Unión, por soldadura por rozamiento, de varias placas dispuestas una encima de la otra.
Unión de soldadura por rozamiento de, cómo mínimo, una placa (1,
2; 24, 25) con un cuerpo de unión (3; 31) de manera que el cuerpo de unión (3; 31) presenta un cono estrecho (5, 14, 32) que termina en una punta (10, 13, 17, 33) de manera que el cuerpo de unión (3; 31) en la zona de la cabeza (4, 37) presenta un elemento de arrastre (4) para la aplicación de una herramienta de presión y rotación y la placa (1, 2; 24, 25) presenta una abertura (8) que sobresale de la placa en la dirección de accionamiento, cuya abertura es conformada por el cono estrecho (5), que a lo largo de su superficie interior constituye una zona de soldadura por rozamiento (7) que se extiende sobre el cono (5), caracterizado porque la unión de soldadura por rozamiento presenta como mínimo una segunda placa que descansa sobre la primera placa (1, 2; 24, 25) de manera que la primera y segunda placas están superpuestas, de manera que la segunda placa presenta una abertura (9) conformada por el cono estrecho (5) en la dirección de accionamiento, de forma que las aberturas (8, 9) están conformadas de manera tal que se prolongan una con otra y constituye una zona de soldadura por rozamiento (7) a lo largo de su superficie interna sobre el cono estrecho (5) de manera que la punta (10, 13, 17, 33) sobresale de la placa inferior y la cabeza (4, 37) descansa sobre la placa superior.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/004546.
Solicitante: EJOT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: UNTERE BIENHECKE 57334 BAD LAASPHE ALEMANIA.
Inventor/es: CHRIST,EBERHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2548101_T3.pdf
Fragmento de la descripción:
Unión, por soldadura por rozamiento, de varias placas dispuestas una encima de la otra La invención se refiere a una unión por soldadura por rozamiento de varias placas dispuestas una encima de la otra, de acuerdo con la parte introductoria de la reivindicación 1. El documento WO 2006/06123 A1 describe una unión por soldadura por rozamiento de este tipo.
Una unión de soldadura por rozamiento de esta clase es conocida también por el documento WO 02/062518 A1. En su figura 7c se muestra un cuerpo de unión previsto para una unión por soldadura por rozamiento de esta clase, que por un lado presenta una cabeza para descansar sobre una placa superior y por el otro lado está constituida básicamente mediante un cono delgado que en la dirección de alejamiento de la cabeza constituye una punta plana que está constituida mediante un cono corto con ángulo correspondientemente obtuso en unión con el cono delgado. Este cuerpo de unión está destinado a ser presionado con rotación en dos placas dispuestas una encima de la otra hasta que la cabeza descansa sobre la placa superior. A causa de la rotación del cuerpo de unión y del rozamiento generado por ello entre el cuerpo de unión y ambas placas, el material de las piezas que rozan entre sí se plastifica, de manera que por esta causa se genera una zona de soldadura de la que sobresale material de la zona de soldadura por rozamiento sobre la zona del borde a la cara superior de la placa superior. Otros cuerpos de unión se muestran en las figuras 9a -9d, los cuales en la zona de su cabeza presentan un elemento de arrastre para la aplicación de una herramienta de presión y de rotación, habiéndose mostrado un hexagonal y una ranura.
La invención se plantea como objetivo el conseguir una unión de soldadura por rozamiento del tipo indicado en la introducción, mediante una disposición especial, con una resistencia especialmente más elevada. De acuerdo con la invención ello se consigue por la constitución de una abertura, conformada por el cono delgado en su rotación, que se introduce de la placa superior en la placa inferior y una abertura, que sobresale de la placa inferior constituyendo a lo largo de sus superficies internas una zona de soldadura por rozamiento que se extiende al cono delgado, de manera que la punta del cono delgado sobresale de la placa inferior y la cabeza descansa sobre la placa superior.
La invención utiliza una constitución específica de la zona de soldadura, a saber, las aberturas que se forman en la soldadura por rozamiento al aplicar suficiente presión y rozamiento elevado que constituyen la unión entre las placas dispuestas una encima de la otra no solamente mediante el cuerpo de unión, sino también por el material de las placas expulsado en el proceso de soldadura por rozamiento. En esta situación se utiliza en especial la abertura formada a partir de la placa superior que se introduce en la placa inferior, que mediante su zona de soldadura por rozamiento une internamente ambas placas dispuestas una encima de la otra y de esta manera las fuerzas que retienen a ambas conjuntamente, son resistidas ante todo por el material de las placas expulsado por la soldadura en rozamiento, lo cual pone a disposición además material para la soldadura por rozamiento en cantidad suficiente. La abertura formada por el cono delgado sobre la placa superior se introduce en el material de la placa situada por debajo, de manera que la abertura forma como un casquillo del material tanto del cuerpo de unión como también de las placas, formando una zona de soldadura por rozamiento de tipo pasante que une de manera segura ambas placas entre sí.
De manera preferente se constituye el cono delgado de manera que su punta está constituida por un cono más corto y pronunciado con respecto al cono delgado que se extiende sobre la mayor parte de la longitud. A causa de esta constitución el cuerpo de unión, bajo el correspondiente esfuerzo axial y bajo la acción de la rotación, se puede introducir sin dificultad en ambas placas dispuestas una encima de la otra, de forma que a causa de su rozamiento en su periferia se funde el material de las placas y de esta forma, con esfuerzos de componentes que corresponden al cono, hace subir el material de las placas en dirección axial de manera que a causa de su forma el cuerpo de unión atraviesa sin especiales dificultades ambas placas dispuestas una encima de la otra y lleva las placas en la zona de su contacto con el cuerpo de unión de manera rápida a la fusión, de manera que mediante la abertura que se produce por esta razón en la placa superior, que en cierta manera se transmite a la placa inferior, se produce una unión interna entre ambas placas.
En la formación de la unión de soldadura por rozamiento esta se puede extender de forma tal que la punta sobresale de la placa inferior.
De manera ventajosa la punta puede ser adicionalmente endurecida. Una punta especialmente endurecida permite conseguir también que la punta se recubra de un material más duro que el material del cono delgado. Mediante una punta tratada de este modo se facilita la entrada en las placas.
También es posible aplicar una punta dura como pieza adicional sobre la pieza metálica, por ejemplo, mediante soldadura.
El cono delgado que constituye el cuerpo de unión puede actuar, además de su funcionamiento como cuerpo de unión, en otras funciones adicionales, a saber como perno o como tuerca, para lo que el cono delgado presenta un orificio ciego. Para recibir el material plastificado que fluye en dirección a la cabeza en la soldadura por rozamiento, especialmente de la placa superior, la cabeza presenta en la cara dirigida hacia la placa superior un rebaje para
recibir dicho material.
La zona de soldadura por rozamiento se puede extender sobre la zona de las aberturas hasta la cara de la cabeza dirigida a la pieza metálica, de manera que la zona de soldadura por rozamiento facilita una resistencia 5 especialmente elevada.
Se puede conseguir una unión especialmente intensa entre los cuerpos de unión y la placa superior de manera que la cabeza esté recubierta en la cara dirigida hacia la placa superior mediante un adhesivo de fusión en caliente. El adhesivo de fusión en caliente es calentado en la generación de la soldadura por rozamiento, por lo que se licua y
cuando se produce el enfriamiento forma una unión adicional entre la cabeza y la placa, de manera que esta unión constituye además una protección contra la corrosión.
Frecuentemente se hace necesario reforzar placas especialmente delgadas. En este caso el procedimiento de soldadura por rozamiento se podrá utilizar de manera satisfactoria de manera que una placa está constituida como refuerzo de la otra. Ambas placas son unidas de manera firme entre si por la unión de soldadura por rozamiento, de manera que la placa que se extiende más allá del refuerzo facilita la necesaria resistencia de la unión, de manera que ambas placas quedan fijadas entre si para la soldadura por rozamiento.
Para facilitar de antemano al cono delgado un guiado para su aplicación y giro en ambas placas se puede prever
como mínimo una de ambas placas con un orificio. En especial se trata en este caso de la placa superior, que mediante un orificio recibe la punta del cono delgado de manera que naturalmente el orificio u orificios deben ser suficientemente estrechos, de manera que se disponga por el cono delgado de suficiente material de las paredes de los orificios para la soldadura por rozamiento y para la constitución de los orificios. Además se consigue de esta forma una penetración más rápida en ambas placas.
Como material para una punta especialmente dura del cuerpo de unión se puede proceder también de manera ventajosa de forma que el cuerpo de unión presente un vástago de arrastre, que constituye la punta del cuerpo de unión. En este caso se constituye, por lo tanto, una construcción de dos piezas del cuerpo de unión.
Como material para las placas y el cuerpo de unión se puede utilizar en primer lugar metales, pero también es posible constituir las placas y el cuerpo de unión de un material plástico o de una combinación de materiales.
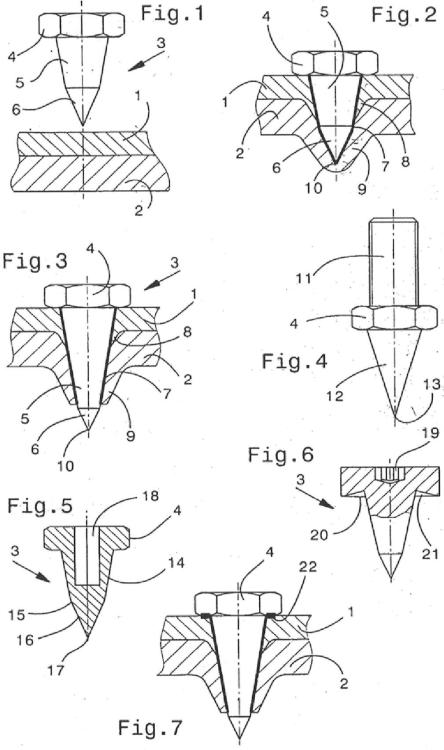
En las figuras se han mostrado ejemplos de realización de la invención. En ellas se muestra:
Figura 1, dos placas dispuestas una encima de la otra y por encima el cuerpo de unión antes de su descenso sobre las placas;
Figura 2, el cuerpo de unión introducido mediante giro en ambas placas con constitución de una zona de soldadura por rozamiento y aberturas en ambas placas, de manera que el cuerpo de unión está envuelto de manera completa 40 por el material de la placa inferior;
Figura 3, una disposición similar a la que se ha mostrado... [Seguir leyendo]
Reivindicaciones:
1. Unión de soldadura por rozamiento de, cómo mínimo, una placa (1, 2; 24, 25) con un cuerpo de unión (3; 31) de manera que el cuerpo de unión (3; 31) presenta un cono estrecho (5, 14, 32) que termina en una punta (10, 13, 17, 5 33) de manera que el cuerpo de unión (3; 31) en la zona de la cabeza (4, 37) presenta un elemento de arrastre (4) para la aplicación de una herramienta de presión y rotación y la placa (1, 2; 24, 25) presenta una abertura (8) que sobresale de la placa en la dirección de accionamiento, cuya abertura es conformada por el cono estrecho (5) , que a lo largo de su superficie interior constituye una zona de soldadura por rozamiento (7) que se extiende sobre el cono (5) , caracterizado porque la unión de soldadura por rozamiento presenta como mínimo una segunda placa que 10 descansa sobre la primera placa (1, 2; 24, 25) de manera que la primera y segunda placas están superpuestas, de manera que la segunda placa presenta una abertura (9) conformada por el cono estrecho (5) en la dirección de accionamiento, de forma que las aberturas (8, 9) están conformadas de manera tal que se prolongan una con otra y constituye una zona de soldadura por rozamiento (7) a lo largo de su superficie interna sobre el cono estrecho (5) de manera que la punta (10, 13, 17, 33) sobresale de la placa inferior y la cabeza (4, 37) descansa sobre la placa superior.
2. Unión de soldadura por rozamiento, según la reivindicación 1, caracterizada porque la punta (10) está constituida por un cono corto más pronunciado (6) con respecto al cono estrecho (5) .
3. Unión de soldadura por rozamiento, según una de las reivindicaciones 1, 2, caracterizado porque la punta (10) está endurecida adicionalmente.
4. Unión de soldadura por rozamiento, según una de las reivindicaciones 1 a 3, caracterizada porque la punta (10)
está recubierta mediante un material más duro que el material del cono delgado. 25
5. Unión de soldadura por rozamiento, según una de las reivindicaciones 1 a 4, caracterizada porque la punta está aplicada sobre el cono estrecho en forma de pieza adicional.
6. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 5, caracterizada porque el cono 30 delgado (12) se fusiona con un perno (11) .
7. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 6, porque el cono estrecho (14) presenta un orificio ciego (18) .
8. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 7, caracterizada porque la cabeza (4) presenta en su cara (20) dirigida hacia la placa superior (1) un rebaje (21) .
9. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 8, caracterizada porque la zona de soldadura por rozamiento (22) se extiende hasta la cara dirigida hacia la placa superior (1) de la cabeza (4) . 40
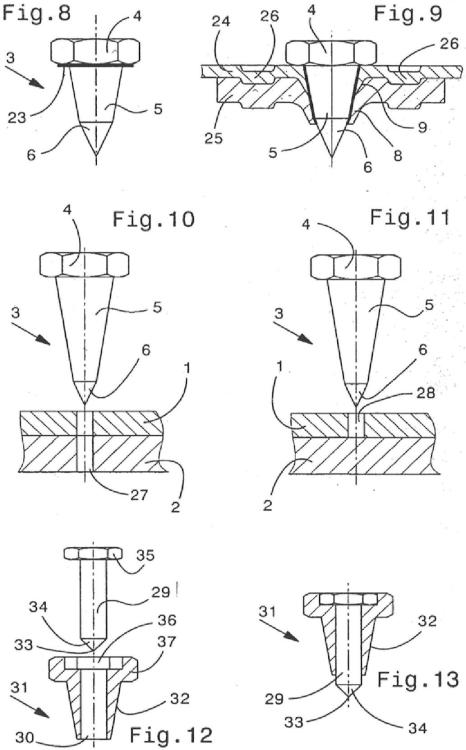
10. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 9, caracterizada porque la cabeza (4) está recubierta en su cara dirigida hacia la placa superior (1) con una cola fusible en caliente (23) .
11. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 10, caracterizada porque una 45 placa (24) está constituida en forma de refuerzo de la otra placa (25) .
12. Unión de soldadura por rozamiento, según una de las reivindicaciones de 1 a 11, caracterizada porque como mínimo una de las placas está preperforada.
13. Unión de soldadura por rozamiento, según una de las reivindicaciones de 2 a 12, caracterizada porque el cono corto está constituido mediante un elemento de arrastre que atraviesa un orificio pasante del cono estrecho, que prolonga el cono estrecho y que se puede acoplar con su cono estrecho en oposición al cono corto, en un alojamiento correspondiente de la cabeza.
DIBUJOS
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]