CIP-2021 : B29L 23/00 : Objetos tubulares (B29L 24/00 tiene prioridad).
CIP-2021 › B › B29 › B29L › B29L 23/00[m] › Objetos tubulares (B29L 24/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B29L 23/14 · Pipas para cigarros o puros.
B29L 23/18 · Mangueras plisadas.
B29L 23/20 · Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
B29L 23/24 · Tubos sin fin, p. ej. cámaras de aire para neumáticos.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de medición y procedimiento para medir objetos de test.
(28/09/2016) Dispositivo de medición de terahercios para medir objetos de test, en particular de plástico, con
- por lo menos una unidad de emisor-receptor (3; 3; 3') con
- un emisor para emitir una radiación de terahercios (S) en el intervalo de frecuencias de terahercios comprendido entre 0,01 THz y 50 THz,
- un receptor correspondiente para detectar una radiación (R) reflejada en el objeto de test en el intervalo de frecuencias de terahercios comprendido entre 0,01 THZ y 50 THz,
- por lo menos una disposicion de espejos (4; 4, 4') con
- un primer espejo (7; 7, 7'),
- que en un plano x-y (Exy; Exy, Exy') está formado un primer foco (B1; B1, B1') y un segundo foco (B2; B2, B2'), y
- que está curvado elípticamente por lo menos a tramos entre los focos (B1, B2; B1, B2, B1', B2') para desviar la radiación…
Método para conectar caños de plástico y una estructura para conectar los mismos.
(14/09/2016) Un método para conectar un primer y segundo caño de plástico entre sí de manera que un extremo del segundo caño de plástico esté conectado a una superficie lateral del primer caño de plástico para comunicar el primer caño de plástico con el segundo caño de plástico , comprendiendo el método:
colocar el extremo del segundo caño de plástico sobre una porción de una superficie externa del primer caño de plástico , teniendo la porción un agujero de conexión en la misma o la finalidad de formar el agujero de conexión en la misma, teniendo el extremo del segundo caño de plástico : un elemento de calentamiento con forma de arco hecho de material plástico conductor que genera calor usando electricidad aplicada al mismo, teniendo el elemento de calentamiento con forma de arco una forma transversal de arco para…
Tubo de transferencia de fluido con porción(es) corrugada(s) y su procedimiento de fabricación.
(22/06/2016) Tubo de transferencia de fluido , en particular para la carga de un circuito de refrigeración de un motor térmico de vehículo automóvil, que comprende al menos una porción curvable corrugada (2, 3, 4, 5, 10, 10', 10'', 10'''), monocapa o multicapa, que está basada en al menos un material termoplástico y que comprende una sucesión de relieves radiales axialmente espaciados, al objeto de determinar huecos entre ellos, presentando cada relieve dos zonas frontales (13 y 14) reunidas entre sí por una zona intermedia , presentando cada una de las zonas frontales de cada relieve un mismo contorno poligonal en su conjunto que define al menos tres tramos rectos relacionados entre sí por tramos redondeados…
Procedimiento para la fabricación de una manguera de presión con un primer elemento de manguera.
(22/06/2016). Solicitante/s: Etimex Technical Components GmbH. Inventor/es: STRIEBEL,ULRICH.
Procedimiento para la fabricación de una manguera de presión con los pasos:
- inyección de un primer elemento de manguera con forma tubular,
- colocación de una manguera de tejido exterior sobre el primer elemento de manguera,
- inyección de un segundo elemento de manguera con forma tubular alrededor del primer elemento de manguera y de la manguera de tejido colocada sobre él, en el que durante la inyección del primer elemento de manguera se fabrica el primer elemento de manguera, al menos en uno de sus extremos, más largo que el segundo elemento de manguera siguiente, de manera, que con la inyección del segundo elemento de manguera se forme al menos un tramo de manguera sobresaliente del primer elemento de manguera.
PDF original: ES-2588400_T3.pdf
Kit que comprende un tubo hueco de material elástico y un medio de sellado, kit que comprende además una herramienta engarzadora y un método para el sellado de tubos huecos de material elástico.
(17/02/2016) Un kit que comprende un tubo hueco de material elástico y un medio de sellado fabricado con un material deformable plásticamente para el sellado mecánico de dicho tubo hueco de material elástico por medio de un dispositivo que tiene al menos dos mordazas, una de las cuales al menos puede acercarse a la otra y alejarse de esta y que, cuando se acercan entre sí, engarzan el medio de sellado contra el tubo para su sellado hermético frente a la contaminación, donde el medio de sellado comprende al menos un elemento de sellado (4, 4'; 44, 44'; 64, 64'; 74, 74'; 84), que tiene dos extremos opuestos y una abertura (40, 40'), que se extiende entre dichos extremos, de modo que permita que el o los elementos de sellado…
Conducto ondulado con aislamiento térmico.
(13/01/2016) Conducto ondulado, con aislamiento térmico con al menos un tubo de fluido interno de plástico o metal, una capa de aislamiento térmico de plástico que rodea el tubo de fluido y un revestimiento externo de plástico que rodea la capa de aislamiento térmico , extendiéndose la ondulación del conducto al interior de la capa de aislamiento térmico , y presentando los valles de ondulación y las crestas de ondulación de la ondulación una forma de sección transversal redonda, encontrándose con un diámetro externo del conducto de desde 63 mm hasta 202 mm la profundidad de ondulación T en el intervalo de desde 4,5 mm hasta 8 mm, siendo la forma de sección transversal redonda de los valles de ondulación y de las crestas de ondulación en cada caso parte de un círculo, y estando…
Procedimiento y dispositivo para soldar secciones de tubo de materiales plásticos para formar tubos.
(23/11/2015) Procedimiento para soldar secciones de tubo de materiales plásticos para formar tubos por medio de los siguientes grupos:
a) un dispositivo de soldadura que presenta un armazón básico con cuatro anillos tensores distribuidos, que forman dos grupos de los que cada uno aloja una sección de tubo y de los que mediante un accionamiento un grupo se puede desplazar sobre guías una distancia de separación inicial respecto a los otros,
b) un grupo hidráulico para accionar el accionamiento del dispositivo de soldadura ,
c) un dispositivo de fresado para el fresado en plano radial de las superficies de soldadura de las secciones de tubo , que se puede introducir en la distancia de separación…
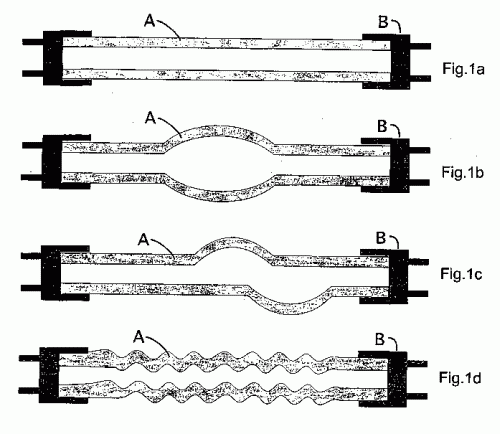
Aparato para unir tubos y método para unir tubos.
(21/01/2015) Un aparato de conexión de tubos que tiene un primer conjunto de sujeción y un segundo conjunto de sujeción que están adaptados para sujetar por lo menos dos tubos flexibles aproximadamente en un estado paralelo, que comprende:
una primera unidad de prensado que está dispuesta en el primer conjunto de sujeción y que está adaptada para prensar los tubos hacia un estado plano;
una segunda unidad de prensado que está dispuesta en el segundo conjunto de sujeción y que está adaptada para prensar los tubos hacia un estado plano y que se puede ubicar de manera que contacte con la primera unidad de prensado;
un elemento de soporte que está adaptado para soportar por lo menos una de las primera y segunda unidades de prensado de tal manera que cambia una cantidad de prensado de las por…
Procedimiento de ensamblaje de la unión entre dos tubos en el que al menos uno es de material termoplástico moldeado, aplicación a la realización de un dispositivo portafusiles de alta o de media tensión.
(17/09/2014) Procedimiento de ensamblaje de la unión entre dos tubos (2.1 o 2.2, 30 o 4) en el que al menos uno es de material termoplástico moldeado, en el que se realiza un ensamblaje mixto de encaje/encolado de los extremos de los dos tubos, gracias a las etapas siguientes:
a/ inserción parcial y forzada de una parte del extremo de un tubo en una parte del extremo del otro tubo sin encaje;
b/ inyección de una cola bajo forma líquida o pastosa entre las partes del extremo de los tubos insertados parcialmente uno en el otro;
c/ detención de la inyección;
d/ inserción final hasta la puesta a tope longitudinal del tubo de menor diámetro, provocando la inserción final simultáneamente el encaje y el relleno de los espacios entre…
Tubo de revestimiento interior, tubo de presión saneado y procedimiento para sanear un tubo de presión.
(27/08/2014) Tubo flexible de revestimiento interior para el revestimiento interior de un tubo de presión que hay que sanear, que comprende por lo menos una primera capa y una segunda capa adyacente a la primera capa , en donde la primera capa forma una barrera de difusión hermética al fluido y/o hermética al gas y en donde la segunda capa es una estructura superficial textil impregnada con una resina, presenta un espesor de por lo menos 3 mm y está configurada para formar una unión adhesiva continua y de superficie entera en arrastre de fuerza con una pared interior del tubo de presión que hay que sanear, en donde el tubo de revestimiento interior, en un estado en el…
Tubo de poliamida multicapa para el envasado de alimentos.
(11/12/2013) Tubo a base de poliamida multicapa para el envasado de alimentos que comprende una capa (A), una capa (B) y una capa (C); presentando el tubo multicapa de poliamida una relación de contracción a baja temperatura de 2 a 10%, presentando unas propiedades de contracción térmica y unas propiedades de barrera de gas; conteniendo la capa (A) una resina a base de poliamida; conteniendo la capa (B) una resina a base de poliolefina; y la capa (C) que entra en contacto con los alimentos envasados, siendo la capa (C) una capa (C-1) que contiene una resina a base de polipropileno que presenta una temperatura de distorsión térmica (ISO 75B-1 o ISO 75B-2) no inferior a 60°C y un punto de reblandecimiento Vicat no inferior a 120°C, y que presenta una tensión superficial de humectación no inferior a 35 mN/m; o siendo la…
Método para la fabricación de un cuerpo tubular de material plástico con, al menos, un hueco cilíndrico interior para un cuerpo de rodillo entintador.
(29/10/2013) Método para la fabricación de un cuerpo tubular de material plástico con, al menos, un hueco cilíndricointerior para un cuerpo de rodillo entintador, caracterizado porque
- una pared interior de un tubo de material plástico se calienta en una zona de deformación ,en donde la zona de deformación se extiende en un espacio interior del tubo de material plástico desde un primer extremo del tubo de material plástico en dirección hacia un segundo extremo del tubo de material plástico ,
- hacia el interior del tubo de material plástico se desplazan un primer núcleo perfilado y unsegundo núcleo perfilado ,
- la pared interior del tubo de material plástico se deforma…
Procedimiento y dispositivo para la regulación de espesor de una lámina soplada estirada.
(22/08/2012) Procedimiento para la regulación del espesor de lámina de láminas de manga extruida estiradas, que seproducen en el procedimiento de moldeo por soplado, se ponen de plano en una unidad de retirada volteadora con inversión de la marcha, se colocan y a continuación se estiran en una instalación de estiramiento de formamonoaxial en dirección de la máquina, caracterizado por que el perfil de espesor de lámina de la lámina de mangaextruida producida en la instalación de moldeo por soplado de láminas se regula de tal manera, que el perfilteórico de espesor predefinido presenta desviaciones de un espesor de lámina unitario, que sirven para lacompensación de la modificación de espesor de lámina a lo largo de la anchura de lámina que se produce durante elestiramiento monoaxial posterior…
Aparato para conectar tubos.
(17/04/2012) Aparato para conectar tubos, que comprende:
un primer portatubos dotado de un par de elementos de soporte para sujetar una serie de tubos flexibles ,
un segundo portatubos dotado de un par de elementos de soporte para sujetar dicha serie de tubos flexibles,
medios de corte y conexión para calentar y fundir dicha serie de tubos flexibles sujetos en el primer portatubos y el segundo portatubos, para cortar los tubos mediante una cuchilla de corte calentada que es desplazada entre el primer portatubos y el segundo portatubos, y para conectar los tubos cortados por la cuchilla de corte mediante poner en contacto las caras extremas cortadas de los tubos cortados sujetos en el primer portatubos con las de los tubos cortados sujetos en el segundo portatubos, los tubos cortados a conectar siendo partes de tubos diferentes originalmente,…
METODO PARA PRODUCIR ESTRUCTURAS UTILIZANDO FUERZAS CENTRIFUGAS.
(16/03/2007). Ver ilustración. Solicitante/s: DALTON, PAUL D. SHOICHET, MOLLY S. Inventor/es: DALTON, PAUL D., SHOICHET, MOLLY S.
Un proceso para producir un producto, comprendiendo: a) el llenado del interior de un molde (A) con una solu- ción (E) de manera que sustancialmente se elimine del mismo todo el aire, comprendiendo la solución (E) como mínimo dos componentes cuyas fases se pueden separar en al menos dos fa- ses con un agente de separación de fases; b) la rotación de dicho molde (A) que contiene la solu- ción (E) a una velocidad de rotación efectiva en presencia del agente de separación mencionado para inducir la separa- ción de fases entre como mínimo los dos componentes en al me- nos dos fases para que con la rotación al menos una de las fases (J) se deposite en una superficie interior (K) del mol- de (A); y c) el moldeo del producto estabilizando al menos una de las fases (J) depositadas en la superficie interior (K) del molde (A).
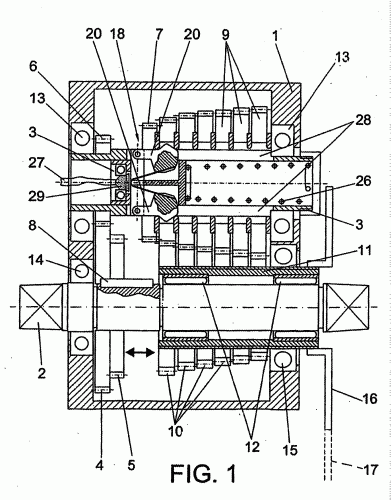
SISTEMA DE CAMBIO DE VELOCIDAD MECANICO PARA BICICLETAS Y VEHICULOS SIMILARES.
(16/02/2007). Ver ilustración. Solicitante/s: LLIBRER PORCAR, JOSE MIGUEL. Inventor/es: LLIBRER PORCAR, JOSE MIGUEL.
Se trata de un cambio que incluye un eje anterior con pedales y un eje posterior tubular que recibe el movimiento del eje anterior a través de pares de ruedas dentadas que engranan entre sí y que están asociadas a dichos ejes, los cuales están acoplados a una carcasa , que junto con el resto de los elementos del cambio, constituyen un modulo independiente ajustado dentro de un cajeado correspondiente con el eje de los pedales. El eje posterior incorpora unos piñones locos que engranan con otros piñones locos solidarios de un tubo coaxial acoplado libremente al rededor del eje anterior, fijándose también a ese tubo un plato . También se incluyen unos dispositivos de bloqueo selectivo de los piñones locos del eje posterior y de las ruedas dentadas (6, 7) de dicho eje posterior. Otra característica es que los piñones locos constituyen un conjunto flotante al incorporarse unos rodamientos que evitan la fricción entre ellos.
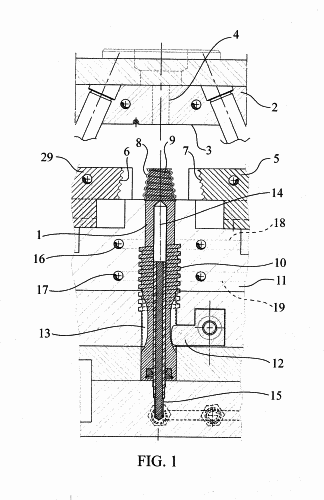
MOLDE PARA LA FABRICACION DE FUELLES ELASTICOS PARA VALVULAS DOSIFICADORAS DE PRODUCTOS FLUIDOS, PROCEDIMIENTO DE FABRICACION Y FUELLE FABRICADO MEDIANTE DICHO PROCEDIMIENTO.
(01/12/2005). Ver ilustración. Solicitante/s: PECOSO, S.L. Inventor/es: MIRA NAVARRO,MIGUEL ANGEL.
Molde para la fabricación de fuelles elásticos para válvulas dosificadoras de productos fluidos, procedimiento de fabricación y fuelle fabricado mediante dicho procedimiento. El molde comprende un cuerpo inferior y un cuerpo superior de cierre del molde desplazable verticalmente, de manera que el cuerpo inferior del molde está dotado en su parte superior de dos conjuntos de moldeo deslizantes transversalmente, portadores de sendas zonas de moldeo que se corresponden respectivamente con cada una de las mitades del perfil externo del fuelle a fabricar, susceptibles de quedar desplazadas en fase activa hasta rodear un noyo integrado en el molde inferior, dotado en su parte superior de la forma externa que corresponde al fuelle y que está integrado en el molde inferior con capacidad de desplazamiento por giro, poseyendo axialmente una cámara de refrigeración conectada a un conducto tubular conectado a su vez a un plato inferior móvil del conjunto del molde inferior.
MANGUITO PROTECTOR MEJORADO Y PROCEDIMIENTO PARA LA FABRICACION DE DICHO MANGUITO.
(01/06/2001) UN PRODUCTO MOLDEADO POR SOPLADO, QUE ES GENERALMENTE TUBULAR, TIENE PRIMER Y SEGUNDO EXTREMOS ABIERTOS Y, UN TRAMO DE FUELLE INTERMEDIO A DICHOS PRIMER Y SEGUNDO EXTREMOS , DE MANERA QUE DICHO PRODUCTO ES FLEXIBLE, TIENE UN FALDON CONTIGUO A UNO DE DICHOS PRIMER Y SEGUNDO EXTREMOS . EL TRAMO DE FUELLE SE CONFORMA EN UNA OPERACION DE MOLDEO POR SOPLADO, Y EL TRAMO DE FALDON SE CONFORMA MEDIANTE MOLDEO POR COMPRESION. UNA REALIZACION PREFERIDA DEL PRODUCTO TIENE UNA NERVADURA QUE SE EXTIENDE INTERNAMENTE A LA PARED DEL TRAMO MOLDEADO POR SOPLADO, PARA REFORZAR LA ZONA DE TRANSICION ENTRE EL TRAMO DE FUELLE Y EL TRAMO DE FALDON , EL TRAMO POR COMPRESION. LAS ETAPAS DE CONFINAR UN PARISON EN UN MOLDE ,…
INSTALACION PARA LA FABRICACION DE TUBOS DE PLASTICO MEDIANTE PROCEDIMIENTO DE FUNDICION CENTRIFUGADA.
(16/08/2000) ESTA INSTALACION CONTIENE COMO PARTE ESENCIAL UN ARMAZON DE GIRO DE EJE HORIZONTAL SOBRE EL QUE SE DISPONE DE SEIS MATRICES, CON PREFERENCIA OCHO MATRICES CENTRIFUGAS APOYADAS DE FORMA GIRATORIA SEGUN UN EJE HORIZONTAL, DE TAL MODO QUE SUS EJES MUESTRAN LA MISMA DISTANCIA CON RESPECTO AL EJE DEL ARMAZON DE GIRO Y A PARTIR DEL EJE DE LAS MATRICES VECINAS. CADA MATRIZ ESTA PROVISTA CON UN MOTOR DE ACCIONAMIENTO, PARA LA ACELERACION CENTRIFUGA DE LOS MATERIALES DE CONSTRUCCION APLICADOS EN LA PARED DE MATRIZ. LOS ELEMENTOS DE CALENTAMIENTO SIRVEN PARA MANTENIMIENTO CONSTANTE DE LA TEMPERATURA OPTIMA EN EL ENDURECIMIENTO, CON DISPOSITIVOS DE ASPIRACION PARA LA ELIMINACION DE LOS GASES ORIGINADOS DE FORMA LIBRE, CON UN EQUIPO DE CONFORMADO…
APARATO Y METODO PARA MOLDEAR POR SOPLADO APARATOS TRIDIMENSIONALES.
(01/07/2000) UN APARATO PARA MOLDEAR POR SOPLADO UN ARTICULO CURVO EN TRES DIMENSIONES, QUE CONSTA DE DOS PARTES DE MOLDE DESPLAZABLES HORIZONTALMENTE QUE, CUANDO SE ENCUENTRAN EN CONTACTO ENTRE SI, DEFINEN UNA CAVIDAD DE MOLDE CURVADA EN TRES DIMENSIONES PARA COINCIDIR CON EL ARTICULO REQUERIDO. UNA CABEZA DE EXTRUSION EXTRUYE UN PARISON DE MATERIAL DE RESINA SINTETICA EN LA CAVIDAD DE MANERA QUE DESCIENDA A TRAVES DEL EXTREMO INFERIOR DE LA MISMA. DURANTE ESTE PROCESO, UN RPIMER FLUJO DE AIRE SE ALIMENTA A TRAVES DE LAS ABERTURAS EN UNA CUBIERTA Y PASA A TRAVES DE LA CAVIDAD DE MOLDE ALREDEDOR DEL LADO EXTERIOR DEL PARISON PARA FACILITAR EL PASO DEL MISMO HACIA EL EXTREMO INFERIOR. ADEMAS, UN SEGUDO FLUJO DE AIRE SE ALIMENTA A TRAVÑES DEL INYECTOR EN LA CABEZA DE EXTRUSION HASTA EL INTERIOR…
DISPOSITIVO PARA LA UNION POR SOLDADURA DE PERFILES DE PLASTICO.
(16/01/1994). Solicitante/s: URBAN GMBH & CO. MASCHINENBAU KG. Inventor/es: TESCH, WOLFGANG, KREISSL, REINHARD, MAHNER, GERHARD.
SE DISPONE A UN SOPORTE , QUE ESTA ALOJADO EN UN COJINETE OSCILANTE SOBRE EL ARMAZON INFERIOR . MEDIANTE UNA INSTALACION ELEVADORA SE PUEDE LLEVAR AL SOPORTE DE UNA POSICION DEL MONTAJE VERTICAL A UNA POSICION ESENCIALMENTE HORIZONTAL, DONDE SE TRANSPORTAN LOS BASTIDORES ACABADOS DE LAS PIEZAS DE PERFIL DE PLASTICO.
{kind=link}
{kind=link}
{kind=link}