Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra y con un cuerpo de conexión, con deformación de una valona del cuerpo de conexión después de la soldadura por rozamiento; procedimiento para la fabricación de dicha unión de soldadura por rozamiento.
Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra (2,
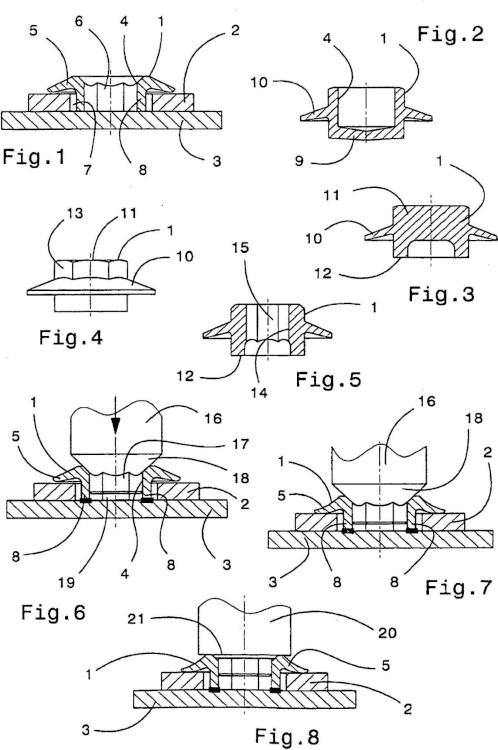
3) y un cuerpo de conexión (1, 39), de manera que las piezas (2, 3) son unidas entre sí por el cuerpo de conexión (1, 39) que se asienta sobre una pieza superior (2) mediante una valona (5, 10), cuya pieza superior presenta un paso (7) para recibir el cuerpo de conexión (1, 39) que, con su cara frontal, constituye una zona de soldadura por rozamiento generada por rotación y presión del cuerpo de conexión (1, 39) con una pieza inferior (3), caracterizada por una valona (5, 10) dotada de flexibilidad axial y constituida en forma de arandela cónica en una sola pieza con el cuerpo de conexión, que con una superficie de apoyo troncocónica opuesta a la pieza superior (2), que sufrirá deformación para adaptarse a dicha pieza superior (2) al ser presionado el cuerpo de conexión (1, 39) contra dicha pieza superior (2) al final del proceso de soldadura por rozamiento, para conseguir sujeción fija de dicha pieza superior (2) a dicho cuerpo de conexión (1, 39).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/008023.
Solicitante: EJOT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: UNTERE BIENHECKE 57334 BAD LAASPHE ALEMANIA.
Inventor/es: CHRIST,EBERHARD, THIEM,JÖRG, FUCHS,TORSTEN, DUBIEL,GERHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B23K35/02 B23K […] › B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte. › caracterizados por las propiedades mecánicas, p. ej. por la forma.
- B23P19/06 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 19/00 Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25). › Máquinas para colocar o retirar los tornillos o las tuercas.
- F16B37/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › por soldadura o remachado.
PDF original: ES-2498044_T3.pdf

Fragmento de la descripción:
Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra y con un cuerpo de conexión, con deformación de una valona del cuerpo de conexión después de la soldadura por rozamiento; procedimiento para la fabricación de dicha unión de soldadura por rozamiento La presente invención se refiere a una unión de soldadura por rozamiento, de acuerdo con la parte introductoria de la reivindicación 1 (ver, por ejemplo, US 3.495.321) .
Además, la invención se refiere a un procedimiento para la fabricación de una unión de soldadura por rozamiento de este tipo.
Una unión de soldadura por rozamiento de varias piezas planas dispuestas una encima de la otra, que están retenidas entre sí por un cuerpo de conexión que se asienta mediante una valona sobre una pieza superior, de manera que esta pieza superior presenta una abertura para recibir el cuerpo de conexión, es conocida por el documento US 3.477.115. El procedimiento utilizado para la fabricación de esta unión de soldadura por rozamiento tiene lugar, de acuerdo con las informaciones del documento citado, mediante una pieza superior con o sin orificio con un cuerpo de conexión con una cara frontal truncada que alcanza una pieza inferior, consiguiendo por presión de la pieza de conexión sobre la pieza inferior una zona de soldadura por rozamiento entre el cuerpo de conexión y la pieza inferior, de manera que a continuación el cuerpo de conexión retiene unidas ambas piezas con su valona, que descansa sobre la pieza superior y la zona de soldadura por rozamiento. Esta retención depende en gran medida del estado de la zona de soldadura por rozamiento, que está constituida en particular entre la cara frontal del cuerpo de conexión y la pieza inferior, sin que en este caso actúe entre ambas piezas un esfuerzo de retención específico, puesto que en la soldadura por rozamiento el esfuerzo de compresión disminuye por el ablandamiento del material a soldar y las piezas a retener de manera conjunta son fijadas realmente en la situación en la que el material de la zona de soldadura por rozamiento se rigidifica. Por lo tanto, mediante el proceso de soldadura por rozamiento utilizado en el documento que se ha citado anteriormente no se puede conseguir una unión con un esfuerzo de retención específico.
Además, se conoce por el documento US 3.495.321 una unión de soldadura por rozamiento mediante dos piezas planas dispuestas una encima de la otra, en la que un cuerpo de conexión se hace pasar a través de una pieza superior dotada de un orificio, efectuándose su unión de soldadura por rozamiento con la pieza inferior. En este caso, se presiona mediante una herramienta de presión sobre un nervio anular del cuerpo de conexión que descansa finalmente sobre el lado libre de la pieza superior. También para esta construcción, se presenta el problema que después de la refrigeración de ambas piezas del cuerpo de conexión no existe ninguna fuerza específica de retención con respecto a la pieza inferior.
Finalmente, se hará referencia también al documento US-PS 4.359.813, en el que se describe una unión de soldadura por rozamiento de dos piezas que descansan una encima de la otra, según la cual en el cuerpo de conexión es introducido a través de un orificio superior de la pieza, siendo presionado contra la pieza inferior, de manera que la soldadura tiene lugar mediante una descarga eléctrica. Por lo tanto, en este caso no se trata de un procedimiento de soldadura por rozamiento. Dada la construcción del elemento de compresión que sostiene el cuerpo de conexión, así como el propio elemento de conexión, al final del proceso de compresión el cuerpo de conexión constituido en forma de una especie de remache hueco es deformado hacia fuera desde su borde, que sobresale de la pieza superior y de este modo forma una especie de escalón que descansa sobre la pieza superior solamente por la zona constituida por el rebatimiento, y por lo tanto, después del enfriamiento de las partes involucradas no se encuentra en situación de ejercer un esfuerzo de compresión residual definido en el sentido de un pretensado sobre la pieza superior para la retención conjunta de ambas piezas.
La invención se propone el objetivo de conseguir una unión de soldadura por rozamiento de varias piezas planas dispuestas una encima de otra con un cuerpo de conexión, mediante el cual incluso después de la finalización del proceso de soldadura por rozamiento se asegura de manera específica la retención conjunta mediante una presión continuada sobre las piezas. Una unión de soldadura por rozamiento, de acuerdo con la invención, está definida en la reivindicación 1. De acuerdo con la invención, ello se consigue en una unión de soldadura por rozamiento del tipo explicado al principio, mediante una valona constituida en una sola pieza con el cuerpo de conexión, constituida en forma de arandela cónica, que mediante una superficie de tope troncocónica con respecto a la pieza superior mediante presión del cuerpo de conexión al final del proceso de soldadura por rozamiento para un pretensado entre la pieza superior y el cuerpo de conexión, constituye una deformación en adaptación sobre la pieza superior.
La valona presenta, por lo tanto, una constitución que posibilita su deformación, que genera entonces la retención con tensado entre la pieza superior y el cuerpo de conexión, de manera que con intermedio de la valona conformada de la pieza superior se ejerce presión continuada sobre la pieza inferior.
El procedimiento de soldadura por rozamiento utilizado para ello, a efectos de la fabricación de una unión soldada por rozamiento de varias piezas planas dispuestas una encima de otra, que están retenidas conjuntamente por un cuerpo de conexión, utiliza como cuerpo de conexión una valona que se apoya sobre una pieza superior que
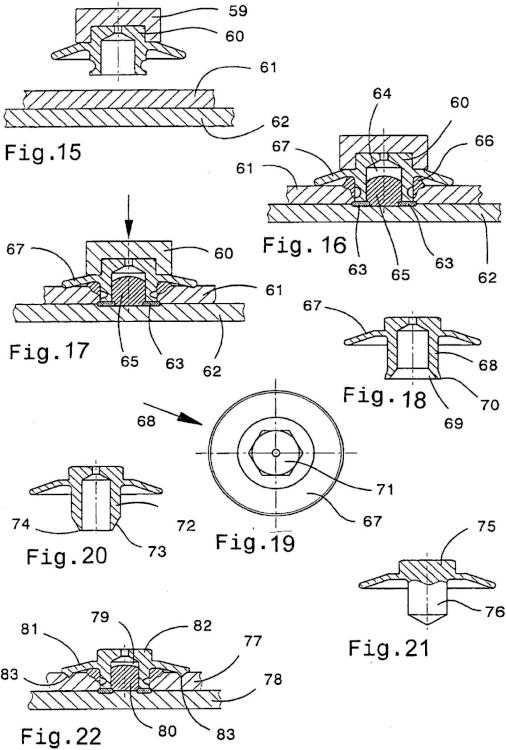
presenta una abertura para recibir el cuerpo de conexión, que por una cara frontal constituye una zona de soldadura por rozamiento mediante rotación y presión del cuerpo de conexión con una pieza inferior, de manera que en una primera fase, después de la constitución de la zona de soldadura por rozamiento, termina la rotación del cuerpo de conexión. Para conseguir mediante este procedimiento que además de la unión de soldadura por rozamiento la pieza superior se encuentre sometida a un esfuerzo de compresión dirigido hacia la pieza inferior, incluso cuando la zona de soldadura por rozamiento se haya enfriado, de acuerdo con la invención, después de la constitución de la zona de soldadura por rozamiento se ejercerá al final de la rotación del cuerpo de conexión, mediante una herramienta de compresión, un esfuerzo sobre la valona dotada de flexibilidad axial, mediante cuyo esfuerzo la valona será presionada mediante deformación sobre la pieza superior.
El procedimiento según la invención permite, para la retención conjunta de varias piezas planas dispuestas una encima de la otra, tanto la disposición de una abertura para recibir el cuerpo de conexión en la pieza superior como también la utilización de piezas superiores sin orificios. En el primer caso, la acción del cuerpo de conexión con su cara frontal por rotación y presión fundirá el material de la pieza inferior en la zona de dicha cara frontal, de lo cual resulta la constitución de la zona soldada por rozamiento en la pieza inferior. En el segundo caso, el cuerpo de conexión atravesará la pieza superior a causa de su ablandamiento y será conducida para la formación de la zona de soldadura por rozamiento sobre la pieza inferior.
La zona de soldadura por rozamiento se puede constituir de manera ventajosa mediante una superficie anular sobre la cara frontal del cuerpo de conexión. En este caso, se constituirá con rapidez una zona de soldadura por rozamiento por la superficie anular limitada superficialmente por la acción de rotación y presión del cuerpo de conexión, de manera que esta disposición es especialmente apropiada para una fabricación rápida. No obstante, es también posible constituir la zona de soldadura por rozamiento mediante la totalidad de la superficie en sección en la cara frontal del cuerpo de conexión. En este caso, se forma una superficie especialmente grande de zona de soldadura por rozamiento que, de modo correspondiente, puede resistir cargas elevadas.
Para constituir el accionamiento del cuerpo de conexión para su rotación y la acción de presión de manera favorable, se confiere al cuerpo de conexión en su cara alejada de la pieza superior, de manera ventajosa, una sección o perfil receptor adaptado a un dispositivo de accionamiento. En esa sección o perfil se puede disponer por ejemplo un perfil hexagonal que puede recibir el correspondiente perfil hexagonal de un vástago de accionamiento.... [Seguir leyendo]
Reivindicaciones:
1. Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra (2, 3) y un cuerpo de conexión (1, 39) , de manera que las piezas (2, 3) son unidas entre sí por el cuerpo de conexión (1, 39) que se 5 asienta sobre una pieza superior (2) mediante una valona (5, 10) , cuya pieza superior presenta un paso (7) para recibir el cuerpo de conexión (1, 39) que, con su cara frontal, constituye una zona de soldadura por rozamiento generada por rotación y presión del cuerpo de conexión (1, 39) con una pieza inferior (3) , caracterizada por una valona (5, 10) dotada de flexibilidad axial y constituida en forma de arandela cónica en una sola pieza con el cuerpo de conexión, que con una superficie de apoyo troncocónica opuesta a la pieza superior (2) , que sufrirá deformación para adaptarse a dicha pieza superior (2) al ser presionado el cuerpo de conexión (1, 39) contra dicha pieza superior (2) al final del proceso de soldadura por rozamiento, para conseguir sujeción fija de dicha pieza superior (2) a dicho cuerpo de conexión (1, 39) .
2. Procedimiento para la producción de una unión soldada por rozamiento, según la reivindicación 1, en el que dichas piezas (2, 3) son retenidas conjuntamente por un cuerpo de conexión (1, 39) que tiene una valona (5, 10) que descansa sobre la pieza superior (2) , poseyendo dicha pieza superior una abertura (7) para recibir dicho cuerpo de conexión (1, 39) en su interior, cuyo cuerpo de conexión (1, 39) , mediante su superficie frontal, forma una zona de soldadura por fricción con la pieza inferior (3) cuya zona es generada por rotación y presión de dicho cuerpo de conexión (1, 39) , en el que en una primera etapa después de la formación de dicha zona de soldadura por rozamiento, se interrumpe gradualmente la rotación de dicho cuerpo de conexión (1, 39) , caracterizado porque en una segunda etapa, al detenerse gradualmente la rotación del cuerpo de conexión (1, 39) , se ejerce presión sobre dicha valona axialmente flexible (5, 10) por un útil de presión que actúa sobre dicho cuerpo de conexión, cuya presión provoca que la valona (5, 10) sufra deformación y quede presionada sobre dicha pieza superior (2) .
Patentes similares o relacionadas:
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Método para fabricar una herramienta de conformación en caliente y herramienta de conformación en caliente fabricada con este, del 10 de Junio de 2020, de Buderus Edelstahl Gmbh: Método para la producción de una herramienta de conformación en caliente para el endurecimiento y conformación o el endurecimiento en prensa […]
Uso de una aleación de soldadura y una unión soldada de alta densidad de corriente, del 27 de Mayo de 2020, de SENJU METAL INDUSTRY CO. LTD.: Un uso de una aleación de soldadura para evitar la electromigración de una unión de soldadura de un dispositivo electrónico, la unión de soldadura porta una corriente con […]
Lámina de soldadura dura a base de níquel, objeto con un cordón de soldadura y procedimiento para la soldadura dura, del 6 de Mayo de 2020, de VACUUMSCHMELZE GMBH & CO. KG: Lámina de soldadura dura dúctil, amorfa a base de Ni con una composición que está constituida por NiRestoCraBbPcSid con 21 % atómico < a ≤ 28 % […]
Aleación de núcleo de chapa de soldadura fuerte para intercambiador de calor, del 29 de Abril de 2020, de NOVELIS, INC.: Chapa metálica multicapa, que comprende: una capa de núcleo de aleación que contiene aluminio que comprende hasta un 0,25% de Si, hasta un 0,25% de Fe, de un 0,5 […]
Pasta de soldadura, del 22 de Abril de 2020, de SENJU METAL INDUSTRY CO. LTD.: Pasta de soldadura que forma uniones de soldadura adaptada para soldar un sustrato, comprendiendo la pasta de soldadura: un componente de polvo […]
Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones, del 15 de Abril de 2020, de LIBURDI ENGINEERING LIMITED: Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso: […]
Material de soldadura por pasadas transversales, metal depositado formado a partir del mismo y elemento que implica metal depositado, del 26 de Febrero de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un material de soldadura de por pasadas transversales que consiste en C: del 0,2 al 1,5 % en masa, Si: del 0,5 al 2 % en masa, Mn: del 0,5 al 2 % en masa, […]