REPARACIÓN DE UNA JUNTA ESTÁTICA DE ROTOR.
Un método para reparar una junta (1) de rotor estacionaria de una maquina turbo que comprende los pasos siguientes,
identificación de daños (puntos 6 dañados) de la junta (1), eliminación de los puntos dañados (6) de la junta (1) con una herramienta de corte (7) de un primer cabezal del proceso (8) del aparato de reparación (2) en un punto de reparación (14), generando una nueva junta (1) en el punto de reparación (14) por el uso de un segundo cabezal (13) del proceso del aparato de reparación (2) mediante un revestimiento de polvo, caracterizado porque se llevan a cabo los siguientes pasos:
· Apertura de un armazón de la maquina turbo,
· Eliminación de un rotor de la maquina de turbo,
· Disponer de un aparato de reparación móvil (2) en la junta (1) del rotor estacionaria,
· Exploración en 3D de la junta estacionaria (1) para identificar los daños.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/063955.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: GRAICHEN,Andreas.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/067 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
- B23K26/34 B23K 26/00 […] › Soldadura láser con otros fines que no sean los de unión.
- B23K26/36 B23K 26/00 […] › Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
- B23P6/00 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
PDF original: ES-2376395_T3.pdf
Fragmento de la descripción:
Reparación de una junta estática de rotor La presente invención está relacionada con un método para reparar una junta de rotor estática de una turbomáquina que comprende los siguientes pasos: identificación de los daños de la junta, eliminación de los puntos dañados de la junta con una herramienta de corte de primer cabezal de procesos del aparato de reparaciones en un punto de reparaciones, generando una nueva junta en el punto de reparación, mediante el uso de un segundo cabezal de procesos del aparato de reparaciones mediante el revestimiento de polvo. Además de ello, la invención está relacionada con un aparato para llevar a cabo el método.
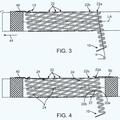
La turbomáquina de acuerdo con la invención puede ser de cualquier tipo, por ejemplo una turbina de vapor, una turbina de gas o un turbocompresor. Básicamente, la turbomáquina comprende dos partes principales, un rotor y un armazón, en donde el rotor y el armazón tienen una junta del rotor en el área, en donde el rotor sobresale por fuera del armazón. Debido al movimiento relativo con la velocidad rotacional del rotor con respecto al estator, un problema principal de cualquier diseño es el sellado del espacio libre necesario entre el rotor y el estator preferiblemente con contacto. Las distintas soluciones tratan con la reducción de las fugas a través de este espacio libre circunferencial. En la mayoría de los casos se utiliza un medio en el proceso para prevenir que el fluido de las fugas pueda salir del armazón. En cualquier caso, el sellado del armazón y el suministro necesario del fluido de sellado reduce el rendimiento de la respectiva turbo maquinaria. En consecuencia, se ha realizado un fuerte esfuerzo en reducir la cantidad del fluido de sellado, el cual consigue comúnmente el menor espacio libre posible entre el rotor y el estator. Especialmente, en el campo de las turbinas de gas se utilizan juntas abrasivas de forma que el roto mecaniza su espacio libre radial durante su primer arranque. La segunda solución de diseño que con frecuencia se aplica en conjunción con el sellado abrasivo hace uso de una geometría especial de al menos una superficie de sellado. Con frecuencia se insertan bandas de sellado circunferencial en el rotor y la superficie del estator correspondiente enfrentada a las bandas de sellado que tienen un patrón topológico especial, por ejemplo una forma de panel de abeja denominada también como sellado de panel de abeja. Las juntas de panel de abeja están fijadas permanentemente al estator mediante métodos de soldadura y/o cobre-soldadura, debido a razones de integridad mecánica así como también los distintos grados de resistencia térmica necesaria y comportamiento térmico. Con frecuencia, el componente del estator de la junta de panel de abeja está fijado a un anillo segmentado denominado también como segmento.
Durante la operación de una turbina de gas o de cualquier otra maquina de tipo turbo, tiene lugar una degradación de la junta de panel de abeja, y por tanto puede tener lugar unos daños no planificados por ejemplo debido a objetos extraños en el flujo de gas respectivamente del flujo del vapor. Así mismo, después de varios arranques bajo distintas condiciones de arranque las condiciones de las juntas del panel de abeja están desgastadas parcialmente y disminuye la eficiencia global de tipo térmico. Dependiendo del grado de la perdida de rendimiento, llega a ser posible económicamente el poder reparar las juntas. Debido a la complejidad de las juntas de panel de abeja el reemplazo de estas piezas es usualmente costoso y el tiempo de parada de las maquinas se amplia también, de forma que algunas maquinas de tipo turbo operan con juntas desgastadas, puesto que una reparación sería menos costosa que la operación con un rendimiento reducido. Especialmente, en el contexto de la emisión baja de dióxido de carbono estas circunstancias llegarían a ser inaceptables.
Los documentos US 2004/265120 A1 y EP-A-1416063 exponen un método del tipo mencionado al principio. El documento US 2004/265120 A1 expone un método de reparación de una junta de rotor estacionaria de una maquina turbo, que comprende las etapas siguientes, identificación de daños de la junta, eliminación de los puntos dañados de la junta con una herramienta de corte de un primer cabezal del proceso del aparato de reparación en un punto de reparación, generación de una nueva junta en el punto de reparación por el uso de un segundo cabezal del proceso, mediante un revestimiento de polvo. El documento US 2006/042083 expone un aparato de acuerdo con el preámbulo de la reivindicación 11.
Es un objeto de la invención el solucionar los problemas antes mencionados mediante el suministro de un método de reparación y un aparato para reparar las juntas del rotor para la maquinaria turbo, lo cual ahorra tiempo y reduce el esfuerzo de situar la junta de nuevo en una condición apropiada.
El objeto anterior se resuelve de acuerdo con la presente invención mediante el suministro de un método del tipo mencionado anterior que comprende las etapas siguientes:
• apertura de un armazón de la maquina turbo,
• eliminación de un rotor de la maquina turbo,
• disponer de un aparato de reparación móvil en la junta del rotor estacionaria,
• exploración en 3D de la junta estacionaria para identificar los daños.
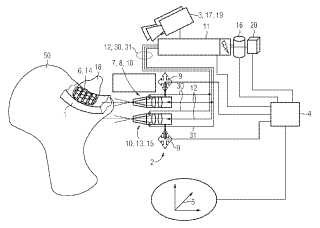
El objeto anterior se resuelve también por un aparato de repararon móvil, especialmente para la aplicación del método anterior, para reparar una junta de rotor estacionaria de una maquina turbo, que comprende,
un escáner en 3D para explorar la junta del rotor, una herramienta de corte de un primer cabezal del proceso, para eliminar los puntos dañados de una junta en el punto de reparación, un segundo cabezal del proceso para generar una nueva junta en el punto de reparación mediante el revestimiento de polvo, en donde el primer cabezal del proceso comprende un dispositivo láser para el corte.
El método y aparato propuestos permiten ambos el reparar una parte estacionaria de una junta del rotor directamente en el lateral durante un periodo de tiempo muy corto. La mobilidad del aparato hace que la operación sea muy flexible.
La aplicación de la herramienta de corte por láser incrementa la movilidad del aparato puesto que la tecnología del láser proporciona la posibilidad de un corte muy potente en combinación con una construcción de un peso ligero. Las máquinas comparables tales como el torno, taladrado o bien otros tipos de mecanización son solo posibles con máquinas pesadas para obtener la precisión deseada. El corte por láser no requiere esfuerzos y por tanto incluso es muy preciso un aparato de bajo peso.
Con ventajas similares, el revestimiento con polvo con el segundo cabezal del proceso se ejecuta preferiblemente con un dispositivo láser, el cual funde el polvo exactamente en los puntos deseados. El corte por láser y el revestimiento de polvo por láser puede realizarse muy rápidamente sin precisar de altos esfuerzos mecánicos.
Preferiblemente, durante la exploración en 3D de la junta estacionaria se genera un modelo en 3D de la junta, lo cual permite la identificación de daños de la junta y también forma la base del proceso de mecanización.
Una realización preferida proporciona solo una fuente de luz láser para la herramienta de corte y el revestimiento de polvo. La única fuente de luz láser puede utilizarse en combinación con dos cabezales de proceso distintos, de los cuales uno está equipado con una óptica adecuada para cortar los puntos dañados, y el otro está equipado con una óptica adecuada para el revestimiento de polvo por láser.
Con ventaja, el primer cabezal del proceso y el segundo cabezal del proceso están ambos desplazados por un sistema en 3D respectivamente con referencia a un sistema mutuo de coordenadas en 3D. Así mismo, el modelo en 3D de la junta estacionaria se refiere ventajosamente al mismo sistema de coordenadas en 3D.
La exploración en 3D de la junta se realiza preferiblemente con un explorador de luz visible, que proporciona una imagen precisa de la presente condición. El escáner de luz visible puede disponerse solo en un tercer cabezal del proceso, el cual se desplaza también con referencia al sistema de coordenadas en 3D mutuo.
Preferiblemente, el corte y/o el revestimiento se realizan bajo un flujo de gas inerte, respectivamente en una atmósfera de gas inerte, para evitar reacciones no deseadas con el aire circundante.
Una realización preferida de la invención proporciona una unidad de control,... [Seguir leyendo]
Reivindicaciones:
1. Un método para reparar una junta (1) de rotor estacionaria de una maquina turbo que comprende los pasos siguientes, identificación de daños (puntos 6 dañados) de la junta (1) , eliminación de los puntos dañados (6) de la junta (1) con una herramienta de corte (7) de un primer cabezal del proceso (8) del aparato de reparación (2) en un punto de reparación (14) , generando una nueva junta (1) en el punto de reparación (14) por el uso de un segundo cabezal (13) del proceso del aparato de reparación (2) mediante un revestimiento de polvo, caracterizado porque se llevan a cabo los siguientes pasos:
• Apertura de un armazón de la maquina turbo,
• Eliminación de un rotor de la maquina de turbo,
• Disponer de un aparato de reparación móvil (2) en la junta (1) del rotor estacionaria,
• Exploración en 3D de la junta estacionaria (1) para identificar los daños.
2. Un método de acuerdo con la reivindicación 1, en donde basándose en la exploración en 3D de la junta (1) estacionaria, se genera un modelo en 3D de la junta estacionaria (1) .
3. Un método de acuerdo con la reivindicación 1 ó 2, en donde la herramienta de corte comprende un dispositivo láser (10) , mediante el cual se eliminan los puntos dañados (6) .
4. Un método de acuerdo con una de las reivindicaciones anteriores, en donde el segundo cabezal del proceso (13) hace uso de un dispositivo láser (10) para fundir el polvo para el revestimiento de polvo.
5. Un método de acuerdo con las reivindicaciones 2 y 3, en donde una fuente de luz láser (11) proporciona la luz láser para el corte y el revestimiento.
6. Un método de acuerdo con una de las anteriores reivindicaciones, en donde el primer cabezal del proceso
(8) y el segundo cabezal del proceso (13) se eliminan mediante un sistema de movimiento en 3D (9) respectivamente con referencia a un sistema (5) de coordenadas en 3D.
7. Un método de acuerdo con la reivindicación 1, en donde el modelo en 3D de la junta (1) estacionaria se refiere al mismo sistema (5) de coordenadas en 3D tal como el primer cabezal del proceso (8) y el segundo cabezal del proceso (13) .
8. Un método de acuerdo con una de las anteriores reivindicaciones, caracterizado porque la exploración en 3D se ejecuta con un escáner (3) de luz visible.
9. Un método de acuerdo con la reivindicación 7, en donde el escáner (3) de luz visible está dispuesto en una tercer cabezal del proceso (17) el cual se desplaza con referencia al mismo sistema (5) de coordenadas en 3D tal como el primer cabezal del proceso (8) y el segundo cabezal (13) del proceso.
10. Un método de acuerdo con una de las anteriores reivindicaciones, en donde el corte y/o el revestimiento se ejecuta bajo una atmósfera de gas inerte (18) .
11. Un aparato de reparaciones móvil (2) para reparar una junta (1) del rotor estacionaria de una maquina turbo, que comprende,
un escáner en 3D (3) para explorar una junta del rotor (1) , una herramienta de corte (7) de un primer cabezal del proceso (8) para eliminar los puntos dañados (6) de una junta (1) en un punto de reparación (14) , un segundo cabezal del proceso (13) para generar la nueva junta (1) en el punto de reparación (14) mediante un revestimiento de polvo, caracterizado porque:
el primer cabezal del proceso (8) comprende un dispositivo láser (10) para el corte.
12. Un aparato (2) de acuerdo con la reivindicación 11, caracterizado porque el explorador (3) , el primer cabezal (8) del proceso y el segundo cabezal del proceso (13) se mueven por un sistema de movimiento (9) respectivamente con referencia a un sistema de coordenadas en 3D (5) .
13. Un aparato (2) de acuerdo con una de las reivindicaciones 11, 12, caracterizado porque el aparato (2) comprende una unidad de control (4) , el cual controla el sistema de movimiento (9) , y el cual es adecuado para generar durante la exploración un modelo en 3D de la junta (1) con referencia al sistema de coordenadas en 3D (5) .
14. Un aparato (2) de acuerdo con una de las reivindicaciones anteriores 11 a 13, caracterizado porque el segundo cabezal del proceso (13) comprende un dispositivo láser (15) para el revestimiento de polvo.
15. Un aparato (2) de acuerdo con las reivindicaciones 11 a 14, caracterizado porque el escáner (3) comprende una fuente luminosa (19) , que proporciona una luz visible para la exploración.
16. Un aparato (2) de acuerdo con una de las anteriores reivindicaciones 11 a 15, caracterizada porque una fuente (11) de luz de láser mutua suministra la luz de láser para el primer cabezal del proceso (8) y el segundo cabezal del proceso (13) .
17. Un aparato (2) de acuerdo con una de las anteriores reivindicaciones 11 a 16, caracterizado porque el aparato (2) comprende un suministro de gas inerte (16) para el corte y/o el revestimiento de polvo.
Patentes similares o relacionadas:
Equipo para marcaje de productos por láser, del 24 de Julio de 2019, de MACSA ID, S.A.: Equipo para marcaje de productos por láser, comprendiendo una carcasa exterior que define al menos un volumen interior, comprendiendo dicho volumen interior […]
Discos de seguridad y método, del 1 de Mayo de 2019, de Donadon Safety Discs and Devices S.R.L: Un disco de seguridad que comprende un elemento de lámina que tiene un espesor(s) de entre 15 μm y 1 milímetro y al menos un corte no […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de una superficie sobre una pieza bruta, del 17 de Abril de 2019, de Ewag AG: Procedimiento para fabricar al menos un arista de corte delimitada por una superficie de deslizamiento y una superficie libre , en el que se proporciona una […]
Dispositivo de mecanizado por láser y procedimiento para la fabricación de un útil simétrico en rotación, del 20 de Marzo de 2019, de Ewag AG: Procedimiento para la fabricacion al menos de una ranura receptora de virutas y al menos una arista de corte en una pieza bruta , con las etapas: - facilitacion […]
Procedimiento para marcar un código de matriz de datos sobre una pieza de trabajo por medio de un rayo láser, del 19 de Marzo de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Procedimiento para marcar un código de matriz de datos en forma de una matriz de n*m celdas claras y oscuras, que consisten cada una de ellas en una matriz de s*t […]
 Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Método para conformar un stent y un stent obtenido con dicho método, del 2 de Enero de 2019, de MEDTRONIC VASCULAR, INC.: Un método de conformar un stent ; comprendiendo el método:
conformar una forma ondulada a partir de un material conformable, comprendiendo […]
Sistema de obtención de imágenes para la eliminación de recubrimientos, del 20 de Septiembre de 2018, de Edison Welding Institute, Inc: Sistema para eliminar un recubrimiento de una superficie, que comprende: (a) un escaner de laser , en donde el escaner de laser incluye ademas […]
Procedimiento y utilización de un dispositivo para la separación de hojas individuales de un panel de vidrio laminado, del 28 de Febrero de 2018, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento de separación de al menos una hoja individual de dimensión y forma de borde predefinidas de un panel de vidrio laminado que presenta […]