CIP-2021 : B29C 49/06 : Moldeo por inyección-soplado.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/06[2] › Moldeo por inyección-soplado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/06 · · Moldeo por inyección-soplado.
CIP2021: Invenciones publicadas en esta sección.
Instalación y procedimiento para el transporte de preformas.
(21/05/2012) Instalación de transporte de preformas hacia una unidad de tratamiento del tipo de un horno de calentamiento en el que son llevadas a una temperatura apropiada para ser puestas a continuación en forma por estirado-soplado, cuya instalación presenta:
- órganos de sujeción soportados por una cadena sinfín de transporte y que están dotados cada uno de ellos de un cabezal de sujeción para llevar dichas preformas y para transferirlas en dicho horno de calentamiento,
- como mínimo, un sistema de detección dispuesto sobre el recorrido de dichas preformas , más arriba de dicho horno de calentamiento, cuyo…
Procedimiento de preparación de botellas mediante moldeo por inyección , estirado y soplado de composiciones de polipropileno y agentes nucleantes sin sorbitol.
(17/05/2012) Un procedimiento de preparación de botellas con un sistema de dos máquinas que comprende las etapas de:
a. proporcionar una composición que comprende polipropileno, preparada con un sistema catalizador Ziegler- Natta y un agentes nucleante o clarificante sin sorbitol;
b. preparar una preforma mediante moldeo por inyección sobre un molde con múltiples 5 cavidades a una temperatura de inyección de 210 a 235 ºC.;
c. enfriar la preforma a temperatura ambiente;
d. transportar la preforma a la máquina de moldeo por soplado;
e. recalentar la preforma en la máquina de moldeo por soplado a una temperatura de 90 a 140 ºC, siguiendo un perfil de temperatura predeterminada;
f. opcionalmente, pasar la preforma recalentada a través de una zona de equilibrio;
g. estirar la preforma axialmente con una varilla…
Preforma y botella usando mezclas y copolímeros de PET/PEN.
(09/05/2012) El procedimiento para producir un recipiente, que comprende las etapas de:
formar una preforma mediante
una mezcla física de (i) un copolímero de PEN y (ii) un homopolímero de PET o copolímero de PET, talque, que cuando los mencionados componentes de PET y PEN se mezclan físicamente formando unamezcla, la mencionada mezcla contiene aproximadamente 5 -99,9% en peso de copolímero de PEN yaproximadamente de 0,1 a 95% en peso de homopolímero o copolímero de PET, o
de 0,5 a 99,9% en moles de un copolímero de PEN que contiene 2,6-naftalen-dicarboxilato (NDC), o un homopolímero de PEN,
caracterizado por
moldear por soplado la preforma de manera que la relación de estiramiento esté en el intervalo…
Pieza de material plástico y procedimiento de obtención de dicha pieza.
(03/05/2012) Pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, en el que la primera parte es obtenida por un proceso de soplado y la segunda parte es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, estando la unión entre las dos partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes .
Procedimiento de fabricación de recipientes y máquina para su puesta en práctica.
(23/04/2012) Procedimiento de fabricación de recipientes a partir de una pieza en bruto, preferentemente una preforma de material termoplástico, siendo fabricados los recipientes con ayuda de una máquina de estirado-soplado de tipo rotativo, que comprende, como mínimo un molde de soplado, montado en la periferia de un carrusel 5 impulsado, de manera continua alrededor de su eje, funcionando el molde de soplado de manera cíclica, según un ciclo de fabricación que comprende las etapas siguientes:
- una etapa de colocación de una pieza en bruto previamente calentada en un molde de soplado que presenta, en posición de cierre, una cavidad de moldeo que constituye la reproducción de forma externa del recipiente a soplar;
- una etapa de cierre del molde de soplado;
- una…
Proceso para producir un recipiente moldeado por soplado y estirado que tiene un asa moldeada integralmente.
(17/04/2012) Un proceso para producir un recipiente que tiene un asa integral, que comprende las etapas de:
a) disponer una preforma en una cavidad de molde;
b) moldear por estirado y soplado la preforma para conformar un recipiente intermedio ;
c) aplicar uno o más machos móviles hacia dentro para conformar una o más región/regiones de agarre cóncavas, manteniendo al mismo tiempo la presión en el interior del recipiente intermedio por encima de 1 bar y siendo la temperatura del material en la región de agarre del recipiente intermedio una temperatura inferior a la temperatura Tg de transición vítrea;
d) liberar el exceso de presión en el interior del recipiente, preferiblemente antes de retirar el macho del interior del recipiente; y
e) expulsar el recipiente acabado de la cavidad de molde.
BOLSA EN CAJA ÍNTEGRAMENTE MOLDEADA A SOPLO QUE COMPRENDE UNA CAPA INTERIOR Y UNA CAPA EXTERIOR QUE COMPRENDEN ADITIVOS ABSORBENTES DE ENERGÍA, PREFORMA PARA SU FABRICACIÓN, PROCEDIMIENTO PARA SU PRODUCCIÓN Y USO DE LA MISMA.
(28/12/2011) Una preforma para el moldeo a soplo de una bolsa en caja que comprende: una capa interna y una capa externa , en donde dicha preforma forma un contenedor de dos capas por moldeado a soplo, y donde la capa interna obtenida de dicho contenedor libera a partira de la capa externa obtenida al introducirse un gas en un punto de interfaz entre dichas dos capas; caracterizada porque al menos una de dichas capa interna y externa incluye al menos un aditivo que permite tanto a la capa interna como a la externa alcanzar sus temperaturas respectivas de moldeo a soplo de forma sustancialmente simultánea al calentarlas conjuntamente en un horno infrarrojos único
BOLSA EN CAJA ÍNTEGRAMENTE MOLDEADA A SOPLO CON UN PUNTO DE ANCLAJE DE BOLSA; Y HERRAMIENTA PARA LA MISMA.
(01/12/2011) Una bolsa en caja íntegramente moldeada a soplo obtenida por moldeo a soplo de una preforma moldeada por inyección, comprendiendo dicha bolsa en caja: una capa interna que forma la bolsa y una capa externa que forma la caja; una abertura única, la boca , que conecta fluidamente el volumen definido por la bolsa a la atmósfera; y, al menos, un respiradero de interfaz que conecta fluidamente la interfaz entre las capas interna y externa a la atmósfera, en la que la bolsa está anclada a la capa externa en al menos un punto remoto de dicha abertura única y respiradero de interfaz , caracterizado porque el anclaje entre la bolsa interna y la capa…
BOLSA EN CAJA ÍNTEGRAMENTE MOLDEADA A SOPLO CON RESPIRADEROS DE INTERFAZ ABRIÉNDOSE A LA ATMÓSFERA EN UBICACIÓN ADYACENTE A LA BOCA DE LA BOLSA; PREFORMA PARA SU FABRICACIÓN, PROCEDIMIENTO PARA FABRICAR LA PREFORMA Y BOLSA EN CAJA.
(01/12/2011) Una bolsa en caja íntegramente moldeada a soplo que comprende: una capa interna que forma la bolsa y una capa externa que forma la caja, y una boca que conecta fluidamente el volumen definido por la bolsa a la atmósfera, teniendo dicha caja al menos un respiradero de interfaz que conecta fluidamente la interfaz entre las capas interna y externa a la atmósfera, dicho al menos un respiradero discurre paralelo a la interfaz entre las capas interna y externa caracterizado porque dicho respiradero se abre a la atmósfera en una ubicación adyacente a, y orientada de forma aproximadamente coaxial con dicha boca de la bolsa en caja
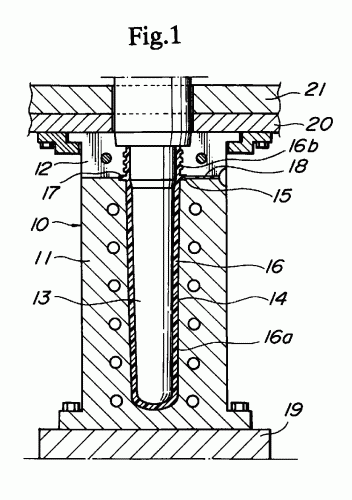
DISPOSITIVO DE INYECCION Y PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA DE PARED DELGADA, NUCLEO Y PREFORMA.
(20/05/2010) Dispositivo de inyección que comprende al menos un molde que puede utilizarse para la inyección de una preforma hueca de paredes delgadas que comprende tres zonas diferentes: un cuerpo , una zona de transición y un anillo , y susceptible de transformarse en cuerpos huecos más voluminosos mediante soplado, comprendiendo dicho molde
- un contramolde que define la superficie interna de la cavidad ,
- un núcleo situado en la cavidad y separado de dicha superficie interna,
- una huella de preforma situada entre la superficie interna del contramolde y el núcleo y que recibirá el material fundido,
- al menos dos canales de flujo preferencial principales,
-…
APARATO Y PROCEDIMIENTO DE MOLDEO POR INYECCION CON SOPLADO Y ESTIRADO.
(01/08/2007) UN APARATO Y METODO DE MOLDEO POR INYECCION DE SOPLADO DE ESTIRAMIENTO EN DONDE MIENTRAS LAS PREFORMAS SON AMPLIAMENTE REFRIGERADAS SE REDUCE EL TIEMPO DEL CICLO DE MOLDEO POR INYECCION Y ADEMAS SE UTILIZA UN PEQUEÑO NUMERO DE CAVIDADES DE SOPLADO Y AUMENTA LA VELOCIDAD DE OPERACION DE ESTAS CAVIDADES DE SOPLADO. EN UNA SECCION DE MOLDEO POR INYECCION , N (N (MAYOR O IGUAL) 2) PREFORMAS SON MOLDEADAS POR INYECCION Y A CONTINUACION LIBERADAS DEL MOLDE DE CAVIDAD DE INYECCION A UNA TEMPERATURA DE LIBERACION DEL MOLDE RELATIVAMENTE ALTA. MIENTRAS LAS PREFORMAS SON ENFRIADAS POR EL MOLDE DE NUCLEO DE LA SECCION DE INYECCION , SON TRANSPORTADAS A UNA SECCION…
USO DE UN MOLDE PULIDO EN EL MOLDEO POR INYECCION MEDIANTE SOPLADO DE RECIPIENTES CONTENEDORES DE POLIETILENO CON METALOCENO DE CAPA INDIVIDUAL.
(16/05/2007). Solicitante/s: ATOFINA RESEARCH. Inventor/es: MAZIERS, ERIC, SMITS, VALERIE.
Uso de un molde pulido para preparar un envase hueco de una capa individual, mediante moldeo por inyección mediante soplado, consistiendo, el citado envase, en polietileno preparado con dicloruro de etilen-bis-(tetrahidroindenil)zirconio y que tiene una densidad comprendida dentro de unos márgenes que van desde 0, 910 g/cm3 hasta 0, 966 g/cm3, y un índice de fluidez MI2 comprendido dentro de unos márgenes que van desde 0, 5 hasta 2, 5 g / 10 minutos, y teniendo, el citado envase hueco, un brillo externo de por lo menos un valor de 30, según se mide mediante la utilización del procedimiento del test de ensayo standard ASTM D 2457 - 90.
ENVASE DE BOCA ANCHA REALIZADO DE RESINA SINTETICA PARA ALMACENAR PELOTAS DE TENIS Y METODO DE FABRICACION DEL MISMO.
(16/02/2007). Solicitante/s: SUMITOMO RUBBER INDUSTRIES LTD.. Inventor/es: NAKAMURA, YOSHINOBU, FUJISAWA, KOICHI, TAWARA, MASAMICHI.
Un contenedor de presión de boca ancha fabricado de resina sintética que tiene una parte cuerpo cilíndrico , una parte reborde que sobresale desde una periferia de una boca ancha formada en un extremo de la parte borde ; y una parte borde que cierra el otro extremo de la parte cuerpo . La parte saliente y una parte periférica de la boca ancha están formadas por moldeo por inyección y no son arrastradas una vez que el moldeo por inyección ha finalizado; la parte cuerpo salvo la parte periférica de la boca ancha y la parte inferior se forma por el moldeo por inyección y es retirado por un moldeo por soplado a ser realizado una vez que ha finalizado el moldeo por inyección; y la parte inferior se extrae a una velocidad inferior que la parte cuerpo.
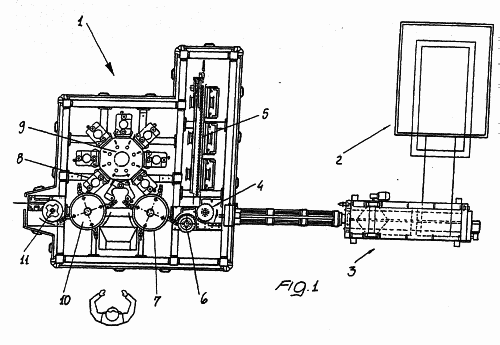
MAQUINA GIRATORIA DE MOLDEO POR SOPLADO Y SU MOLDE.
(16/10/2005). Ver ilustración. Solicitante/s: SMI S.P.A.. Inventor/es: NAVA, PAOLO.
Máquina giratoria para fabricar botellas o vasijas de plástico comenzando a partir de preformas moldeadas , en la que dicha máquina comprende conjuntos motorreductores independientes independientemente controlados para impulsar, respectivamente: a) una mesa giratoria que soporta una pluralidad de moldes de soplado , b) ruedas dentadas para suministrar una pluralidad de preformas a un horno y para tomar dichas preformas desde dicho horno , c) una cadena transportadora para transportar dicha preforma a dicho horno y d) elementos en estrella para cargar dichas preformas en dichos moldes de soplado y tomar botellas moldeadas por soplado desde dichos moldes de soplado.
APARATO PARA LA FABRICACION DE PREFORMAS POR MOLDEO.
(16/10/2005). Ver ilustración. Solicitante/s: INDUSTRIAL DE MOLDES Y MATRICES, S.A. Inventor/es: ATANCE ORDEN,ANGEL.
Aparato para la fabricación de preformas por moldeo. El aparato comprende un conjunto de bloque de inyección portador de alineaciones de cavidades de inyección de preformas intercaladas entre alineaciones de cavidades de enfriamiento, un bloque de punzones portador de una placa portapunzones con un número de punzones doble al de las alineaciones de cavidades de inyección del bloque de inyección, y un conjunto de placa intermedia corredera portadora de los cuellos de sujeción de las preformas, con disposición de elementos para apertura y cierre de las correderas y poseyendo un sistema de guías verticales con respecto a las placas de inyección y de punzones dotadas de guías para la salida de las preformas, en cuyos extremos quedan dispuestos sendos elementos de estrella giratoria u otro sistema de descarga para la salida de las preformas.
MAQUINA PARA EL SOPLADO DE RECIPIENTES QUE COMPRENDEN MEDIOS DE ORIENTACION DE LAS PREFORMAS EN EL MOLDE DE SOPLADO.
(16/05/2004) Máquina para el soplado de recipientes termoplásticos, del tipo que comprende al menos un puesto para el soplado , que comprende un molde para el soplado , en el que se ha practicado una cavidad con la forma final del recipiente a ser producido, del tipo en el que la preforma , realizada previamente por moldeo mediante inyección, se inserta en la cavidad de tal manera que únicamente una extremidad superior abierta de la preforma, a su cuello , sobresalga al exterior del molde , del tipo en el que el puesto para el soplado comprende una tubería para el soplado que es conducido axialmente con relación a la extremidad abierta de la preforma para inyectar en la misma aire bajo presión con vistas al moldeo de la preforma hasta la forma final del recipiente, máquina para el soplado en la que el puesto para…
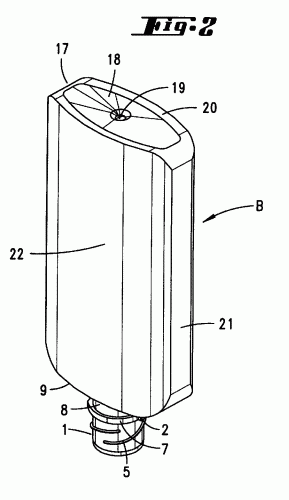
RECIPIENTE Y PROCEDIMIENTO PARA SU FABRICACION.
(01/01/2004). Ver ilustración. Solicitante/s: BEIERSDORF AKTIENGESELLSCHAFT. Inventor/es: TIEKENHEINRICH, HARTMUT, BRAUN, CLAUS-DIETER.
UN RECIPIENTE FABRICADO SEGUN EL PROCEDIMIENTO DE MOLDEO POR INYECCION Y SOPLADO EN DOS ETAPAS, PRINCIPALMENTE EN FORMA DE BOTELLA (B), SE CARACTERIZA POR TENER COMO MINIMO UN SALIENTE QUE SIRVE PARA SU COLOCACION EN EL MOLDE DE SOPLADO, Y QUE SOBRESALE RADIALMENTE EN LA ZONA DEL CUELLO DEL RECIPIENTE (B).
PROCESO DE MOLDEO POR SOPLADO E INYECCION ORIENTADA DE BOTELLAS DE PLASTICO.
(16/11/2003) ESTA INVENCION SE RELACIONA CON UN BOTELLA CON UN OIDO OBTENIDA POR UN MOLDEO POR SOPLADO DE ORIENTACION, EN LA QUE UNA PORCION DE MONTAJE COLOCADA A UNA ALTURA PREDETERMINADA QUE TIENE UNA GRAN DIAMETRO Y CUYA PORCION SUPERIOR SE COMPONE DE UNA PARED EXTERIOR EN FORMA DE UN REBORDE MOLDEADO POR INYECCION Y UNA PARED INTERIOR ORIENTADA DENTRO DE LA MISMA Y COLOCADA EN CONTACTO INTIMO CON LA MISMA. LA PORCION DE MONTAJE TIENE UN ANCHO PREDETERMINADO EN LA PERIFERIA EXTERIOR DE LA MISMA, ESTA FORMADA POR DEBAJO DE UNA PORCION DE BOCA DE UNA BOTELLA POR UN MOLDEO DE SOPLADO DE ORIENTACION DE INYECCION, UN BORDE SUPERIOR DE LA RANURA DE MONTAJE ESTA FORMADO PARA TENER UN BORDE QUE…
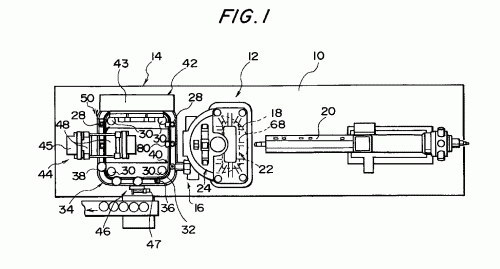
SISTEMA DE PROCEDIMIENTO DE MOLDEO POR INYECCION Y SOPLADO.
(01/07/2003) SISTEMA DE MOLDEO DE SOPLADO POR INYECCION QUE INCLUYE UNA ESTACION DE MOLDEO POR INYECCION 22, UNA PRIMERA SECCION DE ALIMENTACION 24, UNA ESTACION DE REFRIGERACION 26, UNA ESTACION DE CALENTAMIENTO 30, UNA SEGUNDA SECCION DE ALIMENTACION 32 Y VARIAS ESTACIONES DE MOLDEO DE SOPLADO 34. LA ESTACION DE MOLDEO POR INYECCION 22 ESTA DISEÑADA PARA LA INYECCION SIMULTANEA DE LAS M FILAS DEL MOLDE DE N PREFORMAS 36 DISPUESTAS EN UNA SEGUNDA DIRECCION B PERPENDICULAR A UNA PRIMERA DIRECCION A EN LA CUAL SE MUEVEN LAS PREFORMAS 36. LA PRIMERA SECCION DE ALIMENTACION 24 ESTA DISEÑADA PARA EXTRAER LAS M FILAS DE PREFORMAS 36 MOLDEADAS POR INYECCION POR LA ESTACION DE MOLDEO POR INYECCION 22 MEDIANTE…
APARATO PARA TRASLADAR RECIPIENTES DE MATERIAL TERMOPLASTICO CON UNA ORIENTACION PREFIJABLE.
(16/05/2003) Bloque recogedor para transportar cuerpos huecos de material plástico, que pueden consistir en recipientes moldeados por soplado o en preformas a moldear por soplado y convertirlas en recipientes acabados, y trasladarlos hacia un medio recogedor o líneas de recogida en las que dichos recipientes o preformas se procesan o utilizan, comprendiendo dicho bloque recogedor al menos - un estátor de forma anular, que está provisto de un eje central (O) y está adaptado para acoplarse con el medio impulsor preferiblemente de tipo cargador, depósito alimentador o cinta capaz de transportar dichos cuerpos huecos de manera ordenada y secuencial hasta las siguientes estaciones…
METODO DE MOLDEO POR SOPLADO Y EXTRACION POR INYECCION DE PRODUCTOS MOLDEADOS POR SOPLADO.
(16/05/2003). Ver ilustración. Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: YAMAGUCHI, HISAO.
UN METODO PARA FABRICAR PRODUCTOS MOLDEADOS POR SOPLADO, TALES COMO UN GLOBO DE ALUMBRADO Y UN RECIPIENTE DE ENVASE DE UNA RESINA SINTETICA, TAL COMO TERAFTALATO Y POLICARBONATO DE POLIETILENO, MEDIANTE LA EXTRACCION Y MOLDEO POR SOPLADO DE UNA PREFORMA MOLDEADA POR INYECCION. SE ESTABLECE UNA PUERTA FORMANDO UN DEPOSITO DE RESINA DEL DIAMETRO EXTERIOR REQUERIDO, DE FORMA ANULAR, EN UNA PARTE DE SEPARACION ENTRE UN MOLDE HUECO QUE DEFINE UN HUECO Y UN MOLDE DE CUELLO , CUYA PUERTA SE COMUNICA CON UN CONDUCTO DE INYECCION PRACTICADO EN LA PARTE DE SEPARACION. ESTO FACILITA QUE SE EFECTUE LA INYECCION DE LA RESINA FUNDIDA DESDE EL DEPOSITO DE RESINA A LA CAVIDAD . UNA PREFORMA MOLDEADA POR INYECCION QUE NO TIENE MARCA DE PUERTA EN LA SUPERFICIE EXTERIOR DE SU FONDO SE SOMETE A EXTRACCION Y MOLDEO POR SOPLADO PARA OBTENER UN PRODUCTO MOLDEADO POR SOPLADO, TAL COMO UN GLOBO DE ALUMBRADO SIN ABERTURA DE ENTRADA.
CUERPOS DE TUBO DE PLASTICO Y SU PROCEDIMIENTO DE FABRICACION.
(16/01/2003). Ver ilustración. Solicitante/s: KUHN, HANS. Inventor/es: KUHN, HANS.
LA PRESENTE INVENCION SE COMPONE DE UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PARTE PREMOLDEADA DE TUBO EN PROCESO DE MOLDEO DE INYECCION. EL INVENTOR DE LA PRESENTE INVENCION HA ENCONTRADO QUE EN LA ELABORACION DE PARTES PREMOLDEADAS DE TUBO EN PROCEDIMIENTOS DE MOLDEO DE INYECCION, PUEDEN SER CONFIGURADAS BIEN EN UNA CAPA O MULTIPLES CAPAS, Y DE FORMA QUE EL ESTIRAMIENTO QUE TIENE LUGAR A CONTINUACION ES OBTENIBLE ESPECIALMENTE A TRAVES DE CALENTAMIENTO DE LA PARTE PREMOLDEADA Y EXPANSION BIAXIAL A TRAVES DE AIRE A PRESION PARA LA OBTENCION DE UN TUBO, CUYO APOYO DE TUBO TIENE LA RESISTENCIA NECESARIA PARA UNA ROSCA TECNICA, Y CUYA SUPERFICIE DE CUBIERTA MUESTRA ENTRE OTRAS COSAS LA DUCTILIDAD DESEADA PARA UN TUBO.
APARATO DE MOLDEO POR SOPLADO.
(01/01/2003) UN APARATO DE MOLDEO POR SOPLADO COMPRENDE MIEMBROS DE SOPORTE PARA SOPORTAR PRE-MOLDES O RECIPIENTES APOYADOS EN EL MISMO, Y UNA CADENA DE SOPORTE PARA RECIBIR LOS MIEMBROS DE SOPORTE, DE FORMA CIRCULAR E INTERMITENTE A LO LARGO DE UN RECORRIDO DE SOPORTE. DICHO APARATO INCLUYE UNA SECCION DE RECEPCION QUE RECIBE LOS PRE-MOLDES QUE SE ALIMENTAN DESDE EL EXTERIOR Y HACER QUE ESTOS PRE-MOLDES VAYAN APOYADOS SOBRE LOS CITADOS MIEMBROS DE SOPORTE, UNA SECCION DE CALENTAMIENTO PARA CALENTAR LOS PRE-MOLDES SOBRE LOS MIEMBROS DE SOPORTE, UNA SECCION DE MOLDEO POR SOPLADO PARA MOLDEAR POR SOPLADO AL MENOS UN PRE-MOLDE CALENTADO EN DICHA SECCION DE CALENTAMIENTO EN AL MENOS UN RECIPIENTE, Y UNA…
Aparato de moldeo estirado soplado.
(16/12/2002) Un aparato de moldeo por estirado soplado, que comprende: un recorrido de transporte para llevar de forma intermitente una preforma que tiene un gollete y un cuerpo cilíndrico ; unos medios de giro para hacer girar la mencionada preforma alrededor de su eje longitudinal cuando la preforma es transportada a lo largo de un recorrido dado del mencionado recorrido de transporte; unos medios calefactores para calentar el mencionado cuerpo cilíndrico de la preforma cuando la preforma se hace girar; y una sección de moldeo por soplado para el moldeo por estirado soplado del mencionado cuerpo cilíndrico de la preforma en forma de un recipiente una vez que la preforma ha pasado a través del mencionado medio calefactor;…
Aparato de moldeo por inyección estirado soplado.
(16/12/2002) Un aparato de moldeo por inyección estirado soplado, que comprende: Una estación de moldeo por inyección , que incluye dos moldes núcleo de inyección para moldear preformas por inyección simultáneamente, teniendo cada una un gollete , un cuerpo cilíndrico y un asa que se forma adyacente al límite entre el mencionado gollete y el mencionado cuerpo cilíndrico; y una estación de moldeo por soplado para moldear las preformas por estirado soplado en forma de recipientes; caracterizado porque la mencionada estación de moldeo por inyección incluye: un órgano giratorio que gira alrededor de un árbol giratorio, que soporta los mencionados dos moldes núcleo de inyección en posiciones enfrentadas unas a otras con el mencionado…
APARATO DE MOLDEO POR ESTIRADO-SOPLADO Y APARATO DE MOLDEO POR INYECCION ESTIRADO-SOPLADO.
(01/10/2002). Ver ilustración. Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: OGIHARA, SHUICHI, FUKUNISHI, YOSHIHIRO.
UN APARATO DE MOLDEO POR SOPLADO CON ESTIRADO QUE TIENE UNA SECCION DE CALENTAMIENTO Y UNA SECCION DE MOLDEO POR SOPLADO , DISPUESTAS A LO LARGO DE UNA RUTA DE TRANSPORTE UTILIZADA PARA TRANSPORTAR PREFORMAS CADA UNA DE LAS CUALES TIENE UN MANGO DE FORMA INTERMITENTE. UNA CADENA Y UNAS RUEDAS DENTADAS HACEN ROTAR A LAS PREFORMAS ALREDEDOR DE SUS EJES CUANDO SON TRANSPORTADAS A ALA SECCION DE CALENTAMIENTO. HAY UNA SECCION DE ESPERA COLOCADA ENTRE LA SECCION DE CALENTAMIENTO Y LA SECCION DE MOLDEO POR SOPLADO . LA SECCION DE ESPERA COMPRENDE UNAS PLACAS DE GUIA QUE ACTUAN A MODO DE ELEMENTOS DE POSICIONAMIENTO PARA COLOCAR LOS MANGOS QUE SE EXTIENDEN DE LAS PREFORMAS RESPECTIVAS EN UNA DIRECCION DADA. DE ESTE MODO SE PUEDEN ORIENTAR TODOS LOS MANGOS EN LA DIRECCION EN QUE SON TRANSPORTADAS LAS PREFORMAS . ESTO IMPIDE TAMBIEN QUE LOS MANGOS QUEDEN ATRAPADOS EN UN MOLDE DE LA CAVIDAD DE SOPLADO.
MAQUINA DE INYECCION DE TERMOPLASTICOS PERFECCIONADA PARA LA INYECCION DE AIRE EN LA FABRICACION DE SUELAS PARA CALZADO.
(16/01/2000) 1. MAQUINA DE INYECCION DE TERMOPLASTICOS PERFECCIONADA, PARA LA INYECCION DE AIRE EN LA FABRICACION DE SUELAS PAR CALZADO, QUE PUDIENDO SER DE LAS DE TIPO SIMPLE DE UN SOLO MOLDE POR BOQUILLA O DE LAS ROTATIVAS DE VARIOS MOLDES EN UNA RUEDA CIRCULAR GIRATORIA POR BOQUILLA Y QUE ESTA MODIFICADA PARA LA INTRODUCCION DE AIRE A PRESION DENTRO DE LOS MOLDES, ESENCIALMENTE SE CARACTERIZA POR LLEVAR ACOPLADO UN SISTEMA QUE PERMITE LA INTRODUCCION DE AIRE EN LOS MOLDES FORMADO POR UN CIRCUITO COMPUESTO DE UN COMPRESOR CONECTADO A UN CALDERIN ACUMULADOR Y DE AQUI PASA A UNA UNIDAD DE MANTENIMIENTO , SIENDO CONDUCIDO EL AIRE POR TUBOS A UNA ELECTROVALVULA QUE CONTROLA UN CILINDRO NEUMATICO CON EMBOLO MAGNETICO QUE REALIZA EL ACOPLAMIENTO HERMETICO DE LA BOQUILLA DE INTRODUCCION DE AIRE SOBRE EL MOLDE …
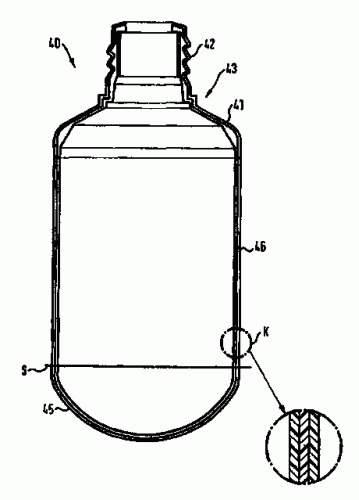
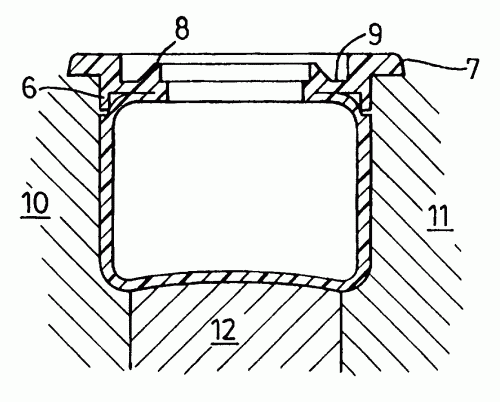
MEJORAS RELATIVAS A RECEPTACULOS.
(16/09/1999). Ver ilustración. Solicitante/s: BRITTON, CHARLES JONATHAN. Inventor/es: BRITTON, CHARLES JONATHAN.
UN RECEPTACULO FORMADO EN DOS ETAPAS A PARTIR DE UN MATERIAL TERMOPLASTICO. EN LA PRIMERA ETAPA SE MOLDEA POR INYECCION UNA PREFORMA , LIBERANDO FACILMENTE LAS PIEZAS DEL MOLDE UN CUERPO TUBULAR CON UN EXTREMO CERRADO Y UN REBORDE QUE SE PROYECTA HACIA AFUERA EN EL EXTREMO ABIERTO. EN LA SEGUNDA ETAPA SE MOLDEA POR SOPLADO LA PREFORMA TODAVIA CALIENTE , PUDIENDOSE LLEVAR A CABO ANTES UN ESTIRADO MECANICO, CON LA AGUJA DE SOPLADO ASENTADA EN EL EXTREMO ABIERTO DEL CUERPO Y LA PREFORMA SUJETA POR LA PARTE EXTERIOR DE SU REBORDE. LA PARED DEL CUERPO SE EXPANDE Y JUSTO POR DEBAJO DEL EXTREMO ABIERTO SE ESTIRA HACIA AFUERA PARA QUE SE FUNDA CON LA PARTE DE ABAJO DE LA PARTE INTERIOR DEL REBORDE. EL RECEPTACULO RESULTANTE TIENE ASI UNA BOCA DEFINIDA POR UN LABIO ENTRANTE. PUEDE SER DEL TIPO BOTE DE PINTURA, CON UNA RANURA PROFUNDA ALREDEDOR DE LA BOCA.
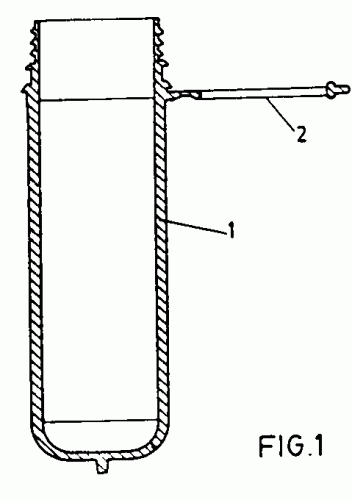
PREFORMA CON ASA INTEGRADA PARA ENVASES OBTENIDOS POR INYECCION SOPLADO O POR INYECCION Y SOPLADO BIORIENTADO.
(16/05/1999). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
CONSISTE EN UNA PREFORMA, DE LAS CONFORMADAS POR INYECCION EN MATERIAL PLASTICO O MATERIAL SIMILAR TRANSFORMABLE QUE TRAS SU EXPANSION POR SOPLADO CONFIGURAN UN ENVASE, Y QUE PRESENTA COMO PARTICULARIDAD LA INTEGRACION DEL ASA DEL ENVASE EN EL PROPIO CUERPO DE LA PREFORMA CONSTITUYENDO UN UNICO CONJUNTO DE UN MISMO MATERIAL, FACILITANTO EL PROCESO DE OBTENCION DEL ENVASE Y DE SU POSTERIOR RECICLADO. FIGURA 1.
MAQUINA DE MOLDEO POR INYECCION.
(16/04/1999) LA INVENCION SE REFIERE A UNA MAQUINA DE MOLDEO POR INYECCION CON UNA HERRAMIENTA DE MOLDEO POR INYECCION QUE COMPRENDE AL MENOS UN MOLDE MACHO Y UN MOLDE HEMBRA. INMEDIATAMENTE AL LADO DE LA HERRAMIENTA DE MOLDEO POR INYECCION SE SITUA UNA HERRAMIENTA DE MOLDEO POR SOPLADO . ENTRE LA HERRAMIENTA DE MOLDEO POR INYECCION Y LA HERRAMIENTA DE MOLDEO POR SOPLADO SE SITUA UN ELEMENTO DE AGARRE PARA TRANSFERENCIA QUE TRANSFIERE UNA PREFORMA DE LA HERRAMIENTA DE MOLDEO POR INYECCION A LA HERRAMIENTA DE MOLDEO POR SOPLADO . EL ELEMENTO DE AGARRE PARA TRANSFERENCIA ESTA SINCRONIZADO EN SU MOVIMIENTO CON LOS MOVIMIENTOS DE APERTURA Y CIERRE DE LA HERRAMIENTA DE MOLDEO POR INYECCION Y LA HERRAMIENTA DE MOLDEO POR SOPLADO , DE TAL FORMA QUE EL ELEMENTO DE AGARRE PARA TRANSFERENCIA ENTRA EN LA…
MAQUINA PARA MOLDEO DE HORNADA DILATADA POR INYECCION.
(16/11/1998) UNA MAQUINA CON DOS PUESTOS FORMA UN PARISON A PARTIR DE UNA RESINA DE PLASTICO Y A CONTINUACION DILATA LA HORNADA EN UN PRODUCTO MOLDEADO HUECO. LA MAQUINA TIENE UN PUESTO DE PREFORMA PARA FORMAR UN PARISON Y UN PUESTO PARA MOLDEO DE HORNADA PARA DILATAR E INFLAR EL PARISON EN EL OBJETO HUECO MOLDEADO Y SACANDO ENTONCES EL PRODUCTO MOLDEADO EN HUECO DE LA MAQUINA. EL PUESTO PARA PREFORMA Y EL PUESTO PARA MOLDEO DE HORNADA ESTAN DISPUESTOS EN POSICIONES DIAMETRALMENTE OPUESTAS EN LA CIRCUNFERENCIA DE UN CIRCULO. UNA PORCION DE TRANSFERENCIA TIENE UNA CABEZA DE TRANSFERENCIA GIRATORIA ALREDEDOR DE UN EJE QUE SE EXTIENDE DESDE EL CENTRO DEL CIRCULO Y TIENE UNA PAREJA DE IDENTICAS ESTACIONES DE TRANSFERENCIA UBICADAS EN LUGARES DIAMETRALMENTE OPUESTOS RESPECTO AL EJE. UN INDEXADOR GIRA LA CABEZA DE TRANSFERENCIA ENTRE DOS POSICIONES…
RESORTES DE COMPRESION ELASTOMERICOS ANTI-GOLPES, ANTIVIBRACIONES Y SIMILARES.
(16/04/1998). Solicitante/s: MINER ENTERPRISES INC. Inventor/es: WYDRA, NEAL, E., GEICK, DAVID, W.
UN RESORTE DE COMPRESION, EN FORMA DE FUELLE, QUE TIENE UNA RELACION DE RESORTE VARIABLE DE UN ELASTOMERO, QUE TIENE CARACTERISTICAS DE TRACCION TALES QUE LE PROPORCION DE RESISTENCIA PLASTICA A RESISTENCIA ELASTICA ES MAYOR DE 1'5 A 1, ESTANDO EL CITADO RESORTE PARTICULARMENTE ADAPTADO PARA USO EN CONJUNTOS DE MONTANTES DE PESO LIGERO, AUTOMOVILES DE BAJO PERFIL PARA REDUCIR AL MINIMO EL RUIDO, VIBRACION Y FUERZAS DE IMPACTO, QUE DE OTRA MANERA SE TRANSMITIRIAN DESDE LA RUEDA AL CUERPO DEL VEHICULO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}