CIP-2021 : B23B 1/00 : Métodos de torneado o métodos de trabajo que implican la utilización de tornos;
Utilización de equipos auxiliares en relación con estos métodos.
CIP-2021 › B › B23 › B23B › B23B 1/00[m] › Métodos de torneado o métodos de trabajo que implican la utilización de tornos; Utilización de equipos auxiliares en relación con estos métodos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23B 1/00 hasta B23B 15/00: Torneado
CIP2021: Invenciones publicadas en esta sección.
Sistema de herramientas y procedimiento de torneado.
(29/07/2020) Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un primer extremo para la conexión a una máquina de procesamiento y un segundo extremo con una cara frontal, en la que se forma un asiento para un inserto de corte intercambiable,
y un inserto de corte intercambiable sujeto de manera fija en rotación al asiento ,
en donde el inserto de corte presenta un lado inferior diseñado como superficie de contacto, un lado superior diseñado como una cara de desprendimiento y una superficie lateral circunferencial diseñada como una superficie libre y, en una transición desde el lado superior a la superficie lateral circunferencial, se forma un filo ,
en donde…
Dispositivo y procedimiento para la sujeción de una pieza de trabajo montada de manera giratoria.
(10/06/2020) Dispositivo de sujeción para la sujeción de una pieza de trabajo que puede girar alrededor de un eje de giro y presenta una base (2a) y una cabeza (2b) con una espiga particularmente cilíndrica,
con un primer medio de sujeción central montado de manera giratoria alrededor del eje de giro para sujetar la base (2a) de la pieza de trabajo ,
con un accionamiento de giro para girar el primer medio de sujeción alrededor del eje de giro ,
con un segundo medio de sujeción central para el apoyo giratorio de la espiga de la pieza de trabajo alrededor del eje de giro , presentando el segundo medio de sujeción varias mordazas de sujeción , cuyas superficies de sujeción están formadas respectivamente…
Dispositivo de control para máquina herramienta y máquina herramienta provista de dicho dispositivo de control.
(27/05/2020) Un dispositivo de control (C) para una máquina herramienta provisto en una máquina herramienta que tiene una herramienta de corte para cortar una pieza de trabajo (W), medios rotatorios para hacer rotar relativamente la herramienta de corte y la pieza de trabajo (W), medios de alimentación para alimentar la herramienta de corte y la pieza de trabajo (W) en una dirección de alimentación predeterminada, y medios de vibración para hacer vibrar relativa y recíprocamente la herramienta de corte y la pieza de trabajo (W) a lo largo de la dirección de alimentación,
comprendiendo el dispositivo de control (C) una sección de control (C1) para hacer que la máquina herramienta mecanice la pieza de trabajo (W) mediante la rotación relativa…
Máquina y método de procesamiento de superficies herméticas.
(22/04/2020) Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo principal de válvula en un dispositivo de válvula , dispositivo de válvula que incluye
el cuerpo principal de válvula que está provisto de un canal de flujo (110a) de un fluido,
una unidad de accionamiento de válvula que está configurada para abrir y cerrar el canal de flujo (110a) mediante un cuerpo de válvula que está insertado en el canal de flujo (110a) desde una abertura del cuerpo principal de la válvula y
una placa de unión que cierra la abertura fijándose al cuerpo principal de válvula a través del miembro hermético ,
comprendiendo la máquina de procesamiento de superficies herméticas (1; 1A;…
Aparato de control numérico.
(11/09/2019) Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación con el otro a lo largo de un trayecto de movimiento mientras se aplica vibración, mediante el uso de ejes de transmisión provistos para la herramienta o el obje- to de mecanizado , comprendiendo el dispositivo :
una unidad de almacenamiento adaptada para almacenar datos que especifican una región de frecuencia no válida , siendo la región frecuencia no válida una banda de frecuencia de vibración que debe ser evitada; y
una unidad de determinación de la condición de vibración adaptada para obtener una velocidad de rotación dada de un árbol principal para rotar el objeto de mecanizado , un…
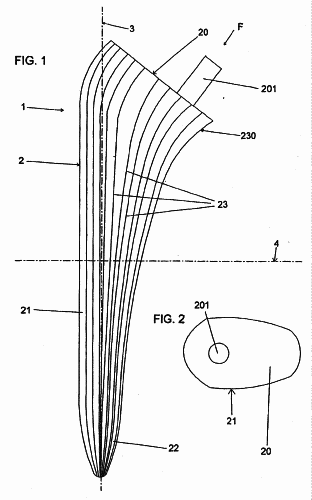
Método para el trabajo en la superficie de un producto cosmético.
(14/02/2019). Solicitante/s: CHROMAVIS S.P.A. Inventor/es: LARCERI,NICOLÒ, MORONI,FABIO.
Un método de trabajo en la superficie de un producto de maquillaje cosmético que comprende la etapa de colocar el producto de maquillaje cosmético en rotación alrededor de un eje de simetría (A) y, simultáneamente, mover una herramienta de corte sobre la superficie del producto de maquillaje cosmético en una trayectoria que se encuentra en un plano (P) que contiene el eje de simetría (A) para eliminar al menos una parte de dicha superficie, dando así a la superficie una forma predeterminada, caracterizado porque el producto de maquillaje se trabaja a través de un torneado de manera que el producto de maquillaje se coloca en rotación sobre una primera base giratoria y la trayectoria de la herramienta de corte es radial con respecto al producto de maquillaje cosmético y con respecto a la primera base giratoria.
PDF original: ES-2700116_T3.pdf
Método de corte de cara circunferencial interior o cara circunferencial exterior de pieza.
(18/10/2018) Un método de corte de una cara circunferencial interior o una cara circunferencial exterior de una pieza usando una herramienta de corte que sobresale de un eje principal que gira alrededor de una posición predeterminada que sirve como un centro y cuyo radio de giro puede ajustarse, incluyendo el paso de: en el caso en el que una velocidad de rotación angular del eje principal se representa como ω1, una distancia desde un centro de giro a una punta de la herramienta de corte se representa como R, y una velocidad de corte de la punta de la herramienta de corte se pone a un valor constante C, la velocidad de corte de la herramienta de corte se hace constante realizando control de modo que ω1 cambie en asociación con un cambio en la distancia…
Dispositivo de comprobación de interferencias, procedimiento de comprobación de interferencias, y máquina herramienta que tiene el dispositivo de comprobación de interferencias.
(04/05/2016) Procedimiento de comprobación de interferencias en un aparato, estando provisto el aparato de una pluralidad de cuerpos amovibles que pueden moverse en una dirección predeterminada, medios de movimiento para mover la citada pluralidad de cuerpos amovibles, y otros medios de movimiento para mover al menos uno de los citados cuerpos amovibles en la misma dirección de línea axial que uno de los medios de movimiento, y se realiza una comprobación de interferencias cuando el citado al menos uno de los citados cuerpos amovibles se mueve, que comprende las etapas de:
designar un cuerpo en movimiento que tiene una posibilidad de ser interferido, e introducir los ejes de movimiento del citado cuerpo en movimiento;
…
MECANIZADO DE PIEZAS CON UNA SOLA OPERACIÓN DE SUJECIÓN.
(23/12/2011) Porta-piezas para mantener una pieza en bruto en posición durante un mecanizado en una máquinaherramienta y bajo el control de un programa de control a fin de producir una pieza deseada, con la pieza en bruto comprendiendo una parte útil , que es la parte destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante destinada a no formar parte de la pieza deseada, comprendiendo el porta-piezas unos medios de montaje y posicionamiento de la pieza en bruto , de manera que uno de los medios de montaje y posicionamiento, denominado primer elemento , está dispuesto para mantener en posición la parte útil de la pieza en bruto , otro de los medios de montaje y…
PROCEDIMIENTO DE FABRICACION DE REFUERZO DE RODAMIENTO EN ALOJAMIENTO DE METAL LIGERO.
(01/05/2007). Solicitante/s: SAAB AB. Inventor/es: STRAND, KENT, KARLSSON, SVEN- KE, EKBLAD, STEFAN.
Un procedimiento para fabricar insertos (5, 5a, 5b) para asientos de rodamiento para ejes montados en rodamientos en un alojamiento de metal ligero fundido , que se caracteriza porque - se forma una palanquilla de un material MMC que contiene 10-70% de material cerámico en volumen en forma de partículas o fibras en una barra cuyo perfil transversal coincide esencialmente con todo el perfil transversal del inserto o coincide con el perfil transversal de una sección (5a, 5b) del inserto, - se obtienen insertos distintos (5, 5a, 5b) mediante corte transversal de la barra por medio del corte con mecanizado de alta velocidad, durante el cual las fuerzas de corte en el borde del corte disminuyen con la velocidad de corte creciente, tras lo cual las piezas de corte transversal de la barra constituyen todo o partes de un inserto (5, 5a, 5b).
PROCEDIMIENTO PARA FORMAR UN DENTADO SOBRE UNA SUPERFICIE.
(01/09/2006). Ver ilustración. Solicitante/s: SFERIC SARL. Inventor/es: GRIMARD, JEAN-CHRISTOPHE, COUSIN, THIERRY.
Procedimiento de mecanizado para obtener un dentado en la superficie de una configuración cualquiera mediante una herramienta equipada con un cabezal siguiendo al menos una curva geométrica en forma de hélice trazada sobre el recubrimiento de dicha configuración, caracterizado porque comprende las siguientes etapas: - trazar la normal a la superficie en una pluralidad de puntos tomados a lo largo de la hélice ; - hacer que el cabezal de la herramienta siga la hélice, orientando el cabezal de forma que siga la orientación de las normales determinadas.
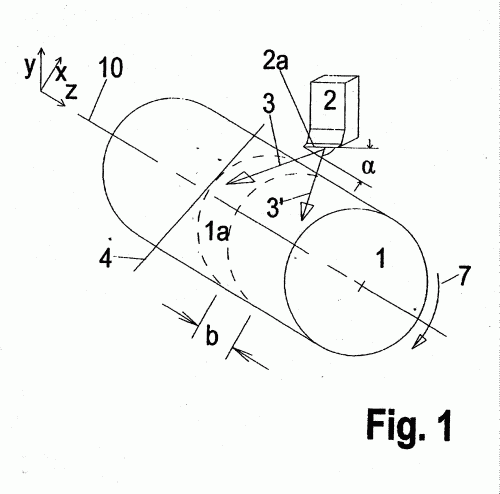
PROCEDIMIENTO PARA EL MECANIZADO CON ARRANQUE DE VIRUTA SIN RAYADURA DE SUPERFICIES SIMETRICAS DE ROTACION.
(16/06/2006) Procedimiento para el mecanizado con arranque de viruta de superficies simétricas de rotación (1a) de una pieza en rotación , donde - por lo menos una cuchilla (2a) dispuesta inclinada respecto del eje de rotación de la pieza es conducida en un movimiento de avance (3, 3) de manera de estar en contacto a lo largo de una pieza en rotación , - donde los parámetros de mecanizado, en particular el avance (f) tiene lugar en la dirección de avance , y la posición inclinada () de la cuchilla (2a) respecto de la dirección longitudinal (Z) del eje de rotación , son elegidos de manera que el estriado que se produce sobre la superficie a mecanizado (1a) se convierte en mínimo respecto del paso de estría (s) y/o la profundidad de la estría (t), y - el movimiento de avance (3, 3) comprende un movimiento axial (3z, 3z),…
DISPOSITIVO DE CALENTAMIENTO POR INDUCCION DE UN PORTAHERRAMIENTAS.
(16/10/2005) Dispositivo para el calentamiento por inducción de un tramo de vaina de un portaherramientas que tiene un orificio de alojamiento central para el mango de una herramienta rotativa, que sujeta el mango de la herramienta introducido dentro del orificio de alojamiento con un ajuste de interferencia, y lo deja libre al calentarse, que comprende - una bobina de inducción que rodea en forma anular y con separación radial el tramo de vaina del portaherramientas para su calentamiento, - un generador que alimenta la bobina de inducción con corriente eléctrica con una amplitud que varía periódicamente, y - un elemento anular que rodea el mango de la herramienta cerca del extremo del tramo de vaina del portaherramientas próximo a la herramienta, de un material magnetizable que concentra el flujo magnético,…
MAQUINA DE MECANIZACION MULTIHUSILLO DE CONTROL NUMERICO Y PROCEDIMIENTO DE MECANIZACION ADAPTADO.
(01/12/2004) PROCEDIMIENTO DE MECANIZADO DE PIEZAS EN UNA TORRE MULTIHUSILLOS CON CONTROL DIGITAL , EN EL QUE AL MENOS CIERTOS DESPLAZAMIENTOS DE EJES ESTAN CONTROLADOS POR UN CONTROL DIGITAL . LAS FUNCIONES INDEPENDIENTES DE LAS PIEZAS QUE HAY QUE MECANIZAR ESTAN CONTROLADAS MEDIANTE UN ARBOL DE LEVAS CUYA ROTACION ESTA CONTROLADO POR EL CONTROL DIGITAL. EL CICLO DE MECANIZADO DE CADA PIEZA COMPRENDE ENTONCES UN INTERVALO NO PRODUCTIVO (A) DURANTE EL CUAL LA PIEZA NO ES MECANIZADA, Y UN INTERVALO DE MECANIZADO (B) DURANTE EL CUAL LA PIEZA ES MECANIZADA. LOS DESPLAZAMIENTOS DE EJES DURANTE EL INTERVALO DE MECANIZADO SON CONTROLADOS DIRECTAMENTE POR EL CONTROL DIGITAL . POR EL CONTRARIO, EL DESPLAZAMIENTO DE LOS OTROS ORGANOS DURANTE EL INTERVALO NO PRODUCTIVO ESTA CONTROLADO MEDIANTE…
PROCEDIMIENTO PARA EL MECANIZADO SIN RAYAS POR ARRANQUE DE VIRUTAS DE SUPERFICIES SIMETRICAS AL GIRO.
(01/04/2004). Ver ilustración. Solicitante/s: BOEHRINGER WERKZEUGMASCHINEN GMBH. Inventor/es: SCHREIBER, LEO, TROTT, KLAUS.
Procedimiento para el mecanizado con arranque de viruta de superficies simétricas al giro (1a) en una pieza rotativa , caracterizado por el hecho de que se realiza un corte (2a) torcido con respecto al eje de rotación de 5 la pieza , en un movimiento de avance lineal (3, 3) transversal al eje de rotación , que contacta a lo largo de la pieza giratoria , de manera que los parámetros de mecanizado, en particular el avance espacial (fr) y el ángulo de inclinación (a) del filo cortante, se eligen de tal modo que la raya que aparece en la superficie mecanizada (1a) resulta mínima con respecto al paso de raya (s) y/o la profundidad de raya (t), de modo especial la profundidad de raya (t).
PROCESO DE TORNEADO DURO.
(01/04/2004). Solicitante/s: UNOVA U.K. LIMITED. Inventor/es: RILEY, MARTIN JOHN, MANLEY, STEPHEN ROBERT.
Proceso de torneado en el que una herramienta de corte ataca la superficie de un componente giratorio, con el fin de cortar una espira de metal (hélice) del mismo, como resultado de la sincronización del movimiento axial relativo de la herramienta y el componente y la rotación de este último, caracterizado porque por lo menos la profundidad del corte realizado por la herramienta y el engrane en el componente son controlados por un ordenador programado para incrementar la profundidad de corte, a ciertos intervalos, durante el proceso de torneado, con el objeto de crear en la superficie torneada una pluralidad de depresiones, que tienen un radio de curvatura en los márgenes, más pequeño que el de la superficie torneada circundante.
PROCEDIMIENTO PARA PERFORAR AL MENOS DOS ORIFICIOS EN UN CICLO DE DOS ETAPAS.
(16/09/2003). Solicitante/s: LEMFOERDER METALLWAREN AG.. Inventor/es: SCHLEICHER, ANDREJ, BRANDT, KARL-PETER.
Procedimiento para perforar al menos dos orificios mediante un dispositivo que presenta al menos una unidad de mecanizado de dos husillos que puede moverse a lo largo de un primer eje (Y) de desplazamiento y una unidad de carro lineal con un dispositivo de sujeción bilateral para dos pieza de fábrica , con lo que la unidad de carro lineal puede moverse a lo largo de un segundo eje (X) de desplazamiento independientemente de la unidad de mecanizado, caracterizado por los siguientes pasos: - aplicación de un primer orificio en una primera pieza de fábrica (primer ciclo), - aplicación, a continuación, de un segundo orificio en la primera pieza de fábrica y, simultáneamente, un primer orificio en una segunda pieza de fábrica (segundo ciclo), - retirada de la primera pieza de fábrica , - carga con una tercera pieza de fábrica , - aplicación de un segundo orificio en la segunda pieza de fábrica y, simultáneamente, un primer orificio en la tercera pieza de fábrica.
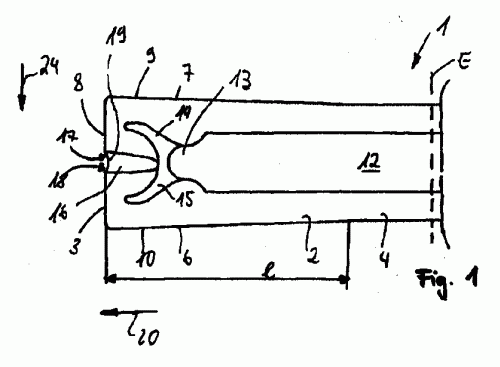
(16/06/2002). Ver ilustración. Solicitante/s: KEMMER HARTMETALLWERKZEUGE GMBH. Inventor/es: KEMMER, KLAUS.
LA INVENCION SE REFIERE A UNA PLACA DE CUCHILLA, ESPECIALMENTE PARA GIRO LONGITUDINAL Y DE PINCHADO, CON UN CORTE PRINCIPAL QUE MUESTRA UN ANGULO LIBRE, QUE SE CONFIGURA A TRAVES DEL CANTO DE CORTE DE UNA SUPERFICIE FRONTAL Y UNA CARA SUPERIOR DE LA PLACA DE CUCHILLA, CON CORTE SECUNDARIO QUE SE CONECTAN A LOS CORTES PRINCIPALES, MOSTRANDO UN ANGULO LIBRE, QUE SE CONFIGURAN RESPECTIVAMENTE A TRAVES DE LA LINEA DE CORTE DE UNA SUPERFICIE LATERAL Y DE LA CARA SUPERIOR, Y CON UN ROMPEDOR DE VIRUTAS PARA LAS VIRUTAS ARRANCADAS POR LA PIEZA DE TRABAJO A PARTIR DE LOS CORTES PRINCIPALES Y CORTES SECUNDARIOS. SE HA PREVISTO, QUE LOS CORTES PRINCIPALES Y LOS CORTES SECUNDARIOS -VISTO EN PLANTA SOBRE LA PLACA DE CUCHILLA - MUESTREN RESPECTIVAMENTE AL MENOS UN CORTE PARCIAL (17,17') DECRECIENTE, EN EL QUE SE CONECTA RESPECTIVAMENTE UN CORTE PARCIAL (18,18') CRECIENTE.
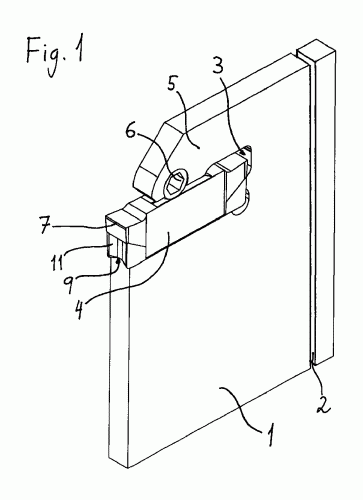
DISPOSITIVO DE SUJECION PARA UN INSERTO DE CORTE.
(01/01/2001). Ver ilustración. Solicitante/s: SANDVIK AKTIEBOLAG. Inventor/es: BRASK, KARL-GORAN, HANSSON, PER.
SE PRESENTA UN DISPOSITIVO PARA SUJETAR UN INSERTO CORTANTE EN UN PORTACUCHILLAS , EN PARTICULAR INSERTOS PARA TORNEADO DE RANURAS Y PARA TRONZADO , QUE ESTAN LIMITADOS A LO LARGO DE SUS LADOS SUPERIORES MEDIANTE UNA MORDAZA . EN EL LADO SUPERIOR DE LA MORDAZA SE DISPONE UN HUECO PARA RECIBIR UN RODILLO TENSOR DESTINADO A PRESIONAR EL LADO SUPERIOR DEL INSERTO Y SUJETAR ESTE FIRMEMENTE. ESTO POSIBILITA UNA SUJECION EFICAZ SIN NINGUN DESGASTE ENTRE EL DISPOSITIVO DE SUJECION Y EL INSERTO.
HERRAMIENTA DE CORTE CERAMICA CON CONTROL DE VIRUTAS.
(01/08/1999). Solicitante/s: KENNAMETAL INC.. Inventor/es: NIEBAUER, KENNETH, L., BEEGHLY, CRAIG, W., AHUJA, DEEPAK, P., MEHROTRA, PANKAJ, KUMAR.
SE DESCRIBE UNA PIEZA CERAMICA DE CORTE PARA MECANIZADO A ELEVADA VELOCIDAD DE MATERIALES, LA CUAL TIENE UN CHIP DE CONTROL INTEGRADO EN LA SUPERFICIE.
MANUFACTURA DE PALAS PARA COMPRESORES O TURBINAS.
(01/10/1996). Solicitante/s: ALLIEDSIGNAL, INC.. Inventor/es: SANGER, JAMES A., VICKERS, THOMAS E.
UN METODO PARA LA MANUFACTURA Y FIJACION DE PALAS PARA TURBINAS O COMPRESORES COMPRENDE EL SUBMONTAJE DE TODAS LAS PALAS SOBRE EL ROTOR DEL COMPRESOR O LA TURBINA. UNOS ANILLOS DE FIJACION JUNTO CON UNOS MIEMBROS DE EMPUJE RADIAL EN FORMA DE ANILLOS ANULARES SE ASEGURAN A LOS LADOS OPUESTOS DE LAS PALAS PARA POSICIONAR RADIALMENTE ESTAS ULTIMAS EN SU POSICION DE FUNCIONAMIENTO NORMAL MIENTRAS SE MONTAN DE ESTA FORMA EL ROTOR DE LA RUEDA. EN TALES CONDICIONES, TODAS LAS PALAS PUEDEN MANUFACTURARSE SIMULTANEAMENTE DE FORMA QUE LAS PUNTAS EXTERIORES DE LAS MISMAS DESCANSEN SOBRE UN DIAMETRO EXTERIOR VERDADERAMENTE UNIFORME PARA SUMINISTRAR UN HUECO SUBSECUENTEMENTE UNIFORME CON RESPECTO A LA CARCASA QUE LAS RODA CUANDO SE MONTAN EN UN MOTOR DE TURBINA DE GAS PARA SU FUNCIONAMIENTO.
PIEZA HUECA, PROVISTA DE UN TACO AXIAL INTERNO, PARTICULARMENTE PARA GUARNICIONES DE CONDUCTOS DE FRENO Y PROCESO Y MEDIOS PARA FABRICARLO.
(16/08/1994) EL TALADRO HUECO FRONTAL, CON SEPARACION DE TALADROS, DE UNA LONGITUD DE UNA BARRA SOLIDA, SE LLEVA A CABO EN AL MENOS A TODO LO LARGO DE LA LONGITUD DEL TACO EN LA FORMA DE UN ANILLO CIRCULAR (98') CUYO DIAMETRO EXTERNO CORRESPONDE AL DIAMETRO INTERNO (09') DE LA PIEZA HUECA Y CUYO DIAMETRO INTERNO CORRESPONDE AL DIAMETRO EXTERNO DEL TACO . EL EJE DE CORTE FRONTAL (3J, 3'J; 3K 3'K; 3Y 3'Y) Y LAS CUCHILLAS LONGITUDINALES DE LA HERRAMIENTA (4J 4'J;;4K, 4'K; 4Y, 4'Y) SON AL MENOS DOS, PARA SUMINISTRAR MEDIANTE ELLO UN ESPACIO HUECO ANULAR (98') Y MEDIANTE LO CUAL LA SECCION DE CORTE DELIMITADA POR LA CIRCUNFERENCIA INTERIOR Y UTILIZADA PARA SUMINISTRAR EL REFRIGERANTE Y / O EL MEDIO DE EMPUJE , ES IGUAL O MENOR QUE LA SECCION DE CORTE DE DESCARGA (40K, 40K'; 40Y, 40Y') DE LOS EJES…
PROCEDIMIENTO Y APARATO DE MECANIZACION DE UNA PIEZA TUBULAR.
(16/02/1988). Ver ilustración. Solicitante/s: COMPAGNIE EUROPEENNE DU ZIRCONIUM CEZUS. Inventor/es: HORN, LAURENT, HAUTDIDIER, JEROME, SOULET, CHRISTIAN.
EL INVENTO TIENE POR FINALIDAD LA OBTENCION DE UN GROSOR DE PARED SENSIBLEMENTE CONSTANTE EN CUALQUIER SECCION TRANSVERSAL SOBRE PIEZAS TUBULARES CILINDRICAS, FABRICADAS, POR EJEMPLO, POR EXTRUSION Y LAMINADO. A TAL FIN, SE DETERMINA EN EL PROCEDIMIENTO Y APARATO DEL INVENTO, CON AYUDA DE UN DISPOSITIVO APROPIADO, LA POSICION DEL CENTRO DEL CONTORNO INTERIOR DE UNA SECCION TRANSVERSAL DE LA PIEZA TUBULAR, LUEGO SE HACE GIRAR UNO RESPECTO A OTRO UTIL DE MECANIZACION Y LA PIEZA ALREDEDOR DEL EJE DE DICHO CONTORNO INTERIOR Y SE APROXIMA EL UTIL DE MECANIZACION HASTA OBTENER, SOBRE EL CONTORNO DE DICHA SECCION TRANSVERSAL, UN GROSOR DE PARED CONSTANTE IGUAL, A LO SUMO, AL GROSOR MINIMO, Y LUEGO SE REPITEN ESTAS OPERACIONES SOBRE LAS SECCIONES SUCESIVAS DESEADAS DEL TUBO, PARALELAS A LA PRIMERA SECCION.
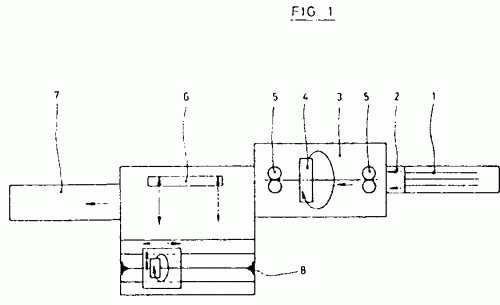
PROCEDIMIENTO DE TORNADO Y TORNO PARA LA PUESTA EN PRACTICA DE ESTE PROCEDIMIENTO.
(01/03/1984). Solicitante/s: MUGUERZA BENGOECHEA,LUIS.
PROCEDIMIENTO DE TORNEADO Y TORNO.CONSISTE EN PONER EN CONTACTO CON LA PIEZA A TORNEAR, AL MENOS DOS HERRAMIENTAS CON IDENTICAS CARACTERISTICAS DE CORTE, Y EN DESPLAZARLAS PARA QUE EFECTUEN EL MISMO TRABAJO, SIMULTANEAMENTE Y EN OPOSICION, SOBRE LA MISMA SUPERFICIE DE LA PIEZA, Y SENSIBLEMENTE EN UNA MISMA ZONA DE ESTA ULTIMA QUE SE EXTIENDE EN LA PROXIMIDAD DE UN PLANO PERPENDICULAR AL EJE DE LA PIEZA Y QUE PASA POR EL EJE DE UNA DE LAS HERRAMIENTAS. EL TORNO COMPRENDE DOS CARROS PORTA-HERRAMIENTAS, Y MEDIOS PARA EMPUJAR AMBOS A LA MISMA VELOCIDAD Y EN EL MISMO SENTIDO Y EN SENTIDOS OPUESTOS.
UN PROCEDIMIENTO PARA LA FABRICACION MECANIZADA DE BUJES PARA VOLANTES MAGNETICOS.
(16/01/1979). Solicitante/s: MOTOPLAT, S.A..
PROCEDIMIENTO PARA LA FABRICACION MECANIZADA DE BUJES PARA VOLANTES MAGNETICOS, QUE PERMITE SU CONSTRUCCION RAPIDA. SE PARTE DE BARRAS CILINDRICAS, DEL DIAMETRO ADECUADO. ESTAS BARRAS SE SOMETEN A DIVERSAS OPERACIONES DE MECANIZADO EN UN TORNO AUTOMATICO PROGRAMADO. OBTENIDA LA PIEZA MECANIZADA, SE EFECTUA EL CORTE DE LA BARRA POR EL FINAL DE DICHA PIEZA, PRODUCIENDOSE EL AVANECE DE LA BARRA PARA PROCEDER A CONSTRUIR OTRA PIEZA. UNA VEZ MECANIZADA LA PIEZA, MEDIANTE UNA ACCION DE PRENSADO EN SU PARTE CILINDRICA DE MAYOR TAMAÑO, SE COMPRIME EL MATERIAL. COMO RESULTADO DEL PRENSADO, QUEDAN UNA SERIE DE PESTAÑAS UNIFORMEMENTE DISTRIBUIDAS Y, DESFASADAS RESPECTO A OTRAS, MAS CORTAS, A DISTINTO NIVEL. SITUADO EL BUJE EN EL MOLDE, ESTAS PESTAÑAS GARANTIZAN LA SOLIDARIDAD DEL BUJE CON EL MATERIAL INYECTADO, AL EFECTUAR LA OPERACION DE INYECCION.
PROCEDIMIENTO PARA ARRANCAR EL METAL SUPERFICIAL DE PIEZAS DE ELABORACION ALARGADAS DE SECCION TRANSVERSAL REPETITIVA.
(16/02/1976). Solicitante/s: LA SALLE STEEL COMPANY.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN FRESADORAS.
(01/05/1975). Solicitante/s: ERCILLA SAGARMINAGA,JUSTO.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}