido en la zona de unión. Con una carrera de recalcado, los componentes son comprimidos a continuación adicionalmente y con mayor fuerza y son soldados entre sí. En otra variante de un dispositivo de soldadura por presión, un arco eléctrico es generado entre los componentes distanciados y es desplazado de forma circundante por fuerzas electromagnéticas mediante un dispositivo de desplazamiento, por ejemplo una disposición de bobina. Aquí, las superficies frontales de los componentes son fundidas y a continuación comprimidas con una carrera de recalcado y soldadas.
En dispositivos de soldadura por presión, los componentes son juntados con una línea de alineamiento común, que también está alineada con el eje de la máquina. En algunas configuraciones de componentes, es necesario sin embargo abandonar la línea de alineamiento y soldar los componentes entre sí con un ángulo de aplicación. Para ello es conocido insertar en la zona de sujeción arandelas o similares y ajustar correspondientemente un componente en el dispositivo de sujeción. Esto tiene sin embargo un elevado coste de tiempo y preparación y no ofrece una suficiente seguridad y reproducibilidad. En particular, desplazamientos en el cierre de sujeción pueden llevar a modificaciones de posición indeseadas. Además de ello, la seguridad de sujeción no está dada en suficiente medida.
El documento EP 0 510 713 A se ocupa del laminado de bandas anchas en caliente (hot strip rolling). Aquí, bandas calientes de longitud finita que vienen intermitentemente de la fundición son unidas entre sí mediante soldadura por fricción formando una banda caliente cuasi infinita, que es laminada continuamente con anterioridad y a continuación. Para la soldadura por fricción, los bordes de la banda son presionados uno contra otro y desplazados uno respecto a otro transversalmente al plano de la banda. La aplicación de presión y la deformación plástica por el movimiento relativo son realizadas en una única operación, actuando como ayuda un biselado de los bordes de banda.
A partir del documento DE 10 2005 032 020 A1 es conocido unir mediante soldadura por fricción perfiles de ventana en la zona de esquina con empalme por inglete, en que los bordes de perfil dentro del plano oblicuo de inglete son movidos uno respecto a otro y plastificados por fricción. Deben evitarse movimientos relativos transversales al plano de inglete y un recalcado por motivos de precisión y estabilidad dimensional.
Constituye por ello la tarea de la presente invención exponer una técnica de soldadura por presión mejorada.
La invención resuelve esta tarea con las características de la reivindicación principal de procedimiento y de dispositivo. El sistema de ajuste angular a máquina reivindicado tienen la ventaja de que los ajustes angulares de los componentes son reproducibles. Además de ello, pueden ajustarse con alta fiabilidad y precisión ángulos sólidos, que tienen componentes angulares en torno a diferentes ejes de coordenadas o espaciales. El sistema de ajuste angular reivindicado tiene además de ello la ventaja de que para ángulos sólidos es posible una intervención en diversos lugares espacialmente separados, lo que aumenta la seguridad de ajuste.
La soldadura por presión puede realizarse de diferentes modos, por ejemplo como soldadura por fricción, soldadura con arco eléctrico movido magnéticamente o similares. El ajuste angular se lleva a cabo preferentemente en el componente movido para el recalcado. En caso de soldadura por fricción, el otro componente puede realizar entonces un movimiento definido y por ejemplo girar en torno a un eje fijo.
El sistema de ajuste angular incluye uno o más dispositivos de ajuste y uno o más ejes de ajuste. Los ejes de ajuste pueden ser referidos al plano de soldadura o costura de los componentes en la posición de soldadura final, en que hay que tener en cuenta los acortamientos de componentes que se producen con la soldadura por presión. Los ejes de ajuste pueden cortarse en un punto relevante, en particular el punto central, de la zona de costura o respectivamente de la zona de soldadura. Pueden reducirse o incluso evitarse con ello desplazamientos lineales. El dispositivo de soldadura por presión reivindicado ofrece una alta calidad de soldadura, en que particularmente puede cumplirse del mejor modo posible con las dimensiones prefijadas de la pieza soldada final. Aquí pueden ser compensadas además de ello posibles tolerancias en la forma y tamaño de partida de los componentes a soldar.
El sistema de ajuste angular reivindicado protege los componentes y ofrece un cierre de sujeción optimizado. Además de ello, se evitan torsiones o deformaciones de los componentes al ajustar los ángulos de aplicación. Para ello es conveniente en particular soportar los elementos de sujeción de los dispositivos de sujeción, en particular del
componente básico, de forma articulada y móvil en tomo a por lo menos un eje. Posiciones oblicuas del componente pueden ser compensadas con ello dentro de los dispositivos de sujeción sin daños ni deformaciones.
Para la estructuración constructiva del sistema de ajuste angular hay diversas posibilidades. En las reivindicaciones subordinadas están representados para ello diversos ejemplos de realización.
El sistema de ajuste angular reivindicado puede emplearse para tipos arbitrarlos de dispositivos de soldadura por presión. Aquí, las estructuraciones constructivas y disposiciones del dispositivo de plastlflcaclón y del dispositivo de recalcado puede variar arbitrariamente.
El dispositivo de soldadura por presión reivindicado tiene la ventaja de que su ámbito de empleo puede ser considerablemente ampliado y mejorado por el sistema de ajuste angular. El esfuerzo de montaje puede mantenerse bajo en este caso. Es particularmente importante la reproducibilidad de las sujeciones de componentes y de las orientaciones de componentes. Esto es el caso también si eventualmente es modificada la sujeción de un componente central o componente básico, cuando tienen que ser unidas por soldadura en varios lugares diversas piezas añadidas y al modificar la sujeción la orientación angular tiene que ser variada. El esfuerzo de preparación necesario hasta ahora es reducido considerablemente. A través de la reproducibilidad se tiene también una seguridad de operación y una garantía de calidad mejores y sobre todo más duraderas. El dispositivo de soldadura por presión reivindicado es con ello particularmente económico.
En las reivindicaciones subordinadas están Indicadas varias estructuraciones ventajosas de la invención.
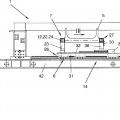
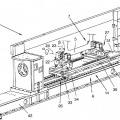
La Invención está representada en los dibujos a modo de ejemplo y esquemáticamente. En concreto muestran:
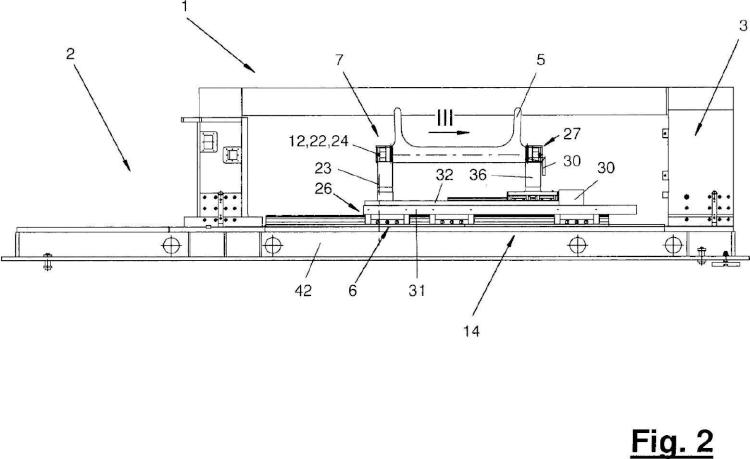
una primera variante de un dispositivo de soldadura por presión con un sistema de ajuste angular para dos ángulos de aplicación,
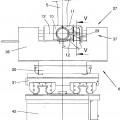
una segunda variante de un sistema de ajuste angular,
una tercera variante del sistema de ajuste angular,
una cuarta variante del sistema de ajuste angular,
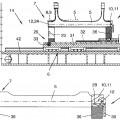
representaciones esquemáticas de posiciones de partida y de soldadura de dos componentes con diferentes posiciones angulares,
dos variantes de orientaciones de componentes con diferentes ángulos de aplicación y
una representación esquemática de un elemento de recalcado con una compensación angular.
| las | figuras | 1 a 5: |
| las | figuras | 6 y 7: |
| las | figuras | 8 a 10: |
| las | figuras | 11 y 12: |
| las | figuras | 13 a 15: |
| las | figuras | 16 a 18: |
la figura 19:
La Invención se refiere a un dispositivo de soldadura por presión (1) así como a un procedimiento de soldadura por presión para dos o más componentes (4, 5) con un sistema de ajuste angular (14)... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de soldadura por presión con un dispositivo de plastificación (2) y con un dispositivo de recalcado (3) así como con dispositivos de sujeción (7, 13) para los componentes (4, 5) a soldar con una orientación espacial en ángulo uno respecto a otro, en que el ángulo sólido es ajustable a través de sus componentes angulares referidas a los ejes y a través de varios ángulos de aplicación a, (3, y correspondientes y en que el dispositivo de soldadura por presión (1) incluye un sistema de ajuste angular (14) para la orientación espacial en ángulo uno respecto a otro de los componentes (4, 5) a soldar según varios ángulos de aplicación a, (3, y.
2. Dispositivo de soldadura por presión según la reivindicación 1, caracterizado porque el dispositivo de plastificación (2) y el dispositivo de recalcado (3) están espacialmente separados y dispuestos por lados diferentes, en particular opuestos, de los componentes (4, 5).
3. Dispositivo de soldadura por presión según la reivindicación 1 ó 2, caracterizado porque el sistema de ajuste angular (14) incluye al menos un eje de ajuste (23, 24, 25) y al menos un dispositivo de ajuste (26, 27, 28, 38).
4. Dispositivo de soldadura por presión según la reivindicación 1, 2 ó 3, caracterizado porque el dispositivo de ajuste (26, 27, 28, 38) incluye un elemento de ajuste (29) y un actuador (30) activable manualmente o a motor.
5. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el dispositivo de ajuste (26, 27, 28) incluye un dispositivo para el posicionamiento reproducible.
6. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el dispositivo de plastificación (2) está conformado como dispositivo de fricción o como dispositivo de desplazamiento de arco eléctrico.
7. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el dispositivo de soldadura por presión (1) Incluye un soporte de componente (6) para un componente básico (5), que está dispuesto entre el dispositivo de plastificación (2) y el dispositivo de recalcado (3).
8. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el sistema de ajuste angular (14) está dispuesto en el soporte de componente (6).
9. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el soporte de componente (6) incluye al menos un carro (31) y una placa de montaje (32) con al menos un soporte de sistema de sujeción (36) y un dispositivo de sujeción (7) para el componente básico (5).
10. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el sistema de ajuste angular (14) incluye un dispositivo de ajuste (26) para el ajuste de basculación lateral del componente básico (5) en torno a un eje de ajuste vertical (23) y/o un dispositivo de ajuste (27) para el ajuste de volcado del componente básico (5) en torno a un eje de ajuste (24) situado transversalmente.
11. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el sistema de ajuste angular (14) incluye un dispositivo de ajuste (28) para el ajuste de giro del dispositivo de sujeción (7) o del componente básico (5) en torno a un eje de ajuste (25) orientado longitudinalmente.
12. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque entre el carro (31) y la placa de montaje (32) están dispuestas una o varias, en particular dos o tres articulaciones (33, 34, 35).
13. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el dispositivo de sujeción (7) incluye varios elementos de sujeción (8, 9, 10, 11) con una articulación (12) para el apoyo móvil en uno o varios ejes sobre el soporte de sistema de sujeción (36).
14. Dispositivo de soldadura por presión según una de las reivindicaciones precedentes, caracterizado porque el sistema de ajuste angular (14) incluye un dispositivo de ajuste (38) dispuesto en el dispositivo de sujeción (13) de la pieza añadida (4).
15. Procedimiento para la soldadura por presión de componentes (4, 5) con una orientación espacial en ángulo uno respecto a otro, en que los componentes (4, 5) son sujetados, plastificados y recalcados, en que el ángulo sólido es ajustado a través de sus componentes angulares referidas a los ejes y a través de varios ángulos de aplicación a, (3, y correspondientes, y en que los componentes (4, 5) a soldar están orientados fuera de una línea de alineamiento común y con un sistema de ajuste angular (14) son orientados espacialmente en ángulo uno respecto a otro según varios ángulos de aplicación a, (3, y.
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]