CIP-2021 : B23P 6/00 : Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas,
barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
CIP-2021 › B › B23 › B23P › B23P 6/00[m] › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
Notas[t] desde B21 hasta B32: CONFORMACION
B23P 6/02 · de pistones o cilindros.
B23P 6/04 · Reparación de piezas o de productos metálicos rotos o con fisuras, p. ej. de piezas de fundición.
CIP2021: Invenciones publicadas en esta sección.
Máquina y método de procesamiento de superficies herméticas.
(22/04/2020) Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo principal de válvula en un dispositivo de válvula , dispositivo de válvula que incluye
el cuerpo principal de válvula que está provisto de un canal de flujo (110a) de un fluido,
una unidad de accionamiento de válvula que está configurada para abrir y cerrar el canal de flujo (110a) mediante un cuerpo de válvula que está insertado en el canal de flujo (110a) desde una abertura del cuerpo principal de la válvula y
una placa de unión que cierra la abertura fijándose al cuerpo principal de válvula a través del miembro hermético ,
comprendiendo la máquina de procesamiento de superficies herméticas (1; 1A;…
Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones.
(15/04/2020). Solicitante/s: LIBURDI ENGINEERING LIMITED. Inventor/es: GONCHAROV,ALEXANDER B, LIBURDI,JOSEPH, LOWDEN,PAUL.
Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso:
Cobalto de 8 a 10 % en peso
Cromo de 14 a 18 % en peso
Molibdeno de 3 a 5 % en peso
Tungsteno de 3 a 5 % en peso
Titanio de 3 a 6 % en peso
Circonio de 0,04 a 0,06 % en peso
Aluminio de 2 a 4 % en peso
Carbono de 0,05 a 0,1 % en peso
Boro de 0,1 a 0,35 % en peso
Silicio de 1 a 3 % en peso, de modo que el contenido total de boro y silicio varía de 1,4 % en peso a 3,1 % en peso, seleccionado entre titanio, circonio, hafnio, tántalo y renio de 3,04 a 18 % en peso total combinado, y Níquel con impurezas para equilibrar.
PDF original: ES-2805796_T3.pdf
Componente para una turbina.
(26/02/2020) Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, 4b) construida sobre el cuerpo base , que se hace de un segundo material diferente, en donde el cuerpo base y al menos una sección de componente (4, 4a, 4b) está engranados por adherencia de forma de manera que el engranaje prácticamente crea un anclaje de la sección de componente en el cuerpo base, en donde el engranaje entre el cuerpo base y al menos una sección de componente (4, 4a, 4b) tiene una geometría de engranaje diferente (14a, 14b), y la al menos una sección de componente (4, 4a, 4b) del cuerpo base , está fabricada de forma generativa o mediante la aplicación del segundo material en forma de polvo seco o como una dispersión sobre el cuerpo base, y luego sinterizada por debajo…
Método de rectificado de anillo deslizante.
(01/01/2020). Solicitante/s: Mersen Benelux BV. Inventor/es: OVAERE,PETER JACQUES, SCHEPENS,PIETER-JAN PATRICK.
Un método de mecanizado de rectificación en carga de anillos deslizantes y/o colectores de máquinas eléctricas, dicho método incluye el paso de reemplazar en carga un portaescobillas de carbón, con una herramienta de mecanizado de rectificación de anillos deslizantes compatible con el ensamblaje de portaescobillas de anillos deslizantes, dicha herramienta de mecanizado de rectificación de anillos deslizantes comprende un soporte de piedra de molienda en donde dicho soporte de piedra de molienda puede desplazarse en dos direcciones en el mismo plano mientras está montado en el ensamblaje del portaescobillas de anillos deslizantes, y caracterizado porque el soporte de piedra de molienda se opera para combinar un movimiento longitudinal escalonado lento de una piedra de molienda con una velocidad de hasta 10 μm por segundo con un movimiento pendular transversal rápido de al menos 10 oscilaciones por segundo de dicha piedra de molienda.
PDF original: ES-2773849_T3.pdf
Métodos y sistemas para recubrir y sellar el interior de sistemas de tuberías.
(07/08/2019) Un método de reparación de fugas internas y control de corrosión en tuberías, que comprende al menos las siguientes tres etapas:
(i) secar por aire un sistema de tuberías al que se dará mantenimiento;
(ii) perfilar el sistema de tuberías usando un agente limpiador abrasivo; y
(iii) aplicar una barrera de recubrimiento selladora de fugas a las paredes interiores de las tuberías en el sistema de tuberías,
en donde la etapa (iii) incluye las siguientes etapas:
(a) colocar la barrera de recubrimiento selladora de fugas en un tubo de transporte de epoxi o dispositivo de inyección;
(b) inyectar la barrera…
Método para reparar los dientes de una corona dentada.
(30/05/2019) Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis y una parte móvil respecto al chasis , soportando un elemento de corte , dicho método se realiza in situ, sin desmontar la corona dentada de la máquina giratoria a la que está destinada a arrastrar, dicho método comprende las etapas siguientes, para el mecanizado de cada diente:
fijar dicho dispositivo de mecanizado a la corona dentada enclavando el dispositivo de mecanizado a la corona en una posición de fijación a la corona respecto al diente a ser mecanizado ,
realizar el mecanizado del diente…
Equipo de fresado así como procedimiento para llevar a cabo un mecanizado de fresado en el interior de una ranura.
(15/05/2019). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: CLOSSEN-VON LANKEN SCHULZ,Michael, OBERMAYR,STEFAN.
Equipo de fresado con una herramienta de fresado que rota alrededor de un eje de giro de herramienta , presentando el equipo de fresado un cuerpo deslizante , estando sujetada la herramienta de fresado sobre un eje pivotante que se extiende transversalmente, en particular perpendicularmente, respecto al eje de giro de herramienta y a través del cuerpo deslizante , y estando configurado el cuerpo deslizante y estando seleccionado el posicionamiento de la herramienta de fresado de tal manera que, durante un mecanizado de fresado, se realiza un movimiento de avance por el movimiento manual del cuerpo deslizante y una aproximación por el pivotamiento de la herramienta de fresado alrededor del eje pivotante , caracterizado por que sobre el cuerpo deslizante están previstas varias piezas de presión de resorte dispuestas de manera distribuida, que resaltan hacia fuera desde el cuerpo deslizante y pueden moverse contra una fuerza de resorte en la dirección del cuerpo deslizante.
PDF original: ES-2742176_T3.pdf
Aparato y método de fabricación aditiva.
(08/05/2019) Un método para fabricar o reparar una parte comprendiendo construir un accesorio para retener la parte usando un aparato de fabricación aditiva, en donde el material es consolidado usando un haz de energía, el accesorio es construido sobre una placa de acumulación retenida en una posición fija dentro del aparato de fabricación aditiva, después de construir el accesorio , retirando la placa de acumulación con el accesorio fijado del aparato de fabricación aditiva, montando la parte en el accesorio , realizando un tratamiento en la parte y/o en el accesorio con la parte montada en el accesorio después de retirar la placa de acumulación del aparato de fabricación aditiva, y volver a montar la placa de acumulación , con el accesorio y la parte fijada, en la posición definida dentro del…
Reprocesamiento por soldadura por deposición láser de polvo para piezas fundidas de níquel soldables sin fusión del metal base pertenecientes a motores de turbina de gas.
(23/04/2019) Un método para reprocesar un componente, que comprende:
eliminar un defecto (D) de un componente fabricado en una aleación base (B) soldable sin fusión del metal base para formar una cavidad (C) que tiene como resultado un agujero pasante (CH);
sellar el agujero pasante (CH) con un respaldo (P); y
llenar al menos parcialmente la cavidad (C) con una aleación (F) de relleno,
caracterizado por que el llenado al menos parcial de la cavidad (C) con la aleación (F) de relleno comprende llenar al menos parcialmente la cavidad (C) con múltiples capas de múltiples puntos (S) de deposición láser de polvo, cada uno de los puntos (S) de deposición láser de polvo formado por la aleación (F) de relleno,
incluyendo una primera capa de las múltiples capas un perímetro de los múltiples puntos (S) de deposición láser de polvo que está solapado…
Método de reparación y fabricación de componentes de motores de turbina.
(08/03/2019) Un metodo de reparacion y fabricacion de componentes de motores de turbina incluye las etapas de:
a) preparacion previa a la soldadura de un material de base mediante la eliminacion de un material danado y contaminantes para poner de manifiesto un material de base libre de defectos y contaminacion;
y caracterizado por que:
b) una aplicacion de una capa de transicion al material base libre de defectos y contaminacion mediante un proceso de soldadura por fusion y un primer material de carga diferente que comprende:
i) Cromo del 10 al 25 % en peso
ii) Cobalto desde cantidades traza hasta el 10 % en peso
iii) Aluminio desde cantidades traza hasta el 1,5 % en peso iv) Hierro desde cantidades…
Procedimiento para eliminar revestimientos de barreras térmicas.
(31/01/2019). Ver ilustración. Solicitante/s: Turbocombustor Technology, Inc. Inventor/es: HANLEY,GARY LYNN.
Un procedimiento para eliminar un revestimiento cerámico de barrera térmica de un orificio de enfriamiento de un componente metálico de motor de turbina que comprende:
dirigir un chorro de aire en el orificio de enfriamiento del componente, conteniendo el chorro medios particulados no abrasivos y que se emite a partir de una boquilla a una presión baja insuficiente para dañar una superficie metálica del orificio de enfriamiento pero suficiente para eliminar el revestimiento cerámico de barrera térmica,
en el que la presión del chorro de aire es de aproximadamente 140.000 a 690.000 Pa, y en que el chorro de aire se dirige al orificio de enfriamiento hacia una superficie del componente que se opone a la superficie que tiene el revestimiento de barrera térmica.
PDF original: ES-2698098_T3.pdf
Procedimiento de reparación de la dentadura de una corona.
(16/01/2019) Procedimiento de reparación de la dentadura de una corona por medio de un dispositivo de mecanizado que incluye un chasis y una parte móvil que soporta un órgano de corte desplazable según varios ejes con respecto al chasis , poniendo en marcha el citado procedimiento en el lugar, "in situ", sin desmontaje de la corona de su soporte , incluyendo el citado procedimiento las siguientes etapas, para la puesta en marcha del mecanizado de un diente :
-fijar el citado dispositivo de mecanizado a la corona por la acción de apriete de unas partes (12, 12') solidarias con el chasis del dispositivo de mecanizado, que colaboran con los flancos de la corona ,
- definir la posición del citado dispositivo de mecanizado con respecto al diente a mecanizar por el apoyo sobre el flanco (42; 42') de un diente de referencia, estando situado…
Dispositivo de mecanizado de asiento de válvula y método de mecanizado de asiento de válvula que usa dicho dispositivo de mecanizado de asiento de válvula.
(20/11/2018) Máquina de elaboración de asiento de válvula configurada para elaborar un asiento de válvula en un dispositivo de válvula que incluye una parte de cuerpo de válvula que forma un canal de flujo (110a) de fluido y una parte de accionamiento de válvula que se proporciona de manera que puede desacoplarse en la parte de cuerpo de válvula y que abre y cierra el canal de flujo (110a) accionando un elemento de válvula capaz de entrar en estrecho contacto con el asiento de válvula en la parte de cuerpo de válvula , en la que
la máquina de elaboración de asiento de válvula comprende:
una parte de base configurada para acoplarse a la parte de cuerpo de válvula ;
un parte de cuerpo principal proporcionada en la parte de base ;
una parte de soporte proporcionada en la parte de cuerpo principal…
Dispositivo de mecanizado de asiento de válvula y método de mecanizado de asiento de válvula que usa dicho dispositivo de mecanizado de asiento de válvula.
(14/11/2018) Máquina de tratamiento de asiento de válvula configurada para tratar un asiento de válvula en un dispositivo de válvula que incluye una parte de cuerpo de válvula que forma un canal de flujo de fluido (110a) y una parte de accionamiento de válvula que se proporciona de manera desmontable en la parte de cuerpo de válvula y que abre y cierra el canal de flujo (110a) accionando un elemento de válvula capaz de entrar en estrecho contacto con el asiento de válvula en la parte de cuerpo de válvula , en la que
la máquina de tratamiento de asiento de válvula comprende:
una parte de base configurada para acoplarse a la parte de cuerpo de válvula ;
una parte de cuerpo principal proporcionada…
Procedimiento de recarga de un molde para vidriería por recarga láser de polvos.
(17/08/2016). Solicitante/s: ETABLISSEMENTS CHPOLANSKY. Inventor/es: VAN LIDEN,SERGE.
Procedimiento de recarga de un molde para vidriería de fundición, de bronce, o de acero, durante el cual se suelda un material de recarga, que comprende la etapa siguiente:
- mecanizar una arista (C, F, J) del molde de manera que forme una superficie plana , por ejemplo una meseta o un chaflán,
estando el procedimiento caracterizado por que comprende las etapas que consiste en:
- depositar una cantidad de material de recarga determinada en la superficie plana de la arista (C, F, J) así mecanizada, comprendiendo el material de recarga un metal o una aleación metálica, y
simultáneamente,
- soldar localmente el material de recarga sobre la superficie plana mediante un haz de un láser , de manera que forme una zona de refuerzo ,
en el que la superficie plana del molde a recargar está dispuesta aguas abajo a una distancia comprendida entre 2 mm y 15 mm de una zona de focalización del haz del láser.
PDF original: ES-2602031_T3.pdf
Método para reparar un componente de aleación de aluminio.
(16/11/2015) Un método para reparar un componente de aleación de aluminio endurecida por precipitación, incluyendo los pasos de:
a) depositar por pulverización en frío sobre dicho componente a reparar una porción de material suministrado que tiene una composición idéntica a la de dicho componente a reparar, obteniendo así un componente parcialmente reparado;
b) someter dicho componente parcialmente reparado a un tratamiento térmico, obteniendo así un componente reparado, seleccionándose las condiciones para realizar dicho tratamiento térmico en función de la composición y de las tolerancias dimensionales de dicho componente,
caracterizado porque dicho paso b) de tratamiento térmico incluye:
c) un primer paso de solubilización seguido de…
Aparato para la recuperación de elementos metálicos deformados después de una tensión mecánica excesiva.
(18/03/2015) Aparato para la recuperación de elementos metálicos deformados después de una tensión mecánica excesiva tal como, por ejemplo un choque, del tipo que comprende al menos un elemento de soporte equipado de medios de fijación temporales (17 a 20) sobre la estructura rígida del vehículo y/o de su carrocería, un elemento de contraapoyo sobre el cual puede llegar a fijarse un accionador neumático que comprende un tornillo , y una unión mecánica regulable en posición y/o en orientación entre el dicho elemento de soporte y el dicho elemento de contraapoyo, estando concebido este elemento de unión de manera que retrasmita sobre el elemento de soporte al menos una fracción del esfuerzo ejercido por el accionador en el elemento de contraapoyo,
caracterizado porque el dicho aparato comprende una estructura imantada anular que…
Método para el reacondicionamiento de un rotor de una turbomáquina.
(26/03/2014) Un método para reacondicionar un rotor de una turbomáquina, especialmente de una turbina de gas, que está equipado con ranuras de rotor que se extienden circunferencialmente para alojar palas de rotor que están retenidas en las muescas del rotor a una distancia entre sí por medio de espaciadores , se caracteriza por las siguientes etapas:
a) retirar las palas del rotor y de los espaciadores fuera de las ranuras del rotor que deben ser reparadas;
b) vaciar las ranuras expuestas del rotor con ensanchamiento simultáneo de las ranuras del rotor con el fin de retirar el material afectado por daño;
c) introducir al menos una ranura lateral que se extiende circunferencialmente…
Lámina de soldadura para la soldadura a alta temperatura y procedimiento para la reparación o bien para la fabricación de componentes utilizando esta lámina de soldadura.
(18/12/2013) Lámina de soldadura amorfa fabricada por medio de procedimientos de hilado por fundición a base de Ni, abase de Co o a base de Ni-Co para la soldadura a alta temperatura, en la que la lámina de soldadura presenta unlado superior y un lado inferior, caracterizada por que el lado superior y el lado inferior de la lámina de soldadura están recubiertas finas con una película de polvo metálico de soldadura a base de Ni, a base de Co o a base deNi-Co con un tamaño de las partículas en la zona de nanómetros, en la que tanto la lamina de soldadura comotambién el polvo de soldadura presentan adicionalmente elementos de estabilización de los límites de los…
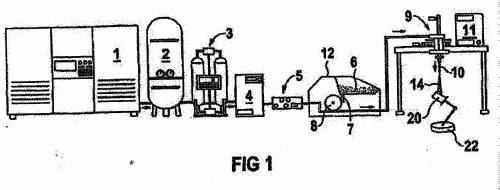
Métodos y sistemas para recubrir y sellar el interior de sistemas de tuberías.
(28/08/2013) Un método para aplicar un sellador de fugas de recubrimiento de barrera a tuberías para arreglar las aberturas y grietas en las tuberías, que comprende las etapas de:
generar y suministrar aire comprimido hasta aproximadamente 0.755 m3/s (1600 CFM) y hasta aproximadamente 1379 kPa (200 psi) en un extremo del sistema de tuberías del edificio, para el secado y la limpieza de las paredes interiores de tubería del sistema de tuberías del edificio;
generar un aire de aspiración por vacío de aire de hasta aproximadamente 0,519 m3/s (1100 CFM), en un segundo extremo del sistema de tuberías del edificio, en donde la generación de aire comprimido y la generación de vacío funcionan…
Método para reparar un componente de una turbina de gas.
(30/04/2013) Un método para reparar un componente de una turbina de gas fuera de servicio que comprende lasoperaciones de: retirar una sección dañada de dicho componente de turbina de gas, fabricar un artículo en3D , que se ajuste en dicho componente de turbina de gas para reemplazar la sección dañada retirada,y unir dicho componente de turbina de gas y dicho artículo en 3D insertado en él, caracterizado porque lasección dañada es retirada en forma de una sección cortada a lo largo de una línea de rotura como unaúnica pieza cortada , porque la pieza cortada es medida para obtener el conjunto de datos geométricos noparamétricos reales de la pieza cortada , porque una sobrecarga de material adicional es añadida alrededorde…
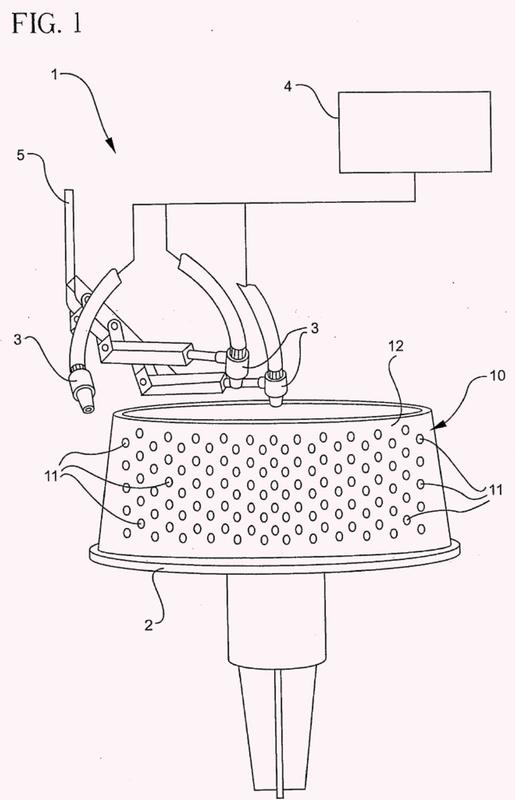
Dispositivo y procedimiento de mecanización mecánica de una superficie de junta de un álabe de impulsión de una turbina Kaplan.
(04/07/2012) Dispositivo de mecanización mecánica de una superficie rotacionalmente simétrica, que comprende un cuerpoanular giratorio compuesto de varios segmentos de forma de arco de círculo, cuyossegmentos se pueden unir uno con otro en forma soltable, al menos una herramienta de mecanización fijada alcuerpo anular y un mecanismo de accionamiento que está asociado al cuerpo anular giratorio ypor medio del cual se pone el cuerpo anular en movimiento de rotación, caracterizado porque el dispositivosirve para la mecanización de una superficie anular de deslizamiento de la junta de un plato de pala de unálabe de impulsión de una turbina Kaplan, estando configurado el dispositivo de tal manera que éste, después deretirar una junta de pala asociada a la superficie…
REPARACIÓN DE UNA JUNTA ESTÁTICA DE ROTOR.
(13/03/2012) Un método para reparar una junta de rotor estacionaria de una maquina turbo que comprende los pasos siguientes,
identificación de daños (puntos 6 dañados) de la junta , eliminación de los puntos dañados de la junta con una herramienta de corte de un primer cabezal del proceso del aparato de reparación en un punto de reparación , generando una nueva junta en el punto de reparación por el uso de un segundo cabezal del proceso del aparato de reparación mediante un revestimiento de polvo, caracterizado porque se llevan a cabo los siguientes pasos:
· Apertura de un armazón de la maquina turbo,
· Eliminación de un rotor de la maquina de turbo,
·…
PROCEDIMIENTO PARA REEMPLAZAR UN ABRASIBLE EN EL CÁRTER DE SOPLANTE DE UN TURBORREACTOR.
(07/02/2012) Procedimiento para cambiar un abrasible en el cárter de soplante de un turborreactor, comprendiendo el turborreactor una parte rotatoria de eje geométrico , comprendiendo a su vez esta parte rotatoria un árbol a cuya parte delantera está fijada una etapa de soplante que a su vez comprende un cubo que soporta una pluralidad de álabes , comprendiendo el turborreactor igualmente un cárter de soplante anular que rodea a la etapa de soplante , comprendiendo esta cárter de soplante una pared interna contra la cual está pegado un abrasible igualmente anular, superficies de pegado del abrasible y del cárter de…
PROCEDIMIENTO DE PREPARACIÓN DE PIEZAS MECANIZADAS TALES COMO ÁLABES DE TURBOMÁQUINAS O PALAS DE DISCO DE ÁLABES MONOBLOQUE.
(26/04/2011) Procedimiento de reparación por mecanizado de una pieza que hay que mecanizar , tal como un álabe de turbomáquina, a partir de un perfil conocido de la pieza (B), comprendiendo el procedimiento las etapas siguientes: a. una adquisición de las coordenadas de puntos de una envuelta de la pieza que hay que mecanizar , formando el conjunto de los puntos una nube de puntos (A); b. una comparación del perfil conocido (B) con la nube de puntos (A) para definir zonas en sobreespesor o subespesor en la pieza que hay que mecanizar ; c. una deformación del perfil (B) por un procedimiento de morphing para que el perfil deformado interpole la nube de puntos (A), definiendo la deformación del perfil una función de morphing y d. el mecanizado de la pieza que hay que mecanizar…
REPARACIÓN DE UNIONES REMACHADAS DE TECHO.
(17/03/2011) Procedimiento de reparación de un techo de cubrición de vehículo, estando el techo unido al vehículo por al menos una unión remachada que aprieta elementos superpuestos, siendo uno de estos elementos solidario de la caja, y siendo el otro de estos elementos un techo, teniendo el techo una cara (1a) en contacto con una cabeza de un remache , caracterizado porque: - el techo está unido al vehículo por al menos una unión remachada que aprieta al menos tres elementos superpuestos, - se suprime la cabeza del remache, - se quita el techo que hay que sustituir, - se efectúa una soldadura localizada en la periferia de un hueco dejado por la cabeza suprimida del remache a fin de unir los elementos primero y segundo, y - se coloca y fija por pegado un techo nuevo en el lugar del techo quitado
CABEZAL DE FRESADO PARA ELIMINAR LOS ELEMENTOS DE DISIPACIÓN TÉRMICA DE UN TUBO.
(15/02/2011) Un cabezal de fresado para una herramienta de fresado rotatorio, que comprende: un cuerpo que tiene una porción de montaje de una herramienta adaptado para conectarse a una herramienta de fresado rotatorio, en donde el cuerpo tiene un orificio del diámetro del tubo adaptado para aceptar una porción del tubo , y uno o más elementos de fresado , en donde uno o más elementos de fresado están conectados a un soporte de los elementos de fresado del cuerpo, caracterizado porque el elemento o elementos de fresado están adaptados para el fresado de los elementos de disipación del calor sobre el tubo , en donde el elemento de fresado tiene un primer borde de corte mas inferior y un segundo borde…
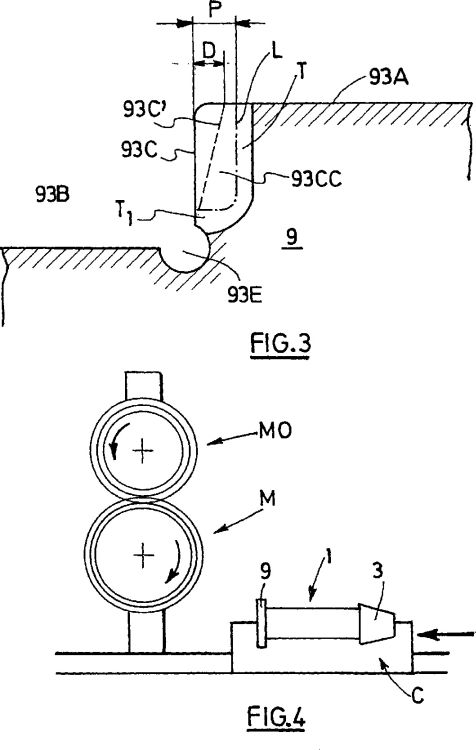
PROCEDIMIENTO DE REPARACION DE PIEZAS METALICAS CONCRETAMENTE DE ALABES DE TURBINA DE MOTORES DE TURBINAS DE GAS.
(29/12/2009). Ver ilustración. Solicitante/s: SNECMA MOTEURS. Inventor/es: BOUDEREAU,CHRISTIAN, VARIN,JEAN-JACQUES, BOULNOIS,MICHEL, BOUSSABOUN,HASSAN, CARUANA,CHARLES, CAUX,JEAN-MARC, CHAREYRE,FRANCIS, DEFROCOURT,GERARD, HERAULT,PATRICK, SAMPAIO,CLEMENT.
Procedimiento de reparación de una pieza metálica de un motor de turbina de gas que comprende una capa (93CC, 94CC) anti-desgaste conformada mediante el aporte de material por soldadura de un material anti-desgaste sobre una parte de su superficie sometida a un desgaste por rozamiento y en la que dicha capa está parcialmente desgastada, que comprende una etapa de rectificado de la citada capa por medio de una muela (M) colocada de forma que elimine un espesor (P) del material determinado con respecto a la cota inicial de la superficie (93C, 94C) de la citada capa, en la cual se deja que quede en al menos una parte del fondo de la zona rectificada, una traza (T) de la citada capa anti-desgaste, y una etapa en la cual se deposita por soldadura una nueva capa de material anti-desgaste.
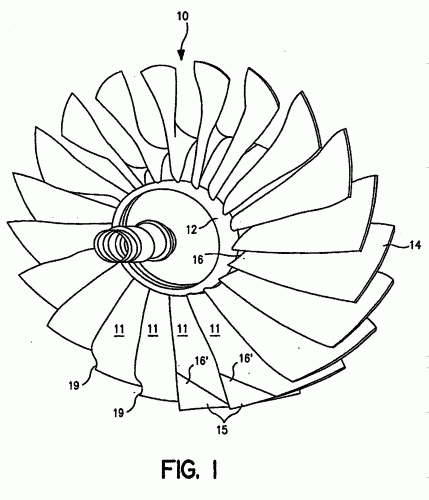
TECNICAS DE FABRICACION Y DE REPARACION DE ALABE DE ROTOR DE PALETAS INTEGRADAS.
(16/07/2006). Ver ilustración. Solicitante/s: UNITED TECHNOLOGIES CORPORATION. Inventor/es: SMITH, MICHAEL P., STANLEY, JANET M., MURPHY, DAVID S., BAUMGARTEN, ROBERT W., DEMICHAEL, THOMAS, MAYERS, STEPHEN L.
Un dispositivo para efectuar un tratamiento térmico localizado de álabes de rotores de paletas integradas, que comprende: una camisa que se ha de colocar sobre dicho álabe ; una pluralidad de elementos calefactores dispuestos en dicha camisa; caracterizado porque dicha pluralidad de elementos calefactores están tejidos en dicha camisa, comprendiendo además, dicho dispositivo, un material que impide el calentamiento involuntario de álabes adyacentes tejidos en dicha camisa, e hilos de termopares tejidos en dicha camisa para controlar el calentamiento de dicho álabe durante un tratamiento térmico posterior a la soldadura.
PROCEDIMIENTO Y DISPOSITIVO PARA EL AISLAMIENTO DE LA SUPERFICIE DE UNA PALETA DE TURBINA DE GAS.
(01/12/2005). Ver ilustración. Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: REICHE, RALPH, BUBLATH, BORIS, ELBING, FELIX, KRIEG, MARK, REICH, GERHARD, SETTEGAST, SILKE.
Procedimiento para la eliminación de materiales cerámicos de la superficie de una paleta de turbina de gas con una capa protectora metálica anticorrosiva de elevadas temperaturas , sobre la cual está aplicada una capa cerámica térmicamente aislante , caracterizado porque se lleva un chorro de hielo seco , formado por partículas de hiele seco, sobre la superficie , de modo que por la influencia de las partículas de hielo seco que chocan se elimina material de la capa térmica aislante cerámica.
PROCEDIMIENTO PARA EL REACONDICIONAMIENTO DE BARRILES REUTILIZABLES DE CHAPA DE METAL.
(16/06/2005) Procedimiento para el reacondicionamiento de barriles reutilizables hechos de chapa de metal que para su primer uso están configurados como barriles con tapón, que presentan una cubierta superior con un tapón de llenado y vaciado firmemente unida con la envolvente del barril y que para los usos siguientes se pueden reequipar mediante la retirada de la cubierta superior transformándolos en un barril de tapa de cierre o tapa simple con cierre por anillo elástico para la sujeción de la tapa sobre el borde de abertura de la envolvente del barril que está enrollado hacia fuera, en donde el tramo superior de la envolvente del barril que forma el cuello del barril está…
PROCEDIMIENTO PARA LA FABRICACION DEUNAS SUPERFICIES AERODINAMICAS DE ADAPTACION.
(01/03/2005) Procedimiento para la fabricación de unas superficies aerodinámicas de adaptación en unas unidades de rotor de paletas integradas, preferentemente en la forma de construcción axial, con un cubo y con por lo menos una corona de paletas, mediante un mecanizado por máquina después de un ensamblaje, en arrastre de material, de por lo menos una paleta y del cubo y/o de por lo menos una pieza de paleta y de por lo menos una paleta y/o al término de una aplicación local de material; en este caso, por lo menos una de estas piezas o la aplicación de material están provistas - en su totalidad o solo localmente dentro de la parte de la zona de ensamblaje…
{kind=link}
{kind=link}
{kind=link}
{kind=link}