CIP-2021 : B23K 31/00 : Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares,
pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
CIP-2021 › B › B23 › B23K › B23K 31/00[m] › Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
Notas[t] desde B21 hasta B32: CONFORMACION
B23K 31/02 · relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
B23K 31/10 · relativos al corte o al despulido.
B23K 31/12 · relativos a la investigación de las propiedades, p. ej. de soldabilidad, de los materiales.
CIP2021: Invenciones publicadas en esta sección.
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método.
(13/11/2019) Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia laminado en caliente soldado que tiene una configuración en sección transversal uniforme a lo largo de su longitud, incluyendo la configuración en sección transversal una porción de banda y porciones de brida primera y segunda que se extienden desde dicha porción de banda, teniendo dicha porción de banda un grosor promedio menor que el grosor promedio de dichas porciones de brida primera y segunda, estando dicho miembro estructural formado con un material de acero de alta resistencia que…
Unión soldada por puntos y método de soldadura por puntos.
(26/06/2019) Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos entre sí; y
un botón de soldadura formado en una superficie de unión de las planchas de acero delgadas,
donde al menos una de las dos o más planchas de acero delgadas es una plancha de acero de alta resistencia cuya resistencia a la tracción es 750 MPa a 1850 MPa y cuyo equivalente de carbono Ceq representado por la fórmula siguiente es 0,22 % en masa a 0,55 % en masa, caracterizada por que
en una zona (3c) de capa exterior del botón de soldadura que es una zona con excepción de una zona (3b) de forma similar que es tan grande como el 90% de la forma exterior (3a) de botón de soldadura…
Barra de soldadura fuerte para formar un recubrimiento resistente al desgaste y un recubrimiento resistente al desgaste.
(03/04/2019). Solicitante/s: Oerlikon Metco Inc. Inventor/es: BELL, ANDREW.
Una barra de soldadura fuerte para formar un recubrimiento resistente al desgaste sobre un sustrato mediante un proceso de soldadura fuerte, donde la barra de soldadura fuerte comprende un material compuesto que comprende una pluralidad de partículas redondas unidas entre sí por un material de unión, donde cada una de la pluralidad de partículas redondas comprende una capa exterior redonda que encapsula un elemento de resistencia al desgaste, en la que el elemento de resistencia al desgaste de una cada de la pluralidad de partículas redondas tiene un recubrimiento metalúrgicamente unido al mismo, siendo el recubrimiento intermedio de los elementos y el material de encapsulación y siendo unible metalúrgicamente al material de unión.
PDF original: ES-2725904_T3.pdf
Junta de soldadura a tope formada usando un haz de electrones.
(03/05/2017) Una junta de soldadura , que comprende:
un par de materiales de acero ; y
un metal de soldadura formado por un haz de alta densidad energética en una sección de soldadura a tope entre el par de materiales de acero ,
donde el contenido de C en el par de materiales de acero se encuentra en el rango de 0,01 a 0,08 % en masa,
donde la temperatura de inicio de la transformación Ms, que se calcula mediante la siguiente fórmula (a) empleando una composición en % en masa del metal de soldadura es de 250 °C o inferior, de modo que el metal de soldadura se transforma en martensita en un estado en el que no está en contacto con el material de acero ,
donde se imparte una tensión residual de compresión en la sección de la soldadura a tope , debido…
Método para incrementar la tenacidad de una zona afectada por el calor en una junta soldada de un producto de acero.
(19/04/2017) Un método para mejorar la tenacidad de una zona afectada por el calor en una junta soldada de una chapa de acero, caracterizado por someter una superficie de la zona afectada por el calor formada por una última pasada de una junta soldada de varias capas de una chapa de acero a impactos mediante un utensilio de vibración ultrasónica usando una o más clavijas que tienen un diámetro entre 3 y 30 mm con una amplitud de oscilación entre 20 y 60 μm generada por 19 a 60 kHz, en el que una media de un eje longitudinal de granos de los cristales en una profundidad de por lo menos 2 mm desde la superficie de la chapa de acero en la microestructura adyacente a una línea de fusión (FL)…
Método para la formación de junta de soldadura por arco en ángulo y junta de soldadura por arco en ángulo.
(03/08/2016) Un método para formar una junta soldada por arco en ángulo soldando por arco en ángulo al menos una región parcial de porciones de esquina, que son regiones de borde de una porción contigua a por lo menos una de una porción de superficie de lámina y una porción de espesor de lámina de un miembro metálico y una porción de superficie de lámina del otro miembro metálico y tienen al menos una porción girada en al menos una porción de las mismas, en donde el método comprende:
formar un cordón en ángulo con respecto a una región que contiene la porción girada de la porción de esquina por la soldadura por arco en…
Sistema de cálculo de desalineación.
(20/01/2016) Sistema de cálculo de desalineación que comprende un calculador de desalineación para calcular el valor de la desalineación que se produce en la soldadura a tope entre las partes extremas de un primer tubo de acero y de un segundo tubo de acero utilizando datos del perfil medidos en una dirección circunferencial en la parte extrema del primer tubo de acero mediante el ajuste previo de un primer ángulo de referencia, y datos del perfil medidos en dirección circunferencial en la parte extrema del segundo tubo de acero mediante el ajuste previo de un segundo ángulo de referencia, en el que
- el calculador de desalineación calcula el valor de la desalineación en un estado en el que se cumple uno…
Estructura soldada con una junta soldada a tope y método para su fabricación.
(08/07/2015) Una estructura soldada que comprende una junta soldada a tope (12A), comprendiendo dicha estructura:
una pareja de metales implicados (11A);
un cordón de soldadura (12A) formado irradiando con un primer haz de alta densidad de energía una porción de tope entre la pareja de los metales implicados (11A), teniendo el cordón de soldadura (12A) una anchura (W) en dicha superficie irradiada; y
una pareja de zonas alteradas (13A) formada, en una superficie de la junta de soldadura a tope (12A), que ha sido irradiada con el primer haz de alta densidad de energía, irradiando con un segundo haz de alta densidad de energía la superficie, teniendo…
Procedimiento y dispositivo para la eliminación mecánica del revestimiento de piezas en bruto revestidas utilizando una prensa y una cuchilla raspadora.
(17/09/2014) Procedimiento para eliminar al menos en parte el revestimiento de piezas en bruto de metal revestidas por uno o ambos lados en regiones que presentan una dirección de extensión principal, pudiendo discurrir las regiones de las que se eliminará el revestimiento en la dirección de extensión principal tanto en línea recta como de manera curvada, caracterizado por que la pieza en bruto se coloca sobre un soporte de pieza en bruto de una prensa y durante el movimiento de cierre de la prensa al menos una cuchilla raspadora elimina el revestimiento de la pieza en bruto mediante un raspado fundamentalmente perpendicular a la dirección de extensión principal de la región de la pieza en bruto de la que hay que eliminar el revestimiento.
Elemento de filtro y métodos de fabricación y uso del mismo.
(13/08/2014) Un elemento de filtro que comprende:
una tira no tejida que tiene una porosidad seleccionada y que se enrolla en espiral sobre ella misma en múltiples capas que se traslapan para formar múltiples bandas de un grosor radial seleccionado;
una tira de inserción que es menos permeable que la tira no tejida y que se coloca dentro de una banda formada por la tira no tejida en donde la banda , dentro de la cual se coloca la tira de inserción , puede formarse por la colocación de la tira de inserción sustancialmente paralela y contra una superficie de una tira no tejida y enrollar simultáneamente la…
Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de la carrocería de vehículo.
(23/04/2014) Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo, que comprende las etapas de:
a) proporcionar una estructura multi-capa que comprende:
- un placa metálica perforada superior , que comprende varios orificios pasantes que tienen un contorno elevado con respecto a la superficie de la placa;
- una capa intermedia de material termoplástico ;
- un componente rígido estructural inferior de la carrocería;
b) soldar térmicamente la placa perforada superior con el componente estructural inferior a través de la capa intermedia de material termoplástico.
Procedimiento de restauración para una parte deteriorada y aparato de restauración para una parte deteriorada.
(12/06/2013) Un procedimiento para la restauración de una parte deteriorada (C) generada en un elemento de metal, quecomprende:
una primera etapa de calentamiento para el calentamiento de una región local que incluye la parte deteriorada(C) para formar una primera región calentada (HA1), y la soldadura a pr 5 esión de la parte deteriorada (C)mediante una tensión de compresión en la primera región calentada (HA1) debido a la restricción de laexpansión térmica de la primera región calentada (HA1) mediante la periferia de la primera región calentada(HA1):
caracterizado porque el procedimiento también comprende una segunda etapa de calentamiento de formaciónde una segunda región…
Junta soldada circularmente que presenta excelente resistencia a la fatiga, método para producir la junta soldada circularmente y estructura soldada.
(12/04/2013) Un método para producir una estructura soldada con una junta soldada circularmente que se caracteriza por una excelente resistencia a la fatiga, obteniéndose dicha junta soldada circularmente por medio de soldadura de los extremos de dos piezas de una chapa de acero juntas perpendicularmente, caracterizada por que en un intervalo dentro de 5 mm desde la parte terminal de la junta soldada circularmente es sometida a impacto con un terminal de oscilación ultrasónica, siendo al menos la chapa de acero sobre la cual se ejerce la tensión una que evita la propagación de fisuras debidas a fatiga, cuando el espesor de dicha…
METODO DE FABRICACION DE UN CUERPO ESTRUCTURAL.
(01/04/2005) Un método de fabricación de un cuerpo estructural que comprende las etapas de: (i) poner a tope respectivos extremos de placas de cara de dos miembros teniendo cada placa en dicho extremo de la misma una parte extrema gruesa que sobresale desde un primer lado de dicha placa de cara por encima de una parte de superficie adyacente (101c) en dicho primer lado; y (ii) unir dichos dos miembros en una línea de junta realizando una unión por agitación con fricción en las partes de más gruesas de dichos extremos a tope desde sólo dicho primer lado de dichas placas de cara para unir las placas de cara 3en su dirección de espesor, siendo realizada la unión de agitación con fricción por medio de una herramienta giratoria que tiene una parte de punta de diámetro pequeño que sobresale desde el extremo…
PROCEDIMIENTO AUTOMATIZADO PARA LA VERIFICACION DE SOLDADURAS A TOPE Y PARA EL DIAGNOSTICO DE DEFECTOS.
(16/12/2000) SE DESCRIBE UN METODO AUTOMATIZADO PARA LA INSPECCION Y EVALUACION NO DESTRUCTIVAS DE UNA SOLDADURA A TRAVES DE LA UTILIZACION DE ONDAS ULTRASONICAS PRODUCIDAS POR UN TRANSDUCTOR ACUSTICO ELECTROMAGNETICO (TAEM). EL METODO INCLUYE LOS PASOS SIGUIENTES: COLOCAR AUTOMATICAMENTE UN APARATO DE TRANSPORTE QUE CONTIENE EL TRANSMISOR TAEM Y UNAS BOBINAS RECEPTORAS PROXIMAS A UNA SOLDADURA QUE SE ACABA DE HACER ; ESCANEAR LA SOLDADURA; RECIBIR UNA SEÑAL ELECTRICA PRODUCIDA EN LA BOBINA RECEPTORA TAEM POR UNA ONDA DE CORTE SH ULTRASONICA REFLEJADA ; GRABAR Y CONTROLAR LA SEÑAL ELECTRICA; ANALIZAR LA SEÑAL ELECTRICA EN RELACION CON UNO LIMITES DE CONTROL PREDETERMINADOS; SEÑALAR LA PRESENCIA DE UN DEFECTO EN LA SOLDADURA; Y COMUNICAR ELECTRONICAMENTE CON…
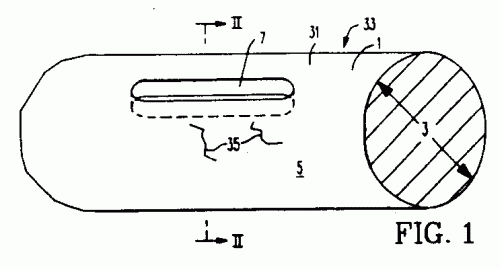
METODO DE REPARACION POR SOLDADURA DE UNA SECCION DE UN MIEMBRO CILINDRICO METALICO.
(01/11/1996). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: SIMS, JOHN ALLISON.
METODO DE REPARACION POR SOLDADURA DE UNA SECCION DE UN MIEMBRO CILINDRICO METALICO , TAL COMO UN EJE DE TURBINA, QUE TIENE DEFECTOS SUPERFICIALES Y UN CHAVETERO EN EL MISMO, MECANIZANDO PARA ELLO LA SUPERFICIE E INTRODUCIENDO UN MIEMBRO DE CHAVETA EN EL CHAVETERO , Y MECANIZANDO LA COMBINACION PARA PRODUCIR UNA SUPERFICIE CONTINUA PARA SOLDADURA. DESPUES SE DEPOSITA UN MATERIAL DE SOLDADURA SOBRE LA SUPERFICIE CONTINUA FORMADA, HASTA UN GROSOR QUE PRODUZCA UN DIAMETRO MAYOR QUE EL DIAMETRO INICIAL DEL MIEMBRO CILINDRICO . SE MECANIZA EL MATERIAL DE SOLDADURA PARA PRODUCIR UN MIEMBRO QUE TENGA EL DIAMETRO INICIAL, Y SE RETIRA EL MIEMBRO DE CHAVETA PARA PROPORCIONAR UN MIEMBRO REPARADO QUE TIENE EN EL MISMO UN CHAVETERO.
PROCEDIMIENTO PARA LA SOLDADURA DE RUEDAS EN VENTILADORES RADIALES MEDIANTE ROBOTS SOLDADORES, UNA RUEDA DE VENTILADOR Y UNA PIEZA TENSORA.
(01/03/1994). Solicitante/s: BABCOCK-BSH AKTIENGESELLSCHAFT VORMALS BUTTNER-SCHILDE-HAAS AG. Inventor/es: HIETZGE, RICHARD.
EN LA SOLDADURA DE RUEDAS DE VENTILADORES, TANTO LOS DISPOSITIVOS AUXILIARES PARA POSICIONAR Y PARAR LAS PARTES DE LA RUEDA COMO LAS HERRAMIENTAS NECESARIAS PARA EL FUNCIONAMIENTO DE LA RUEDA SUELEN SER COSTOSOS. EL COSTE ES ALTO EN TODOS LOS CASOS. MEDIANTE ESTE INVENTO, SE CONSIGUE PRODUCIR UN NUMERO MAYOR DE RUEDAS DE VENTILADOR SOLDADAS A UN COSTE PEQUEÑO. PARA ESTE FIN, LA SOLDADURA DE RUEDAS DE VENTILADORES SE HACE MEDIANTE UN MANIPULADOR , MEDIANTE EL CUAL LAS PARTES CORRESPONDIENTES DE LAS RUEDAS DEL VENTILADOR SE APUNTALAN PRIMERO EN UN MONTAJE DE FIJACION DE DOS PARTES, Y SE SOLDAN MEDIANTE EL ALEJAMIENTO DE LA PARTE SUPERIOR DEL MONTAJE DE FIJACION . EL PROCEDIMIENTO QUE SE ACABA DE DESCRIBIR SE EMPLEA PARA VENTILADORES DE AIREACION Y DE INDUSTRIA.
ESTRUCTURAS ABOVEDADAS Y UN METODO DE REALIZARLAS MEDIANTE LIGAMENTO POR DIFUSION Y MOLDEO DE SUPERPLASTICO.
(16/11/1993) ESTE INVENTO PROPORCIONA UN METODO PARA REALIZAR UNA ESTRUCTURA ABOVEDADA QUE PRESENTA UNA CIMA MEDIANTE EL USO DE TECNICAS DE LIGAMENTO POR DIFUSION Y MOLDEO DE SUPERPLASTICO. EL METODO COMPRENDE LA FASE DE MOLDEO DE UNA PILA DE DOS O MAS HOJAS FABRICADAS DE MATERIAL SUPERPLASTICO, ESTANDO UNIDAS ENTRE SI LAS HOJAS DE LA PILA, CON LAS SUPERFICIES EN CONTACTO POR MEDIO DE LIGAMENTOS METALICOS DE FORMA QUE NINGUNA DE LAS HOJAS ASI REUNIDAS SE UNE A NINGUNA OTRA HOJA DE LA PILA; LOS LIGAMENTOS METALICOS ESTAN PREFERIBLEMENTE EN LINEAS QUE SE EXTIENDEN RADIALMENTE DESDE LA CITADA CIMA Y/O EN CIRCUNFERENCIAS ALREDEDOR DE LA MISMA. LA PILA RESULTANTE SE CALIENTA A TEMPERATURAS…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR TUBOS DE PAREDES GRUESAS CON DIAMETROS PEQUEÑOS.
(01/07/1992). Solicitante/s: KABELMETAL ELECTRO GMBH. Inventor/es: ZIEMEK, GERHARD, DR.-ING., STASCHEWSKI, HARRY,ING., GUNIA, EWALD,ING.
EN UN PROCEDIMIENTO PARA PRODUCIR TUBOS PRESENTANDO PAREDES GRUESAS Y DIAMETROS PEQUEÑOS EN UNA BANDA METALICA A TRAVES DEL CONFORMADO CONTINUO DE LAS BANDAS METALICAS PARA EL TUBO Y EL SOLDADO DE LOS CANTOS LONGITUDINALES SE ELIMINASE BANDAS DE METAL CON UNA ANCHURA ENTRE 15 Y 80 MM. Y UN GROSOR DE PARED ENTRE 0,2 Y 2,5 MM. POR LO QUE LA RELACION DE ANCHURA A ESPESOR VARIE ENTRE 15 Y 50. LA BANDA DE METAL SE ENFRIA ANTES DEL SOLDADO Y EL TUBO SOLDADO SE ENFRIE INTENSAMENTE EN LA ZONA DE LA SOLDADURA.
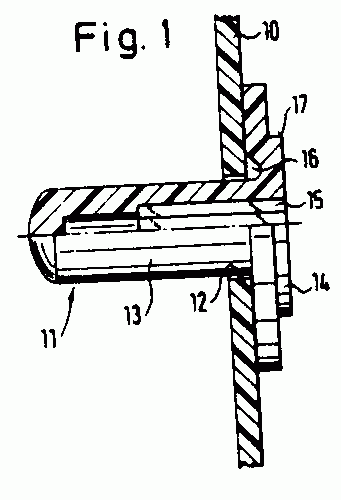
UNION DE PIEZAS DE SOLDADURA POR FROTAMIENTO Y UNA SUPERFICIE.
(01/04/1992). Ver ilustración. Solicitante/s: BOSCH-SIMENS HAUSGERATE GMBH. Inventor/es: KENTNER, WOLFGANG.
UNION ENTRE PIEZAS DE SOLDADURA POR FROTAMIENTO Y UNA SUPERFICIE, EN PARTICULAR ENTRE UN MU/ON PORTANTE PROVISTO DE UNA BRIDA Y LA PARED DE UN RECIPIENTE DE PRODUCTO REFRIGERADOR, ESTA CONFIGURADA SEGUN EL INVENTO DE MODO QUE EL MU/ON PENETRA EN LA PARED DEL RECIPIENTE POR UN TALADRO Y AJUSTA CON SU BRIDA POR FUERA CONTRA LA PARED DEL RECIPIENTE.
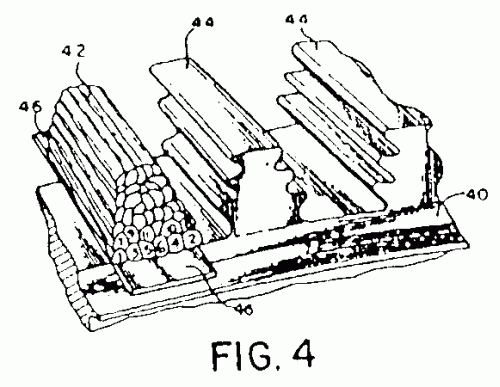
METODO DE CONSTRUIR UN INTERCAMBIADOR DE CALOR.
(16/10/1991). Solicitante/s: MODINE MANUFACTURING COMPANY. Inventor/es: SAPERSTEIN, PHILIP Z., ARNESON, DEAN A., LARRABEE, SCOTT R., LOGIC, JEFFREY A., COSTELLO, NORMAN F., AWE, RUSSEL C.
UN METODO PARA CONSTRUIR UN TUBO QUE TIENE UNA PLURALIDAD DE PASOS DE FLUIDO HIDRAULICAMENTE PARALELOS PARA SU USO EN UN INTERCAMBIADOR DE CALOR QUE COMPRENDE LA FORMACION DE UNA INSERCION ANCHA Y ONDULADA Y LA DISPOSICION DE LA MISMA EN EL INTERIOR DEL TUBO APLASTADO. UN MATERIAL DE SOLDADURA NO CORROSIVO SE ADHIERE EN EL INTERIOR DEL TUBO Y EN LAS CRESTAS DE LA INSERCION ONDULADA . LA ALEACION DE SOLDADURA SE COLOCA TAMBIEN ENTRE LAS CRESTAS DE LA INSERCION Y EL MURO INTERIOR DEL TUBO. LA INSERCION SE COLOCA DENTRO DEL TUBO SIN ESTROPEAR EL MATERIAL DE SOLDADURA Y EL TUBO SE DEFORMA A LO LARGO DE SU LONGITUD PARA PONER EL INTERIOR DEL TUBO EN CONTACTO CON LAS CRESTAS DE LA INSERCION. EL TUBO Y LA INSERCION ENSAMBLADOS SON ENTONCES CALENTADOS PARA SOLDAR LAS JUNTAS ENTRE EL MURO INTERIOR DEL TUBO Y LAS CRESTAS DE LA INSERCION A LO LARGO DE LA ENTERA LONGITUD DE LA ULTIMA.
PROCEDIMIENTO PARA EL GUIADO Y TRANSPORTE DE CHAPAS O BANDAS PARA SU SOLDADURA A TOPE.
(01/08/1991). Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: STURM, JOSEF.
LAS CHAPAS O BANDAS SON CONDUCIDAS LONGITUDINALMENTE, UNA AL LADO DE LA OTRA, CON UNO DE SUS CANTOS SOBRE LA RESPECTIVA SUPERFICIE DE GUIADO (8A,8B). LAS SUPERFICIES DE GUIADO ESTAN DISPUESTAS EN EL PLANO VERTICAL AL DE LAS SUPERFICIES TRANSPORTADORAS, INCLINADAS ENTRE SI EN ANGULO AGUDO. DE ESTA FORMA LAS CHAPAS O BANDAS ESTAN EN CONTACTO EN EL MISMO PLANO HORIZONTAL. EN EL DISPOSITIVO, LOS MEDIOS DE TRANSPORTE, ESPECIALMENTE LOS TRENES DE RODILLOS, FORMAN LAS SUPERFICIES DE TRANSPORTE DISPUESTAS EN ANGULO AGUDO. LOS DISPOSITIVOS DE GUIADO CONSISTEN EN SUPERFICIES CONDUCTORAS SITUADAS EN EL MISMO PLANO VERTICAL. CON ELLO PUEDEN CONDUCIRSE CHAPAS O BANDAS DE FORMA CONTINUA PARA SER SOLDADAS A TOPE MEDIANTE UNA SOLDADURA FIJA.
UN METODO DE REPARAR UNA SUPERFICIE DESGASTADA DE UN COMPONENTE FERREO DE TURBINAS DE VAPOR.
(16/07/1990). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: CLARK, ROBERT EDWARD, AMOS, DENNIS RAY.
UN METODO PARA REPARAR SUPERFICIES DESGASTADAS DE COMPONENTES DE TURBINAS DE VAPOR Y ESPECIALMENTE DE UN ROTOR DE TURBINA DE ALTA PRESION INCLUYE DEPOSITAR UNA PRIMERA CAPA DE METAL PARA SOLDAR SOBRE UNA SUPERFICIE DESGASTADA DEL COMPONENTE, CON LO CUAL SE CREA UNA ZONA AFECTADA POR EL CALOR, Y, A CONTINUACION, SE DEPOSITA UNA SEGUNDA CAPA DE METAL PARA SOLDAR SOBRE LA PRIMERA CAPA USANDO MAYOR CANTIDAD DE CALOR A FIN DE DAR TEMPLE AL MENOS A UNA PARTE DE LA ZONA AFECTADA POR EL CALOR PRODUCIDA POR LA PRIMERA CAPA.
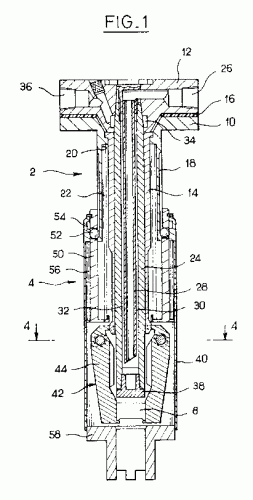
CABEZA AUTOMATICA DE SOLDADURA ESPECIALMENTE PARA TUERCAS CON PROTUBERANCIAS.
(16/03/1988). Ver ilustración. Solicitante/s: REGIE NATIONALE DES USINES RENAULT. Inventor/es: BRIGOUT, DANIEL, GRIGY, ALAIN.
CABEZA AUTOMATICA DE SOLDADURA, ESPECIALMENTE PARA TUERCAS CON PROTUBERANCIAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}