Herramienta para el soldeo de batido por fricción de dos piezas metálicas con una unión en ángulo que tiene un tetón y un hombro con forma de cuña.
La invención se refiere a una herramienta para el soldeo de batido por fricción de dos piezas metálicas (1 ) con un ángulo de unión menor a 180°,
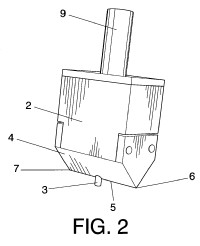
que comprende un hombro (2) y un tetón (3) que sale de dicho hombro (2). Dicho hombro (2) está configurado en forma de cuña con dos paredes formando un ángulo igual al ángulo de unión de las piezas metálicas (1 ) y con una zona de interferencia(5) en la unión de dichas paredes. La zona de interferencia (5)está configurada para penetrar en las piezas metálicas (1 ) en suángulo de unión. El tetón sale en dicha zona de interferencia (5). Con el hombro (2) configurado de este modo, éste podrá concentrar la presión en la zona en la que el tetón (3) actúa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2008/000118.
Solicitante: FUNDACION TECNALIA RESEARCH & INNOVATION.
Nacionalidad solicitante: España.
Inventor/es: MARTINEZ DÍEZ,LEONARDO, PENALVA OSCOZ,MARI LUZ, OTAEGUI MARTÍN,AMAIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2449075_T3.pdf
Fragmento de la descripción:
Herramienta para el soldeo de batido por fricción de dos piezas metálicas con una unión en ángulo que tiene un tetón y un hombro con forma de cuña 5
Campo de la invención La presente invención pertenece al campo de las herramientas. Más concretamente, se refiere a una herramienta para el soldeo de batido por fricción de dos piezas metálicas que no formarán una unión plana, es decir, cuyo ángulo de unión es distinto a 180° (véase el preámbulo de la reivindicación 1) .
Antecedentes de la invención El soldeo de batido por fricción (FSW, por sus siglas en inglés de friction stir welding) lo ha inventado, patentado y
desarrollado para su propósito industrial TWI (The Welding Institute) , en Cambridge, Reino Unido. La patente US 5460317 describe dicho proceso de soldadura de batido por fricción y constituye el texto más descriptivo con respecto a esta nueva técnica de soldadura.
El soldeo por fricción es una técnica de unión en estado sólido, sin aporte de material en la que las características iniciales del material perduran. Mediante el uso de soldeo por fricción es posible soldar materiales diferentes de espesor considerable obteniendo excelentes propiedades mecánicas, provocando una muy ligera distorsión en las piezas soldadas.
El concepto básico es una herramienta giratoria no consumible con un tetón o rotor perfilado y un hombro o cilindro de sección transversal plana, diseñado específicamente para este fin. Dicho tetón es insertado entre los extremos adyacentes de las placas a soldar y atraviesa toda la línea de unión. Hay dos tipos de herramientas; la primera y más básica, es la herramienta rígida, donde el tetón no tiene un movimiento relativo con respecto al hombro. Por otra parte hay herramientas donde el tetón tiene un movimiento relativo con respecto al hombro, denominándose esta herramienta "herramienta de FSW con un tetón retráctil". El hombro de la herramienta gira solidario al tetón en la mayoría de las herramientas utilizadas, aunque también existen herramientas en las que el hombro no gira.
Las funciones que llevan a cabo tanto el tetón como el hombro son las siguientes. Por un lado el hombro ejerce una presión sobre las piezas a soldar. Dicha presión, junto con el giro, provoca un calentamiento que lleva a un estado plástico al metal que constituye las piezas metálicas, en la zona circundante al tetón. Una vez que los metales están en estado plástico, el tetón bate dichos metales, y, mediante su proceso de giro, arrastra el material alrededor de la herramienta, provocándose de este modo el soldeo según avanza la herramienta y se enfría el material. En el proceso de batido, el hombro proporciona un servicio adicional, que es el impedir que el material salga expulsado más allá del entorno de la herramienta, manteniendo al mismo de acuerdo con la geometría inicial.
El diseño utilizado hoy en día para efectuar el soldeo por fricción tiene un hombro adaptado para realizar uniones planas, por este motivo no es posible insertarlo en piezas que presenten cierto ángulo entre las mismas.
La patente japonesa JP 11320128, sobre la que se basa el preámbulo de la patente 1, describe una configuración para soldar dos paredes perpendiculares en las que el soldeo se realiza mediante un hombro, que se apoya en una 45 cuña, y un tetón, girando ambos solidariamente. Dicha cuña tiene un agujero pasante para que el tetón pueda asomarse y penetrar en las piezas a soldar.
La herramienta descrita en esta patente tiene como inconveniente, que el hombro tiene una sección plana en cada una de las partes que rozan con la pieza. Esta sección plana, es la que debería realizar el forjado, Debido a la 50 geometría de la misma, no sería posible realizar el forjado del material a soldar, ya que la herramienta se enclavaría. Por ello, esta geometría no sería adecuada para un correcto forjado del material. Por otra parte, esta fuerza es ejercida sobre el hombro de la herramienta con un cilindro giratorio que gira solidario al rotor perfilado o tetón, contra el hombro, con la consecuente generación de calor innecesario sobre la herramienta.
La solicitud internacional Nº WO-2007/132252-A1 desvela un método de batido por fricción que comprende el provocar que una sonda giratoria de una herramienta de batido por fricción se introduzca en una pieza o una junta entre un par de piezas, siendo cada pieza un metal o aleación metálica de baja conductividad y punto de fusión elevado. La sonda se extiende desde un hombro, o entre hombros, en contacto con las piezas y gira con respecto a cada hombro.
Además de los inconvenientes anteriormente mencionados, la inserción de la herramienta en la zona de unión presenta problemas en el caso de que haya errores geométricos en las piezas metálicas a unir.
Descripción de la invención La invención se refiere a una herramienta para el soldeo de batido por fricción de dos piezas metálicas con una unión en ángulo. La herramienta de la invención podrá ser empleada para soldar piezas metálicas que formen cualquier ángulo, siendo de aplicación preferente en aquellos casos en los que el ángulo de unión no sea plano. Normalmente el soldeo se realizará sobre dos piezas metálicas a 90°, aunque la invención puede emplearse, como ya se ha mencionado antes, para cualquier otro ángulo. La herramienta comprende un hombro y un tetón. El tetón sale, emerge, o aflora de dicho hombro.
De acuerdo con la invención, el hombro está configurado en forma de cuña con dos paredes, formando las dos paredes de dicha cuña un ángulo sustancialmente igual al ángulo de la unión de las piezas metálicas. De este modo, el hombro podrá situarse convenientemente entre las dos piezas metálicas de forma ajustada, ejerciendo la presión necesaria para soldar ambas piezas e impidiendo que el material durante el proceso de batido se eyecte fuera de los elementos a soldar. Durante la realización de dicha soldadura, el hombro no girará. En el punto donde se encuentran dichas paredes del hombro se define una zona de interferencia. El contacto entre la herramienta y las piezas a unir tendrá lugar entre las caras planas de la herramienta y las piezas, manteniendo la condición de que las caras planas coincidan con las chapas a unir entre las caras planas adyacentes a la zona de interferencia de la herramienta y en los materiales a unir durante el soldeo o proceso de soldadura. La zona de interferencia cuenta con un primer borde de ataque y un segundo borde de fuga. El soldeo se llevará a cabo con un movimiento de avance del hombro,
siendo el borde de ataque el que entra en contacto con las dos piezas metálicas que aún no se han soldado todavía, las piezas metálicas estarán soldadas una vez que el borde de fuga se retire de las piezas metálicas. Durante la soldadura la zona de interferencia penetrará en las piezas metálicas hasta que, como se mencionado antes, las paredes de la cuña hagan contacto con las piezas a unir. El tetón emerge de dicha zona de interferencia.
La zona de interferencia podrá configurarse de modo que toda ella sea una protuberancia que emerja en el punto de encuentro de las dos paredes de la cuña. Dicha protuberancia permite concentrar la presión en el ángulo de unión de las dos piezas metálicas, así como separar la zona de interferencia de las paredes de la cuña, de modo que al realizar el soldeo dichas paredes no penetren en las piezas metálicas a soldar sino que únicamente entren en contacto las mismas.
Dicho tetón podrá emerger de la zona media de la zona de interferencia.
La zona de interferencia podrá tener un radio de curvatura mayor en los extremos de dicha cuña, es decir, en los extremos de ataque y de fuga, que en la zona media, es decir, la zona de la que emerge el tetón. El radio de curvatura en los extremos de ataque y de fuga podrá ser, por ejemplo, de 2 milímetros, mientras que los radios de curvatura en la zona media podrán ser, por ejemplo, de 0, 5 milímetros. La evolución del radio de curvatura entre ambos extremos y la zona media será tal que el radio de curvatura disminuya progresivamente.
Mediante dicha configuración se logran una serie de ventajas. En primer lugar, el radio mayor de los extremos de ataque y de fuga ayuda a la inserción de la herramienta en el caso de que se observen errores geométricos en las piezas a soldar. En segundo lugar, en la zona media con un radio de curvatura menor, se favorecerá que la herramienta penetre en el material y produzca un calentamiento focalizado en dicha zona media, ayudando a la realización del soldeo. Es precisamente por esta razón por la que el tetón sale o emerge de la zona media, para batir el metal en la zona calentada.
La zona de interferencia... [Seguir leyendo]
Reivindicaciones:
1. Herramienta para el soldeo de batido por fricción de dos piezas metálicas (1) con una unión en ángulo, que comprende un hombro (2) y un tetón (3) que sale de dicho hombro (2) , en la que el hombro (2) tiene forma de cuña 5 con dos paredes; formando las dos paredes de dicha cuña un ángulo sustancialmente igual al ángulo de la unión de las piezas metálicas (1) , comprendiendo dicho hombro (2) una zona de interferencia (5) en el punto de encuentro de dichas dos paredes, con un primer extremo de ataque (6) y un segundo extremo de fuga (7) ; estando dicha zona de interferencia (5) configurada para, penetrar en las piezas metálicas (1) hasta que las paredes de la cuña entren en contacto con las piezas a unir (1) , emergiendo el tetón (3) de dicha zona de interferencia (5) , caracterizada por que la zona de interferencia (5) comprende una protuberancia en el punto de reunión de las dos paredes de la cuña, en el donde tetón (3) emerge de una zona media (10) de la zona de interferencia (5) y la zona de interferencia (5) presenta un radio de curvatura mayor en el extremo de ataque (6) y en el extremo de fuga (7) que en la zona media (10) de la zona de interferencia (5) .
2- Herramienta para el soldeo de batido por fricción según la reivindicación 1, caracterizada por que el radio de curvatura de la zona de interferencia (5) disminuye progresivamente desde el extremo de ataque (6) y el extremo de fuga (7) a la zona media (10) de dicha arista.
3. Herramienta para el soldeo de batido por fricción según cualquiera de las reivindicaciones 1-2, caracterizada por
que las paredes de la cuña presentan fuera de la zona de interferencia (5) una reducción (8) en la superficie que está en contacto con las dos piezas metálicas (1) durante el soldeo.
4. Herramienta para el soldeo de batido por fricción según cualquiera de las reivindicaciones 1-3, caracterizada por
que el hombro (2) es simétrico con respecto a un plano que es perpendicular a la zona de interferencia (5) y que 25 corta dicha zona de interferencia (5) en la zona media (10) de dicha zona de interferencia (5) .
5. Herramienta para el soldeo de batido por fricción según cualquiera de las reivindicaciones 1-4, caracterizada por que el radio de curvatura de la zona de interferencia (5) en el primer extremo de ataque (6) y en el segundo extremo de fuga (7) es menor de 2 milímetros.
6. Herramienta para el soldeo de batido por fricción según cualquiera de las reivindicaciones 1-5, caracterizada por que el radio de curvatura de la zona de interferencia (5) en la zona media (10) es menor de 0, 5 milímetros.
7. Herramienta para el soldeo de batido por fricción según la reivindicación 3, caracterizada por que la reducción 35 (8) en las paredes de la cuña es menor de 0, 1 milímetros.
8. Herramienta para el soldeo de batido por fricción según la reivindicación 1, caracterizada por que la protuberancia ocupa los primeros 0, 8 milímetros de la cuña a partir de la zona de interferencia (5) .
9. Máquina herramienta que comprende una herramienta según las reivindicaciones 1-7.
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]