Procedimiento de restauración para una parte deteriorada y aparato de restauración para una parte deteriorada.
Un procedimiento para la restauración de una parte deteriorada (C) generada en un elemento de metal,
quecomprende:
una primera etapa de calentamiento para el calentamiento de una región local que incluye la parte deteriorada(C) para formar una primera región calentada (HA1), y la soldadura a pr 5 esión de la parte deteriorada (C)mediante una tensión de compresión en la primera región calentada (HA1) debido a la restricción de laexpansión térmica de la primera región calentada (HA1) mediante la periferia de la primera región calentada(HA1):
caracterizado porque el procedimiento también comprende una segunda etapa de calentamiento de formaciónde una segunda región calentada (HA2) mediante el calentamiento de la periferia de la primera región calentada(HA1) después de transcurrir un período de tiempo después del comienzo del calentamiento en la primera etapade calentamiento suficiente para que se produzca la expansión térmica de una parte calentada en la primeraregión calentada (HA1), y mientras se calienta la primera región calentada (HA1).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07118205.
Solicitante: MITSUBISHI HEAVY INDUSTRIES, LTD..
Nacionalidad solicitante: Japón.
Dirección: 16-5, KONAN 2-CHOME MINATO-KU, TOKYO 108-8215 JAPON.
Inventor/es: KODAMA, MASARU, Kobayashi,Masahiro, OZAKI,MASASHI, TAKEUCHI,KO, TEZUKA,HIDESHI, SHIIBASHI,AKIRA, NISHIMURA,NOBUHIKO, SAKATA,FUMITOSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K101/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Tubos.
- B23K31/00 B23K […] › Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
- B23K9/025 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas rectilíneas.
- C21D1/42 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Calentamiento por inducción.
- C21D9/08 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para cuerpos tubulares o tuberías.
- C21D9/50 C21D 9/00 […] › para juntas de soldadura.
PDF original: ES-2407414_T3.pdf
Fragmento de la descripción:
Procedimiento de restauración para una parte deteriorada y aparato de restauración para una parte deteriorada.
Campo de la invención La presente invención se refiere a un procedimiento de restauración adecuado para la restauración de una parte deteriorada como resultado de una fluencia o similar que se produce en un elemento de metal que forma un tubo de alta temperatura para su uso en, por ejemplo, calderas y turbinas de centrales térmicas y nucleares y plantas químicas.
Descripción de la técnica relacionada Últimamente, en tubos de alta temperatura para su uso en, por ejemplo, calderas y turbinas de centrales térmicas y nucleares y de plantas químicas, el mantenimiento y la gestión con la consideración adecuada dada al deterioro de los equipos con el tiempo y a la fatiga térmica causada por la repetición del inicio y de la detención y cambios rápidos de carga se ha vuelto cada vez más importante a medida que ha aumentado el tiempo de funcionamiento.
Por ejemplo, para un tubo de gran diámetro y de pared gruesa que usa un elemento de metal resistente a la presión a altas temperaturas, se realizan periódicamente inspecciones no destructivas, tales como una inspección de la estructura y una inspección ultrasónica, para encontrar deterioro en el elemento de metal y su parte de soldadura en una etapa temprana. La parte deteriorada se repara basándose en los resultados de las inspecciones no destructivas.
Aquí, las técnicas para la reparación de un elemento de metal incluyen una técnica en la que una parte deteriorada que sufren huecos o grietas de fluencia se trata térmicamente de manera local utilizando una bobina de calentamiento de alta frecuencia, y los huecos o grietas de fluencia se sueldan a presión con una presión interna debida a la expansión térmica para restaurar la parte deteriorada (véase, por ejemplo, la patente japonesa abierta a inspección pública Nº. 2003-253337, en la que se basa la porción del preámbulo de la reivindicación 1) .
La técnica de restauración que se describe en el Documento de Patente 1 calienta localmente una región que incluye una parte deteriorada C mediante un calentador 1 construido de una bobina de calentamiento de alta frecuencia, tal como se muestra en la figura 8A. A una región cuya temperatura se eleva mediante el calentamiento se la designa región calentada 3. En este momento, como la temperatura de la periferia de la región calentada 3 en un elemento de metal 2 no se eleva, se produce una tensión de compresión en la región calentada 3 como resultado del obstáculo de su expansión térmica. Por lo tanto, la parte deteriorada C, tal como un hueco o grieta de fluencia, que existe en la región calentada 3 es soldada a presión con esta tensión de compresión y así se elimina. Es eficaz elevar la temperatura de la región calentada 3 tanto como sea posible con el fin de aumentar la tensión de compresión en el tratamiento de soldadura a presión por vacío. Sin embargo, como la superficie exterior del elemento de metal 2 cerca del calentador 1 se funde si se eleva la temperatura de la región calentada 3, la temperatura de calentamiento no puede elevarse de manera imprudente. Tal como se muestra en la figura 8B, la región calentada 3 se contrae cuando la región se enfría después del tratamiento térmico. En este momento, se produce una tensión de tracción en la región calentada 3, ya que la periferia de la región calentada 3 restringe la retracción de la región calentada 3. En consecuencia, la parte deteriorada C, una vez soldada a presión, se puede abrir. Ha sido una preocupación que una tensión de tracción residual se produzca en la región calentada 3 después de la reparación, y por lo tanto no se puede esperar que el estado reparado se mantenga a largo plazo. Además, la estructura cristalina se vuelve gruesa por el tratamiento de soldadura a presión por vacío. Sin embargo, un único ciclo de calor en el que la temperatura sube y baja a través de un punto de transformación en un tratamiento térmico de recristalización posterior, puede dejar la estructura endurecida gruesa y, por lo tanto, es necesaria una recristalización suficiente.
Por lo tanto, para la restauración de forma fiable de la parte deteriorada C, se ha requerido proporcionar una tensión de soldadura a presión suficientemente grande en el momento de calentamiento, reducir una tensión de tracción residual en el momento de la refrigeración y recristalizar suficientemente la estructura endurecida gruesa en una estructura comparable a la de un material de base.
La presente invención se ha realizado en vista de las situaciones descritas anteriormente, y su objetivo es proporcionar un procedimiento de restauración de una parte deteriorada que sea capaz de reparar y restaurar de manera fácil y fiable una parte deteriorada generada en un elemento de metal y mantener el estado reparado a largo plazo para prolongar la vida útil del elemento de metal. Además, un objetivo de la presente invención es proporcionar un aparato de restauración para una parte deteriorada, que pueda llevar a cabo el procedimiento de restauración para una parte deteriorada.
Sumario de la invención Para la consecución de los objetos descritos anteriormente, un procedimiento de restauración para una parte deteriorada de acuerdo con la presente invención es un procedimiento para la restauración de una parte deteriorada generada en un elemento de metal, que comprende las características de la reivindicación 1.
De acuerdo con esta invención, la periferia de la primera región calentada se calienta mediante la segunda etapa de calentamiento, mientras que la parte deteriorada se calienta localmente mediante la primera etapa de calentamiento, por lo que se ejerce una presión mediante una fuerza de expansión térmica de la parte calentada de la periferia de la primera región calentada sobre la primera región calentada para aumentar la tensión de compresión ejercida sobre la parte deteriorada. Además, la primera etapa de calentamiento va primero de manera se permite que la tensión de compresión de la primera región calentada alivie suficientemente una fluencia, seguida por la segunda etapa de calentamiento, por lo que la tensión de compresión ejercida sobre la parte deteriorada aumenta al soldar por presión de manera fiable la parte deteriorada en comparación con un caso en el que la primera región calentada y la segunda región calentada se calientan al mismo tiempo. A saber, la presente invención tiene un efecto de expansión térmica de la segunda región calentada, añadiendo además una tensión de compresión en la primera región de calentamiento.
En la presente invención, es deseable continuar con la primera etapa de calentamiento y la segunda etapa de calentamiento durante un período de tiempo que permita la expansión térmica de una parte calentada en la primera región calentada, respectivamente, la presión de la fuerza de expansión térmica de la parte calentada de la segunda región calentada se ejerce como una tensión de compresión en la primera región calentada suavizada por el tratamiento. La razón de esto es que mediante la transmisión de calor añadido desde fuera por calentamiento, la temperatura del interior del espesor del elemento de metal se eleva lo suficiente como para soldar de manera fiable por presión la parte deteriorada.
Un elemento de metal previsto por la presente invención comprende normalmente un material de base y un metal de soldadura que se une al material de base, y la parte deteriorada existe en una zona afectada por el calor del material de base, que se ha generado debido a la soldadura. Una parte del material de base distinta de la zona afectada por el calor está a menudo menos deteriorada que la zona afectada por el calor. En este caso, se forma la primera región calentada para incluir la zona afectada por el calor. Es deseable que la segunda región calentada esté formada en una parte del material de base adyacente a la zona afectada por el calor. La parte del material de base distinta de la zona afectada por el calor se deteriora menos que la zona afectada por el calor y, normalmente, muestra una vida útil suficiente, incluso si se ejerce sobre el mismo una tensión residual a la tracción mediante un tratamiento de restauración. Como existe una posibilidad de que el metal de soldadura tenga huecos debido a los daños de fluencia, hay un riesgo de que se ejerza una tensión de tracción en el momento de refrigeración para acelerar los daños cuando la región se calienta. Por lo tanto, preferiblemente se evita que la parte del metal de soldadura sea el objetivo como primera región calentada y segunda región calentada.
En la presente invención, es deseable incluir una etapa de refrigeración... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la restauración de una parte deteriorada (C) generada en un elemento de metal, que comprende:
una primera etapa de calentamiento para el calentamiento de una región local que incluye la parte deteriorada (C) para formar una primera región calentada (HA1) , y la soldadura a presión de la parte deteriorada (C) mediante una tensión de compresión en la primera región calentada (HA1) debido a la restricción de la expansión térmica de la primera región calentada (HA1) mediante la periferia de la primera región calentada (HA1) : caracterizado porque el procedimiento también comprende una segunda etapa de calentamiento de formación de una segunda región calentada (HA2) mediante el calentamiento de la periferia de la primera región calentada (HA1) después de transcurrir un período de tiempo después del comienzo del calentamiento en la primera etapa de calentamiento suficiente para que se produzca la expansión térmica de una parte calentada en la primera región calentada (HA1) , y mientras se calienta la primera región calentada (HA1) .
2. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 1, en el que la primera etapa de calentamiento y la segunda etapa de calentamiento continúan durante un período de tiempo que permite ejercer la presión mediante una fuerza de expansión térmica de la parte calentada de la segunda región calentada (HA2) como una tensión de compresión en la primera región calentada (HA1) ablandada por su calentamiento.
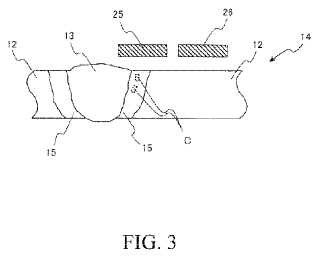
3. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 1 o 2, en el que el elemento de metal comprende un material de base (12) y un metal de soldadura (13) para la unión del material de base (12) , la parte deteriorada (C) existe en una zona (15) afectada por el calor del material de base (12) generado por la soldadura, y se forma la primera región calentada (HA1) para incluir la zona (15) afectada por el calor.
4. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 3, en el que la segunda región calentada (HA2) está formada sobre el material de base (12) adyacente a la zona (15) afectada por el calor.
5. El procedimiento de restauración de una parte deteriorada de acuerdo con una cualquiera de las reivindicaciones 1 a 4, que comprende una etapa de refrigeración para la refrigeración de la primera región calentada (HA1) y la refrigeración de la segunda región calentada (HA2) de manera sincronizada.
6. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 5, en el que después de completarse la etapa de refrigeración, la primera y la segunda regiones calentadas (HA1, HA2) se someten a un tratamiento térmico de recristalización.
7. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 6, en el que el tratamiento térmico de recristalización es repetir dos o más veces un tratamiento en el que el elemento de metal (12) se calienta a una temperatura (T3) igual o superior a su punto de transformación (A3) y se refrigera a una temperatura (T4, T5) más baja que el punto de transformación (A3) .
8. El procedimiento de restauración de una parte deteriorada de acuerdo con la reivindicación 6, en el que un tratamiento de transformación eutectoide isotérmico se lleva a cabo en el procedimiento de llevar a cabo el tratamiento térmico de recristalización.
9. Un aparato para la restauración de una parte deteriorada (C) generada en un elemento de metal, que comprende:
un primer calentador (25) que debe colocarse en una posición frente a la parte deteriorada (C) para calentar localmente la parte deteriorada (C) ; y un segundo calentador (26) para el calentamiento de la periferia de una región calentada (HA1) por el primer calentador (25) , en donde el calentamiento del segundo calentador (26) se inicia mientras el calentamiento del primera calentador (25) continúa después de transcurrir un tiempo después de iniciar el calentamiento del primer calentador (25) , suficiente para que se produzca la expansión térmica de una parte calentada en la primera región (HA1) calentada.
Patentes similares o relacionadas:
Material de acero y tubo de acero para pozos de petróleo, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de acero que comprende una composición química que consiste en, en % en masa, C: más de 0,45 a 0,65 %, Si: 0,10 a 1,0 […]
Acero inoxidable austenítico y método de producción del mismo, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Un acero inoxidable austenítico que tiene una composición química que consiste, en porcentaje en masa, en C: de un 0,005 a un 0,015 %, […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Acero inoxidable austenítico basado en un alto contenido de Cr, del 8 de Abril de 2020, de NIPPON STEEL CORPORATION: Un acero inoxidable austenítico basado en un alto contenido de Cr con una composición química que consiste en, en términos de % en masa: de 0,03 a […]
Producto colado que tiene capa de barrera de alúmina y método para fabricar el mismo, del 4 de Marzo de 2020, de KUBOTA CORPORATION: Producto colado que comprende un cuerpo colado que tiene una superficie formada con una capa de barrera de alúmina que tiene un grosor de 0,05 a 3 […]
Tubo hueco sin costura para resorte de alta resistencia, del 19 de Febrero de 2020, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un tubo hueco sin costura para un resorte de alta resistencia, que comprende un material de acero que consiste en: de 0,2 % en masa a 0,7 % en masa de C, […]
Tubería de acero de pozo de petróleo de baja aleación, del 6 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Una tubería de acero de pozo de petróleo de baja aleación que comprende una composición química que consiste en: en % en masa, C: más de un 0,35 a un 0,65 […]
Tubo de gran resistencia, basado en una aleación de Ni, para ser usado en plantas de energía nuclear y su proceso de producción, del 23 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un tubo de aleación muy resistente a base de Ni, destinado al uso en plantas de energía nuclear, que está constituido en porcentaje en masa por C: 0,04% o menos, Si: […]