PROCEDIMIENTO DE PREPARACIÓN DE PIEZAS MECANIZADAS TALES COMO ÁLABES DE TURBOMÁQUINAS O PALAS DE DISCO DE ÁLABES MONOBLOQUE.
Procedimiento de reparación por mecanizado de una pieza que hay que mecanizar (1),
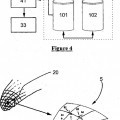
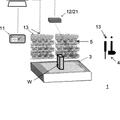
tal como un álabe de turbomáquina, a partir de un perfil conocido de la pieza (B), comprendiendo el procedimiento las etapas siguientes: a. una adquisición de las coordenadas de puntos de una envuelta de la pieza que hay que mecanizar (1), formando el conjunto de los puntos una nube de puntos (A); b. una comparación (31) del perfil conocido (B) con la nube de puntos (A) para definir zonas en sobreespesor o subespesor (20) en la pieza que hay que mecanizar (1); c. una deformación (32) del perfil (B) por un procedimiento de morphing para que el perfil deformado interpole la nube de puntos (A), definiendo la deformación del perfil una función de morphing y d. el mecanizado (34) de la pieza que hay que mecanizar (1) por una máquina de mecanizado, parametrizada a partir de la función de morphing. caracterizado por el hecho de que la deformación del perfil (B) comprende una comparación de cada zona en sobreespesor o subespesor (20) de la pieza que hay que mecanizar (1) con configuraciones elementales de deformación (CED) (5) que se presentan, cada una, en forma de una porción de malla, que simula el perfil (B), y de puntos que simulan puntos de la nube de puntos (A), estando clasificadas las configuraciones elementales de deformación (CED) (5) en una base de datos (100) que asocia para cada configuración elemental de deformación (CED) (102) los parámetros de la función de morphing (101)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/000367.
Solicitante: SNECMA.
Nacionalidad solicitante: Francia.
Dirección: 2, BOULEVARD DU GÉNÉRAL MARTIAL VALIN 75015 PARIS FRANCIA.
Inventor/es: DERRIEN,Gérard, KERNEIS,Stéphane, GASNE,Ludovic, LEONETTI,Claude.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B23P6/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
- F01D5/00B
- F01D5/34 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01 MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01D MAQUINAS O MOTORES DE DESPLAZAMIENTO NO POSITIVO, p. ej., TURBINAS DE VAPOR (motores de combustión F02; máquinas o motores de líquidos F03, F04; bombas de desplazamiento no positivo F04D). › F01D 5/00 Alabes; Organos de soporte de álabes (alojamiento de los inyectores F01D 9/02 ); Calentamiento, aislamiento térmico, refrigeración, o dispositivos antivibración en los álabes o en los órganos soporte. › Conjuntos rotor-álabes monobloques.
- G05B19/4097 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la utilización de datos de diseño para controlar máquinas de control numérico (NC), p. ej. diseño y fabricación asistidos por computador CAD/CAM (G05B 19/4093 tiene prioridad; diseño asistido por computador CAD, en general G06F 30/00).
- G05B19/42B2
Clasificación PCT:
- B23P6/00 B23P […] › Restauración o reparación de objetos (enderezado o restaurado de la forma de chapas, barras, tubos o perfiles metálicos, o de objetos hechos a partir de estos elementos B21D 1/00, B21D 3/00; reparación por procedimientos de colada de objetos defectuosos o deteriorados B22D 19/10; procedimientos o aparatos cubiertos por una sola otra subclase, ver la subclase apropiada).
- F01D5/00 F01D […] › Alabes; Organos de soporte de álabes (alojamiento de los inyectores F01D 9/02 ); Calentamiento, aislamiento térmico, refrigeración, o dispositivos antivibración en los álabes o en los órganos soporte.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2357466_T3.pdf


Fragmento de la descripción:
La invención se refiere al ámbito de la reparación de piezas mecanizadas tales como álabes de turbomáquinas o palas de Disco de Álabes Monobloque.
En particular, la invención se refiere a un procedimiento de reparación por mecanizado de una pieza que hay que mecanizar de acuerdo con el preámbulo de la reivindicación 1. Un procedimiento de este tipo está descrito en el documento JIANMING ZHENG Y OTROS: “Worn area modeling for automating the repair of turbine blades” THE INTERNATIONAL JOURNAL OF ADVANCED MANUFACTURING TECHNOLOGY, SPRINGER-VERLAG, BE, vol. 29, no. 9-10, 7 de junio de 2006 (07-06-2006), páginas 1062-1067, XP019418863 ISSN: 1433-3015.
Un turborreactor comprende diferentes rotores, que giran alrededor de su eje. Estos rotores comprenden un disco, con una llanta a lo largo de la cual están fijados álabes. Tradicionalmente, los álabes están retenidos por su pie en un alojamiento previsto a tal efecto. Con el fin de responder a las exigencias cada vez mayores en prestaciones de los motores, estos rotores pueden ser ahora monobloques. Se habla de discos de álabes monobloques (DAM). En un DAM, los álabes y el disco forman únicamente una sola pieza. A tal efecto, se mecaniza una pieza en bruto forjada para formar el disco, extendiéndose los álabes radialmente a su circunferencia, siendo todo monobloque. Es posible igualmente soldar ciertas piezas, siendo el DAM resultante monobloque. Las ventajas de los rotores monobloques son numerosas, especialmente en términos de masa
Durante su utilización, los álabes experimentan desgastes (erosión, rozamientos) pero también impactos de diversas naturalezas que se traducen en daños severos (desgarrones, soplos, fisuras, etc.). El perfil de los álabes queda entonces modificado, lo que disminuye sus prestaciones aerodinámicas. Siendo el DAM monobloque, no es posible extraer un álabe desgastado para reemplazarlo. Es necesario entonces repararlo para volver a dar al álabe un perfil aerodinámico adecuado.
Refiriéndose a la figura 1, para reparar un álabe 1 de un DAM, es necesario reemplazar la parte dañada por una parte de material sano o añadir material para rellenar los desgastes 11. Esta aportación de material es designada habitualmente por el especialista en la materia con la denominación inglesa « patch ». Este pach 2 es soldado a la superficie del álabe 1 y ésta debe ser mecanizada para recobrar su perfil aerodinámico. El mecanizado de la pieza dañada 1 es una operación delicada que necesita una parametrización específica y muy precisa de la máquina de mecanizado. En efecto, el DAM que hay que reparar presenta una geometría diferente de la de origen en razón de las deformaciones y de los desgastes aparecidos durante su vida de servicio útil. Esta parametrización se obtiene tradicionalmente de manera empírica, ésta es compleja porque debe volver a dar al álabe dañado su forma original al tiempo que se tenga en cuenta el estado de desgaste medio del DAM. Es importante entonces comprender cómo queda definida la forma de origen de un álabe para poder repararla.
♦ Cálculo de un modelo teórico
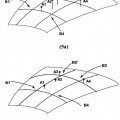
Refiriéndose a la figura 2, un cálculo aerodinámico 21, realizado en ordenador, permite definir un modelo teórico de los álabes 22. Este cálculo aerodinámico 21 permite obtener los perfiles del álabe en elevaciones dadas(secciones de apilado), denominadas secciones aerodinámicas. El Bureau d'Études Mécaniques (B.E.M) convierte estas secciones aerodinámicas en curvas de Bézier y completa un volumen lineal predefinido durante el cálculo aerodinámico. A partir de este volumen lineal, el B.E.M construye un volumen específico fijando cuadrículas matemáticas de Bézier a estas curvas con el fin de controlar lo mejor posible la tangencia y la curvatura del perfil buscado. Esta construcción es realizada con la ayuda de un software cualquiera de Concepción Asistida por Ordenador (CAO) capaz de tratar curvas de Bézier.
Este conjunto de cuadrículas forma una malla teórica B. La malla B se calcula para definir de manera precisael volumen en tres dimensiones (3D) del álabe. Éste está constituido por cuadrículas que pueden ser triángulos, cuadriláteros u otros polígonos. La malla es más densa a nivel de las zonas del álabe que presenten una gran curvatura. Esta malla teórica B sirve de modelo de estudio para el conjunto de la industrialización, del mecanizado y para el control de las piezas nuevas.
La malla teórica B no puede servir de modelo para la reparación porque ésta no integra los desgastes y las deformaciones que ha experimentado la pieza durante toda la duración de funcionamiento. Hay que apoyarse en un modelo práctico que represente el estado actual de la pieza.
♦ Medición de la pieza real
Refiriéndose a la figura 1, se realiza una medición volúmica 12 de la pieza dañada 1 midiendo las coordenadas de los puntos de la superficie de la pieza con máquinas de mediciones tridimensionales (MMT), por palpación o por medición sin contacto. Se obtiene, así, una nube de puntos A que corresponde a la forma de la pieza dañada 1, denominada real de puntos A.
♦ Mecanizado de la pieza dañada
Para reparar la pieza dañada, los softwares de FAO (Fabricación Asistida por Ordenador) utilizan funciones denominadas « MORPHING » que permiten deformar el modelo teórico B en modelo práctico adaptado al desgaste y a la deformación constatada en la pieza dañada 1.
La « FUNCIÓN RECÍPROCA » corresponde al paso de la pieza dañada a la pieza en estado nuevo. Esta función recíproca es la función buscada que permite parametrizar la máquina de mecanizado (espesor que hay que recuperar para la puesta en cotas) para mecanizar la pieza dañada 1.
El objetivo de la invención es encontrar la función de morphing de deformación del modelo teórico y deducir la función recíproca que permita la parametrización de la máquina de mecanizado.
♦ Medición de las diferentes topologías
Gracias a la comparación entre la nube de puntos real A y el modelo teórico B, refiriéndose a la figura 3, se crea un modelo topológico 31 que permita identificar 32 las zonas en subespesor y las zonas en sobreespesor. A continuación, se procede al cálculo de la trayectoria de mecanizado en el modelo deformado por morphing 33 y se mecaniza la pieza 34 para obtener la pieza reparada 3.
El modelo topológico 31 comprende un conjunto de puntos de coordenadas (x, y, z, Δ) siendo x, y y z las coordenadas de cada punto de la nube A según tres ejes ortogonales, siendo Δ la proyección del punto sobre la normal a la cuadrícula de la malla teórica más próxima al citado punto.
Así, si Δ tiene un valor positivo, la pieza dañada 1 tiene un exceso de material con respecto al modelo teórico B, por el contrario si Δ tiene un valor negativo, la pieza dañada 1 tiene un defecto de material con respecto al modelo teórico B. Softwares de concepción asistida por ordenador (CAO), tales como el software comercializado con la marca registrada CATIA permiten obtener modelos topológicos 31 de manera automatizada y así visualizar las zonas en sobreespesor que deben ser mecanizadas y las zonas que deben recibir una aportación de material.
♦ Deformación teórica de la malla por morphing
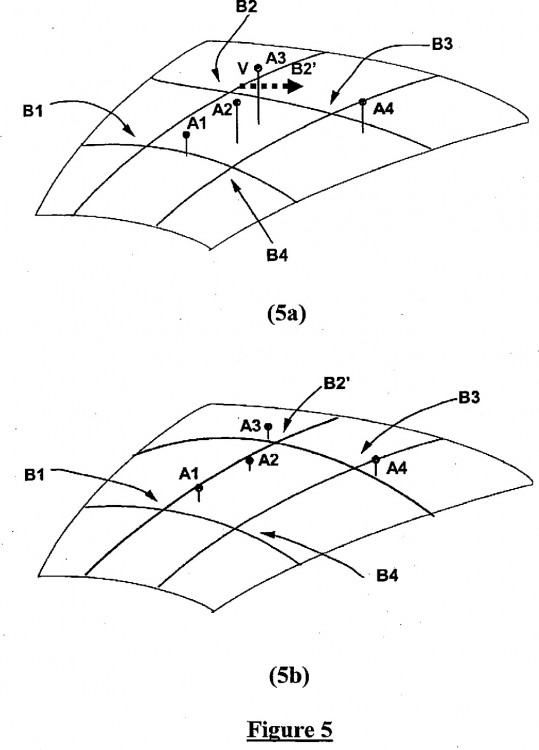
Para deformar el modelo teórico B por morphing, es necesario señalar los mejores puntos que hay que desplazar del modelo teórico B para interpolar lo mejor posible un máximo de puntos de la nube real de puntos A. Estos puntos son denominaos puntos de control. Se puede así deformar la malla teórica B y obtener una malla correspondiente a la pieza dañada 1.
♦ Complejidad de la etapa de morphing
El análisis del modelo topológico 32 para realizar el morphing es una etapa compleja que necesita experiencia y un alto nivel de conocimientos técnicos. En efecto, la modificación local de la posición de un punto de control de la malla teórica B tiene influencias globales sobre la forma y la posición de las superficies de Bézier deformadas y sobre la tangencia de empalme entre las superficies.
Condiciones de curvatura y de tangencia deben ser respetadas igualmente a nivel de las irregularidades de la forma de los álabes. Los expertos calculan los mejores puntos del modelo teórico B que hay que desplazar con el fin de que los desvíos entre el modelo teórico deformado y los puntos de la nube de puntos A sean los menores posibles.
El procedimiento de morphing es una etapa lenta y compleja que provoca... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de reparación por mecanizado de una pieza que hay que mecanizar (1), tal como un álabe de turbomáquina, a partir de un perfil conocido de la pieza (B), comprendiendo el procedimiento las etapas siguientes:
a. una adquisición de las coordenadas de puntos de una envuelta de la pieza que hay que mecanizar (1), formando el conjunto de los puntos una nube de puntos (A);
b. una comparación (31) del perfil conocido (B) con la nube de puntos (A) para definir zonas en sobreespesor o subespesor (20) en la pieza que hay que mecanizar (1);
c. una deformación (32) del perfil (B) por un procedimiento de morphing para que el perfil deformado interpole la nube de puntos (A), definiendo la deformación del perfil una función de morphing y
d. el mecanizado (34) de la pieza que hay que mecanizar (1) por una máquina de mecanizado, parametrizada a partir de la función de morphing.
caracterizado por el hecho de que la deformación del perfil (B) comprende una comparación de cada zona en sobreespesor o subespesor (20) de la pieza que hay que mecanizar (1) con configuraciones elementales de deformación (CED) (5) que se presentan, cada una, en forma de una porción de malla, que simula el perfil (B), y de puntos que simulan puntos de la nube de puntos (A), estando clasificadas las configuraciones elementales de deformación (CED) (5) en una base de datos (100) que asocia para cada configuración elemental de deformación (CED) (102) los parámetros de la función de morphing (101).
2. Procedimiento de acuerdo con la reivindicación 1, en el cual el perfil de la pieza se presenta en forma de una malla de puntos (B).
3. Procedimiento de acuerdo con la reivindicación 2, en el cual las coordenadas y los vectores de desplazamiento de los puntos de la malla (B) que hay que desplazar para interpolar la nube de puntos (A), denominados puntos de controles, son parámetros de la función de morphing (101).
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, en el cual una máquina de medición tridimensional (MMT), con o sin palpación, realiza la adquisición de las coordenadas de los puntos de la envuelta de la pieza que hay que mecanizar.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, en el cual la pieza que hay que mecanizar (1) es una pieza (1) que tiene una adición de material (2).
6. Base de datos (100) para la puesta en práctica del procedimiento de acuerdo con una de las reivindicaciones 1 a 5, que asocia a una configuración elemental de deformación (CED) (102) parámetros de la función de morphing (101).
Patentes similares o relacionadas:
Procedimiento de corte de uno o varios acristalamientos, del 11 de Diciembre de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de corte de varias piezas de vidrio de al menos una placa de vidrio , que comprende sucesivamente: - una etapa de generación […]
 Puesto de mecanizado, del 25 de Septiembre de 2019, de HOMAG GmbH: Puesto de mecanizado, en particular puesto de trabajo de montaje, en el que pueden ejecutarse operaciones de mecanizado manuales y/o parcialmente automatizadas, en particular […]
Puesto de mecanizado, del 25 de Septiembre de 2019, de HOMAG GmbH: Puesto de mecanizado, en particular puesto de trabajo de montaje, en el que pueden ejecutarse operaciones de mecanizado manuales y/o parcialmente automatizadas, en particular […]
Procedimiento y dispositivo para la configuración automática de una función de supervisión de una máquina-herramienta, del 27 de Marzo de 2019, de MARPOSS Monitoring Solutions GmbH: Procedimiento para la facilitación automatizada de una función de supervisión para un proceso de mecanizado , que se debe realizar por una máquina-herramienta , […]
Conformación de componentes utilizando ingeniería inversa, del 21 de Febrero de 2019, de THE BOEING COMPANY: Un método para conformar componentes, que comprende: medir un primer componente con un miembro de medición , estando el miembro de medición […]
Método para producir módulos de revestimiento de suelo que comprenden elementos con cantos curvilíneos realizados a partir de tablones de madera que tienen cantos con la curvatura natural del material de madera, del 20 de Febrero de 2019, de Bole Oü: Método para producir módulos de revestimiento de suelo que comprenden elementos (A1-A8) con cantos curvilíneos realizados a partir de tablones de madera que tienen […]
Conjunto de losas, del 18 de Abril de 2018, de Kostulski, Thomas: Conjunto de losas con un dibujo atractivo por medio de dos dibujos de losa triangulares, constituido por unas losas triangulares isósceles para recubrir […]
Procedimiento y dispositivo para la configuración automática de una función de supervisión de un robot industrial, del 13 de Julio de 2016, de ARTIS GmbH: Procedimiento para la facilitación automatizada de una función de supervisión para un proceso de mecanizado , que se debe realizar por un robot industrial (150, […]
Procedimiento para fabricar piezas de prótesis dentales o restauraciones dentales empleando representaciones dentales electrónicas, del 13 de Julio de 2016, de SIRONA DENTAL SYSTEMS GMBH: Procedimiento para fabricar un juego de datos electrónico de un modelo de diente genérico que puede utilizarse para la elaboración de una pieza de prótesis dental, de una restauración […]