46 patentes, modelos y diseños de UNOVA U.K. LIMITED
MEJORAS EN, Y RELACIONADAS CON MAQUINAS DE RECTIFICAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: LAYCOCK, MICHAEL. Clasificación: B24B19/12, B24B41/04, B24B27/00.
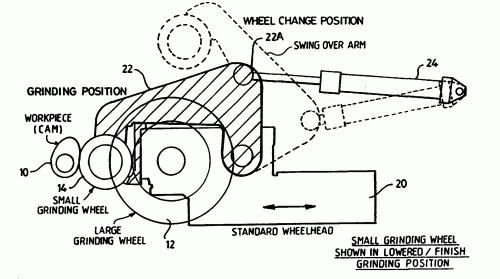
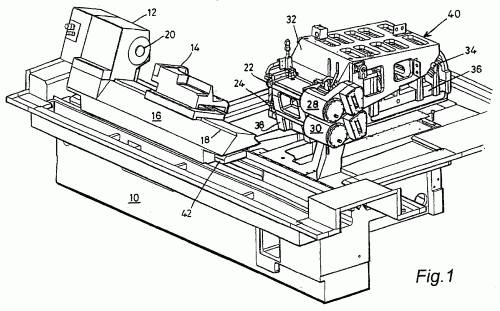
SE PROPORCIONA UNA MAQUINA DE AFILAR EN LA QUE UNA PRIMERA RUEDA DE AFILAR VA MONTADA SOBRE UN CABEZAL DE RUEDA ADAPTADA PARA SER DESPLAZADA HACIA DELANTE Y FUERA DE UNA PIEZA PARA AFILAR LA MISMA, EN DONDE VA MONTADA UNA SEGUNDA RUEDA DE AFILAR EN UN EXTREMO DE UN BRAZO , CUYO OTRO EXTREMO ES MONTADO CENTRALMENTE EN EL CABEZAL DE RUEDA EN TORNO A UN EJE PARALELO AL EJE DE ROTACION DE LA PRIMERA RUEDA DE AFILAR , EN LA QUE LA PRIMERA RUEDA DE AFILAR ES MAYOR QUE LA SEGUNDA RUEDA DE AFILAR , SE PROPORCIONAN MEDIOS PARA PIVOTAR EL BRAZO DESDE UNA POSICION APARCADA SUPERIOR A UNA POSICION DE AFILAR INFERIOR EN LA QUE LA SEGUNDA RUDA DE AFILAR ENGRANA UNA SUPERFICIE PERIFERICA DE LA PIEZA. BRAZOS DE DIFERENTES LONGITUDES PERMITEN UNA VARIACION EN EL POSICIONAMIENTO DE LA SEGUNDA RUEDA RELATIVA A LA PIEZA Y LA PRIMERA RUEDA.
METODO DE RECTIFICADO DE PIEZAS QUE PERMITE UNA VELOCIDAD DE ELIMINACION CONSTANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2005). Inventor/es: MAVRO-MICHAELIS, DANIEL ANDREW. Clasificación: B24B1/00, B24B19/12, B24B49/00.
Método para rectificar un componente no cilíndrico con una muela de rectificar montada sobre un cabezal portamuela, que comprende las etapas de hacer girar el componente una sola revolución durante una etapa final de rectificado, y de controlar la velocidad de corte y variar la velocidad de rotación del componente, con el fin de lograr una tasa de retirada de metal específica, prácticamente constante, durante dicha revolución única.
(01/09/2005) Una máquina rectificadora que comprende dos ruedas abrasivas rectificadoras , montadas en ejes separados para moverse independientemente hacia, y a lo lejos de, una pieza de trabajo giratoria , y medios para producir el ajuste axial relativo, entre cada rueda abrasiva y la pieza de trabajo, caracterizada porque cada rueda abrasiva es de escasa anchura, de modo que es capaz de llevar a cabo un rectificado en profundidad, en una parte cilíndrica de la pieza de trabajo, incluyendo medios para hacer funcionar de forma alternativa las dos ruedas abrasivas, para el rectificado en profundidad dos partes cilíndricas solapadas o adjuntas, y porque cada rueda abrasiva rectificadora está perfilada, e incluye una superficie cilíndrica, y una región…
PUNTAS DE RECTIFICADO PARA MAQUINAS DE RECTIFICAR COMPRENDIENDO SECCIONES DE GRANO GRUESO Y DE GRANO FINO LIGADAS POR RESINA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2004). Ver ilustración. Inventor/es: STOCKER, MARK ANDREW. Clasificación: B24D5/14, B24B9/06.
Punta para el rectificado de entalladura, que comprende un husillo y una región cilíndrica lo suficientemente larga para formar en la misma por lo menos dos ranuras perfiladas para el rectificado de entalladura , , caracterizada porque la región incluye dos secciones axialmente espaciadas, una de las cuales, por lo menos, es lo suficientemente larga para conformar en la misma por lo menos dos ranuras, siendo la sección axialmente más alejada del husillo de la punta, una sección con ligante de resina, de grano grueso para el rectificado de desbaste de una entalladura en una pieza a elaborar y la sección axialmente más cercana al husillo de la punta, una sección con ligante de resina de grano fino para el rectificado de acabado de la entalladura.
PROCEDIMIENTO MEJORADO DE RECTIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2004). Ver ilustración. Inventor/es: CLEWES, STUART. Clasificación: B24B57/02, B24B55/03.
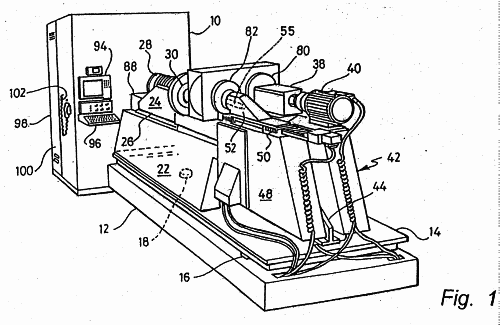
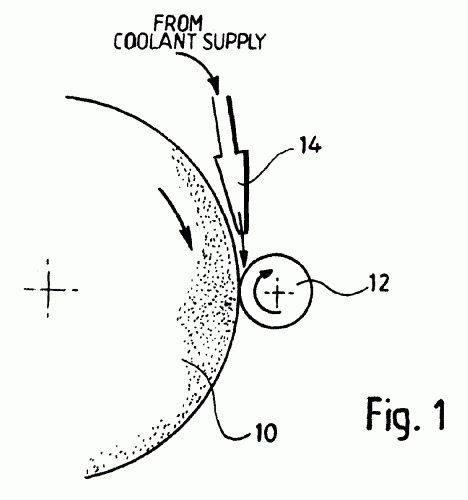
UNA MAQUINA DE TRABAJO CON MUELA, ESPECIALMENTE PARA TRABAJAR CON MUELA LAS MUÑEQUILLAS DE UN CIGUEÑAL, COMPRENDE UNA MUELA CBN Y UNA BOQUILLA REFRIGERANTE , QUE SUMINISTRA UN CHORRO DE REFRIGERANTE EN LA ZONA EN QUE SE TRABAJA CON MUELA. DURANTE LA ETAPA FINAL DEL TRABAJO CON MUELA, CUANDO LA ALIMENTACION LENTA DE LA MUELA CESA Y SE ALCANZA EL PUNTO MUERTO, SE ACCIONA UNA VALVULA SELECTORA , LO QUE REDUCE EL FLUJO DE REFRIGERANTE. ESTO A SU VEZ REDUCE LA FUERZA LATERAL SOBRE LA MUÑEQUILLA Y MEJORA LA EXACTITUD DE REDONDEZ DE LA MUÑEQUILLA TRABAJADA CON MUELA.
MEJORAS RELATIVAS A METODOS Y APARATO DE RECTIFICADO.
(01/12/2004) EL TIEMPO PARA RECTIFICAR UNA PIEZA PUEDE REDUCIRSE, ELIGIENDO UNA MUELA CUYA ANCHURA NO SEA SUSTANCIALMENTE MAYOR QUE LAS CONSIDERACIONES REQUERIDAS DE RESISTENCIA DE LA MUELA, Y QUE PUEDE SER POR LO TANTO MENOR QUE LA LONGITUD AXIAL DE LA ZONA A RECTIFICAR, PROPORCIONANDO UN APOYO PARA LA PIEZA A TRABAJAR O UNA LUNETA DE TRABAJO, PARA AUMENTAR LA RIGIDEZ DE LA PIEZA SI SE REQUIERE, Y EJECUTAR UNA SUCESION DE ETAPAS DE RECTIFICADO EN PROFUNDIDAD, A FIN DE RECTIFICAR LA TOTALIDAD DE DICHA ZONA AXIAL. POR LO GENERAL, LA MUELA ES UNA MUELA CBN ELECTROCHAPADA, Y LA ANCHURA DE LA MUELA SELECCIONADA ES LA MAS ESTRECHA PERMISIBLE, DADA EL INDICE DE AVANCE DESEADO Y LA POTENCIA DE MOVIMIENTO DESPONIBLE. SE EXPONE UNA RECTIFICADORA QUE COMPRENDE UN CABEZAL PORTAMUELAS QUE TIENE MONTADO EN EL MISMO UNA MUELA CUYA ANCHURA NO ES SUSTANCIALMENTE MAYOR QUE AQUELLA IMPUESTA…
PERFECCIONAMIENTOS RELATIVOS A ROSCAS DE TORNILLOS.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/11/2004). Ver ilustración. Inventor/es: RILEY, MARTIN JOHN. Clasificación: F16H25/24, B23G1/00, B23G9/00.
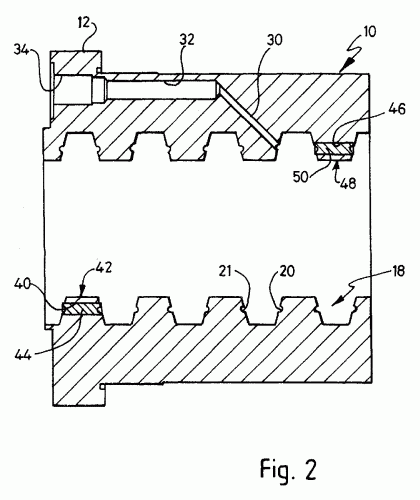
UNA TUERCA HIDROSTATICA, QUE PODRIA UTILIZARSE, POR EJEMPLO, EN UN TORNILLO DE AVANCE DE UNA MAQUINA HERRAMIENTA, SE PRODUCE CON UNA ROSCA ACME HEMBRA 18, QUE SE EXTIENDE A TRAVES DE LA TUERCA. DISPUESTA A LO LARGO DE LA MITAD DE AL MENOS UN FLANCO DE LA ROSCA QUE ENCUENTRA UNA PEQUEÑA RANURA 20, 21, QUE SE EXTIENDE A TODO LO LARGO DE LA ROSCA. CADA EXTREMO DE LA RANURA VA CERRADO POR UN TAPON O PASADOR 44, 48 QUE SE ENCUENTRA FIJADO PREFERENTEMENTE DE FORMA ESTANCA EN UN ORIFICIO AVELLANADO 40, 46 QUE PASA A TRAVES DE UN PERFIL 42, 48 DE LA ROSCA, EN POSICION PARALELA AL EJE CENTRAL DE LA MISMA. A CONTINUACION SE PUEDE MECANIZAR LA ROSCA PARA SU ACABADO, RETIRANDOSE CUALESQUIERA PARTES DE EXTREMO DE LOS PASADORES QUE SOBRESALGAN DE LOS FLANCOS DE LA ROSCA.
METODO DE RECTIFICADO CON POTENCIA CONSTANTE SOBRE EL HUSILLO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/2004). Ver ilustración. Inventor/es: MAVRO-MICHAELIS, DANIEL ANDREW. Clasificación: B24B1/00.
Método de rectificado de un componente, que se hace girar por medio de un cabezal portapieza durante el rectificado, que comprende las etapas de rectificar el componente hasta poco antes de alcanzar el tamaño final, haciendo girar luego el componente, una sola revolución, durante una etapa de rectificado de acabado, caracterizado porque durante dicha única revolución, se controla la profundidad de corte y la velocidad de rotación del componente, con el fin de mantener una potencia constante en el husillo portamuela, sin exceder de la capacidad de potencia máxima del motor del husillo, variándose la velocidad de rotación del cabezal portapieza para tener en cuenta cualquier variación en la longitud de contacto entre la muela y la pieza en elaboración, como cuando el componente no es circular o cuando las partes de la superficie que se están rectificando se tienen que acabar con un perfil cóncavo, en oposición a un perfil plano o convexo.
MAQUINA DE RECTIFICAR CON HUSILLO FLESIBLE FIJO A UNA PLATAFORMA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2004). Ver ilustración. Inventor/es: STOCKER, MARK ANDREW, FALKNER, DERMOT ROBERT, MORANTZ, PAUL MARTIN HOWARD, PIERSE, MICHAEL GEORGE. Clasificación: B24B41/04, B24B9/06, B23Q1/36, B24B53/07.
Método para rectificar el borde de una pieza de oblea de silicio, que comprende dos etapas, una primera en la cual se hace avanzar una muela CBN de ligante resinoso o metálico, para realizar el rectificado en desbaste del borde de la pieza y una segunda etapa en la que se hace avanzar una muela CBN de ligante resinoso o, de preferencia, una muela adiamantada de ligante resinoso, para proceder al rectificado de acabado del borde.
PROCESO DE TORNEADO DURO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Inventor/es: RILEY, MARTIN JOHN, MANLEY, STEPHEN ROBERT. Clasificación: B23B1/00.
Proceso de torneado en el que una herramienta de corte ataca la superficie de un componente giratorio, con el fin de cortar una espira de metal (hélice) del mismo, como resultado de la sincronización del movimiento axial relativo de la herramienta y el componente y la rotación de este último, caracterizado porque por lo menos la profundidad del corte realizado por la herramienta y el engrane en el componente son controlados por un ordenador programado para incrementar la profundidad de corte, a ciertos intervalos, durante el proceso de torneado, con el objeto de crear en la superficie torneada una pluralidad de depresiones, que tienen un radio de curvatura en los márgenes, más pequeño que el de la superficie torneada circundante.
METODO PARA EL RECTIFICADO DE MUÑONES.
(01/04/2004) Método de rectificado de un muñon de eje de manivela utilizando una maquina de rectificar que tiene una alimentación de la muela y unos accionamientos del cabezal , , controlados por ordenador, sirviendo estos últimos para hacer girar el eje de la manivela alrededor de su eje principal y por consiguiente hacer girar el conjunto del pasador, donde el refrigerante se suministra a la muela y al pasador durante el rectificado y donde, en una etapa final de rectificado para llegar al tamaño deseado: (i) la fuerza de corte se mantiene sobre el cabezal portamuelas para ejercer sobre la muela y el pasador una carga moderada constante hasta el final del rectificado, y sin etapa de pasada suave; (ii) la velocidad de rotación del accionamiento del cabezal y por consiguiente del eje de la manivela…
MAQUINA RECTIFICADORA CON DOS MUELAS RECTIFICADORAS.
(01/02/2004) Máquina rectificadora, que comprende un bastidor , un soporte para la muela de rectificar y una mesa portapieza , que define un eje de la pieza en elaboración, donde el soporte de la muela se puede deslizar con respecto al bastidor, perpendicularmente al eje de la pieza en elaboración, y la mesa portapieza se puede deslizar con respecto al bastidor perpendicularmente a la dirección del movimiento del soporte de la muela, y un ordenador que dispone de información que indica por lo menos un parámetro operativo del proceso de rectificado, donde la alimentación del soporte de la muela esta controlada por señales generadas por el ordenador, y que comprende además un bastidor , montado de forma que pueda pivotar sobre el soporte de la muela, dos muelas de rectificar , accionadas independientemente, montadas sobre el bastidor, donde el giro del…
SISTEMA DE CONTROL MEJORADO PARA PIEZAS DE TRABAJO Y PARA EL MOVIMIENTO DEL CARRO PORTAHERRAMIENTAS.SP.
(16/12/2003) UNA MAQUINA PORTAHERRAMIENTAS TIENE UN CARRO , UN CARRO PORTAPIEZAS , UN CARRO PORTAPIEZAS PARA DESPLAZAR UNA PIEZA DE TRABAJO DE LA CUAL SE QUITA MATERIAL MEDIANTE UN UTIL SUSTENTADO POR UN CARRO PORTAUTILES . UNA ESCALA DE DOS EJES ESTA ACOPLADA A UNO DE LOS CARROS, Y COLABORA CON UN CABEZAL LECTOR FIJADO AL OTRO CARRO. LA SALIDA DEL CABEZAL DE LECTURA ES PROCESADA POR MEDIOS DE PROCESAMIENTO DE SEÑALES PARA PROPORCIONAR UNA INDICACION DE LA POSICION Y/O MOVIMIENTO DE LOS CARROS UNO CON RESPECTO AL OTRO PARA GENERAR DATOS DE POSICION SOBRE UNO O AMBOS CARROS PARA AYUDAR A CONTROLAR SU MOVIMIENTO CON EL FIN DE REALIZAR UNA OPERACION DE MECANIZADO. MIDIENDO DIRECTAMENTE LAS POSICIONES RELATIVAS…
METODO PARA RECTIFICAR PIEZAS COMPUESTAS.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/07/2003). Inventor/es: CLEWES, STUART, PICKLES, JOHN DAVID. Clasificación: G05B19/18, B24B5/42.
Método para la preparación de una máquina de rectificar , controlada por ordenador, para rectificar una pieza compuesta alargada que tiene regiones cilíndricas concéntricas , con una compensación de la excentricidad inducida por el proceso, en por lo menos una de las citadas regiones cilíndricas, en el que dicha región cilíndrica se rectifica cilíndricamente hasta obtener su forma final, caracterizado por las etapas de medir toda excentricidad no deseada inducida por el proceso de rectificado, así como la(s) posición(es) angular(es) de la misma en dicha región concéntrica, y ajustar las instrucciones del programa o las señales de control del avance de la muela almacenadas en el ordenador que controla la máquina de rectificar, de modo que, durante el rectificado ulterior de la pieza, se controle el avance de la muela para rectificar una forma excéntrica, igual y opuesta, a la medida, compensando de este modo la excentricidad inducida por el proceso.
PERFECCIONAMIENTOS RELATIVOS A LA CALIBRACION EN PIEZAS A MECANIZAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2003). Ver ilustración. Inventor/es: LAYCOCK, MICHAEL. Clasificación: B24B49/04, B24B5/42.
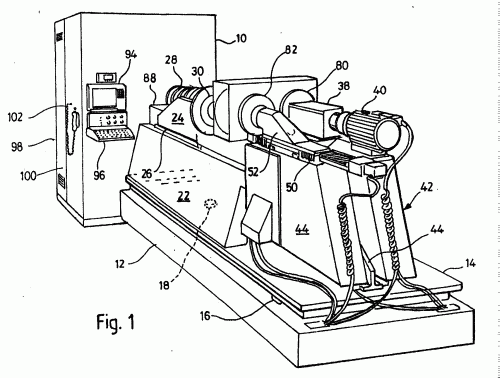
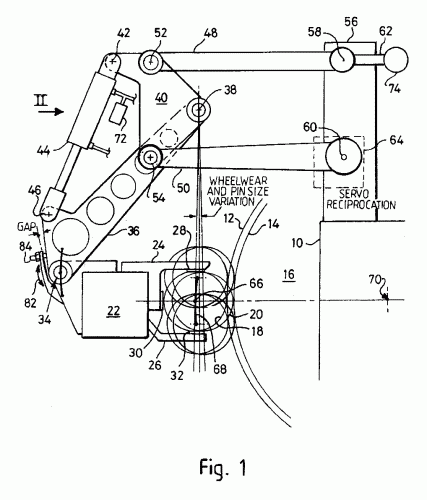
UN CALIBRE PARA UNA MAQUINA DE TRABAJAR CON MUELA, PARA CALIBRADO DURANTE LA FABRICACION DE UNA ZONA CILINDRICA DESCENTRADA DE UNA PIEZA, EN PARTICULAR UNA MUÑEQUILLA DE UN CIGUEÑAL, COMPRENDE UN PAR DE COLUMNAS PARALELAS , ARTICULADA CADA UNA EN UN SOPORTE RIGIDO MONTADO SOBRE Y DESPLAZABLE CON UN CABEZAL PORTAMUELAS QUE INCORPORA UNA MUELA . LOS EXTREMOS LIBRES DE LAS COLUMNAS ESTAN UNIDOS ARTICULARMENTE A UNA PLACA , DESDE LA QUE SE ARTICULA UN BALANCIN CUYO OTRO EXTREMO ESTA COPLADO ARTICULARMENTE AL CALIBRE O SONDA . UN PAR DE DEDOS , QUE INCORPORAN TRANSDUCTORES, SE PROLONGAN DESDE EL CALIBRE ALREDEDOR DE LOS LADOS CONTRARIOS DE LA MUÑEQUILLA PARA MEDIR SU DIAMETRO MIENTRAS SE TRABAJA CON MUELA. LA COLUMNA SE MUEVE ALTERNATIVAMENTE ARRIBA Y ABAJO MEDIANTE UN SERVOTRANSMISOR , DE TAL FORMA QUE, JUNTO CON EL MOVIMIENTO HORIZONTAL OTORGADO POR EL CABEZAL PORTAMUELAS, SE HACE QUE EL CALIBRE SIGA SUSTANCIALMENTE LA MISMA TRAYECTORIA QUE LA ZONA DE LA PIEZA.
APARATO Y METODO PARA RECTIFICAR PIEZAS COMPUESTAS.
(01/07/2003) Máquina de rectificar que comprende una estructura de soporte fijo, un grupo cabezal portamuelas , que lleva una muela abrasiva y que se puede deslizar con respecto a la citada estructura en sentido perpendicular al eje de una pieza de trabajo, un dispositivo formado por cabezal y contrapunta , montados sobre la estructura para hacer girar una pieza compuesta, montada entre los mismos, alrededor de dicho eje de la pieza, un soporte de trabajo , , , , que se puede deslizar y ajustar a lo largo de un miembro rígido alargado, por debajo del mismo, y que se extiende prácticamente en sentido paralelo al eje de la pieza de trabajo, unos medios de control informático programables para controlar el…
SISTEMA MEJORADO DE MONITORIZACION PARA EL MOVIMIENTO DE UNA PIEZA DE TRABAJO Y DEL CARRO DE HERRAMIENTAS.
(16/06/2003) UNA MAQUINA HERRAMIENTA QUE TIENE UN CARRO PARA PIEZAS DE TRABAJO PARA TRANSPORTAR UNA PIEZA DE TRABAJO Y CUYO MATERIAL ES RETIRADO POR UNA HERRAMIENTA PORTADA POR UNA CARRO PORTAHERRAMIENTAS . HAY UNA ESCALA DE DOS EJES ACOPLADA A UNO DE LOS CARROS Y QUE COOPERA CON UNA CABEZA DE LECTURA QUE HAY ACOPLADA AL OTRO CARRO. UN ELEMENTO DE PROCESAMIENTO DE SEÑALES PROCESA LA SALIDA DE LA CABEZA DE LECTURA PARA GENERAR UNA SEÑAL INDICATIVA DE LA POSICION Y/O MOVIMIENTO DE LOS CARROS ENTRE SI Y PARA GENERAR DATOS POSICIONALES SOBRE UNO DE LOS CARROS O SOBRE LOS DOS PARA AYUDAR A CONTROLAR SU MOVIMIENTO PARA PODER REALIZAR UNA OPERACION A MAQUINA. AL MEDIR DIRECTAMENTE LAS POSICIONES RELATIVAS DE LOS DOS CARROS, SE MITIGAN AL MENOS LOS PROBLEMAS QUE SURGEN DEBIDOS A, POR EJEMPLO, DEFORMACIONES EN EL BASTIDOR…
METODO Y APARATO DE PULIDO DE BORDE DE OBLEA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2003). Inventor/es: STOCKER, MARK ANDREW. Clasificación: B24B7/22, B24B49/16, B24B37/04, B24B53/00, B24B51/00, B24B9/06, B24B55/04.
Aparato para pulir el borde de la oblea, en el que están previstos medios para hacer girar una oblea , una rueda de pulido que tiene una ranura en la misma para alojar el reborde periférico de la oblea, medios para hacer girar la rueda, medios de accionamiento para efectuar el movimiento relativo entre la rueda y la oblea para efectuar el acoplamiento de la oblea en la ranura, y adicionalmente medios de accionamiento para efectuar un movimiento de oscilación continuo entre la oblea y la rueda, de forma que las caras opuestas del reborde periférico de la oblea están acopladas de forma alternativa por regiones opuestas de la superficie de la ranura en la rueda durante el proceso de pulido.
METODOS Y APARATO PARA EL RECTIFICADO DE ZONAS DE PIEZAS DE TRABAJO CILINDRICAS Y CONCENTRICAS.
(01/04/2003) Se describe un procedimiento para ajustar una máquina esmeriladora controlada por ordenador para esmerilar regiones concéntricas de una pieza de trabajo, en la cual se carga un programa que contiene datos relativos a la pieza de trabajo y un programa que contiene instrucciones para la rueda amoladora y se ejecuta el programa de instrucciones para la rueda amoladora de forma que se esmerile al menos una región de dicha pieza de trabajo hasta su forma final. La región se mide y se toma nota de la magnitud y de la posición angular de cualquier excentricidad indeseada introducida por el proceso de esmerilado y las instrucciones del programa o las señales de control derivadas del mismo se ajustan de forma que durante la esmerilación posterior de dicha región, o de una región similar de una pieza de trabajo similar,…
MANEJO E INSPECCION DE PIEZAS.
(16/03/2003) SISTEMA DE ALINEACION Y CAMBIO DE PIEZAS PARA TRASLADAR PIEZAS CIRCULARES DE UN PRIMER PUESTO DE INSPECCION A UN SEGUNDO PUESTO DE MAQUINIZACION. CONSTA DE UN SISTEMA DE SOPORTE DE LA PIEZA PARA UNIRLA A LA CARA DE UNA PIEZA CIRCULAR Y TRASLADAR LA ULTIMA DE UNA POSICION A OTRA. UN ROBOT CONTROLA LA POSICION DEL SISTEMA DE SOSTEN DE LA PIEZA Y ESTA ADAPTADO PARA MOVERSE EN AL MENOS DOS DIRECCIONES ORTOGONALES, AMBAS PARALELAS AL PLANO DEL DISCO CUANDO OCUPA EL PRIMER PUESTO. SE GIRA EL DISCO EN EL PUESTO DE INSPECCION Y EN EL DE MAQUINIZACION Y EL SISTEMA DE INSPECCION DETERMINA LA POSICION DEL CENTRO GEOMETRICO DEL DISCO CUANDO LO GIRAN. EL SISTEMA INFORMATICO CALCULA A PARTIR DE LOS DATOS APORTADOS POR EL SISTEMA DE…
ARRASTRE POR FRICCION CON EFECTO DE TORSION.
(01/02/2003) UN ARRASTRE DE RODILLOS QUE OPERA POR FRICCION CON EFECTO DE TORSION COMPRENDE UNA BARRA DE ARRASTRE GIRATORIA QUE HACE GIRAR UN MEDIO DE RODILLO CUYO EJE DE ROTACION ESTA INCLINADO CON RELACION AL EJE DE UN ELEMENTO ARRASTRADO FIJO ROTATIVAMENTE, EN EL QUE SE ENCAJA EL MEDIO DE RODILLO. EL MEDIO DE RODILLO INCLINADO CONSTA DE UN SOLO RODILLO ANULAR ACCIONADO DESDE EL INTERIOR POR UNO O VARIOS COJINETES HIDROSTATICOS PARA ENTRAR EN CONTACTO CON EL ELEMENTO ARRASTRADO. EL ELEMENTO ARRASTRADO ES UN TUBO Y EL RODILLO ANULAR COLOCADO OBLICUAMENTE ENTRA EN CONTACTO POR FRICCION CON EL TALADRO DEL TUBO. DURANTE UN USO CARACTERISTICO, EL TUBO QUEDA FIJADO AL BASTIDOR DE UNA MAQUINA-HERRAMIENTA Y ALINEADO EN EL EJE DE LA MAQUINA. EL ACEITE QUE SIRVE PARA EL (LOS) COJINETE(S) HIDROESTATICO(S) QUE ACCIONA(N) EL RODILLO…
PROCEDIMIENTO DE CONTROL DE UNA MAQUINA HERRAMIENTA.
(01/12/2002) EN UNA MAQUINA HERRAMIENTA, UN COMPONENTE TAL COMO UNA MUELA ACTUA SOBRE UNA PIEZA PARA DAR A ESTA UNA FORMA CIRCULARMENTE ASIMETRICA, POR EJEMPLO, UN MUÑON DE CIGUEÑAL. EL MOVIMIENTO DE LA MUELA ES CONTROLADO POR UNA SEÑAL DE CONTROL QUE SE OBTIENE DE LAS POSICIONES RELATIVAS TEORICAS Y DE LAS VELOCIDADES DE POSICION DE LA MUELA CON RESPECTO A LA PIEZA QUE SE ESTA MECANIZANDO. EN UN CICLO DE CORRECCION, SE MIDEN LAS POSICIONES RESPECTIVAS DE LA MUELA CON RESPECTO A LA PIEZA PARA CADA UNA DE UNA SUCESION DE POSICIONES ANGULARES DE LA PIEZA. LAS POSICIONES MEDIDAS SON COMPARADAS CON LAS CORRESPONDIENTES POSICIONES TEORICAS Y LOS DATOS QUE INDICAN CUALQUIER DIFERENCIA SON ALMACENADOS Y POSTERIORMENTE…
METODO Y APARATO PARA EL RECTIFICADO DE PIEZAS COMPUESTAS.
(01/09/2002) SE DESCRIBE UN PROCEDIMIENTO PARA RECTIFICAR UNA PIEZA COMPUESTA A FIN DE OBTENER UN COMPONENTE QUE TENGA FORMAS CILINDRICAS CONCENTRICAS Y EXCENTRICAS . EL PROCEDIMIENTO COMPRENDE MONTAR LA PIEZA EN UNA MAQUINA RECTIFICADORA CONTROLADA POR ORDENADOR QUE TIENE UNA MUELA DE RECTIFICAR CUYO AVANCE Y RETIRADA PUEDE CONTROLARSE POR MEDIO DE UN PROGRAMA INTRODUCIDO EN EL ORDENADOR DE CONTROL , LA CARGA EN EL ORDENADOR DE UN PROGRAMA PARA CONTROLAR EL AVANCE LA MUELA, CON POSICIONAMIENTO RELATIVO DE LA MUELA RECTIFICADORA Y DE LA PIEZA PARA ALINEAR LA MUELA CON UNA PRIMERA ZONA SELECCIONADA DE LA PIEZA, EL AVANCE DE LA MUELA RECTIFICADORA EN DIRECCION A LA ZONA SELECCIONADA A FIN DE RECTIFICAR SU SUPERFICIE, EL CONTROL DE AVANCE…
HUSILLO DE MAQUINA DE RECTIFICADO FIJADO DE FORMA FLEXIBLE A LA PLATAFORMA.
(01/09/2002) UNA MAQUINA DE RECTIFICADO O PULIDO COMPRENDE UNA PLATAFORMA RIGIDA EN LA QUE SE ENCUENTRAN SITUADOS UN HUSILLO DEL CABEZAL DE TRABAJO Y UN HUSILLO DE LA MUELA RECTIFICADORA. EL HUSILLO DE LA MUELA RECTIFICADORA VA MONTADO SOBRE UN SUBCONJUNTO ACOPLADO A LA PLATAFORMA POR MEDIO DE ELEMENTOS FLEXIBLES QUE PERMITEN UN MOVIMIENTO LIMITADO DEL SUBCONJUNTO EN DIRECCION GENERALMENTE PARALELA A LA DIRECCION EN LA QUE DEBE AVANZAR LA MUELA PARA REALIZAR EL RECTIFICADO O PULIDO DE UNA PIEZA MONTADA EN EL HUSILLO DEL CABEZAL PORTAPIEZAS. LOS ELEMENTOS FLEXIBLES IMPIDEN GENERALMENTE EL MOVIMIENTO DEL SUBCONJUNTO EN TODAS LAS DEMAS DIRECCIONES. SOBRE LA PLATAFORMA VAN MONTADAS DOS MUELAS DE RECTIFICADO, UNA EN CADA UNO DE DOS SUBCONJUNTOS, Y…
MEJORAS RELACIONADAS CON LAS MAQUINAS DE ESMERILADO.
(16/08/2002) EN UN METODO DE RECTIFICADO DEL BORDE DE UN DISCO SE UTILIZA UNA RECTIFICADORA QUE LLEVA MONTADA UNA MUELA RANURADA, CUYA RANURA SE FORMA IN SITU UTILIZANDO UNA MUELA CONFORMADORA TAMBIEN MONTADA EN LA RECTIFICADORA. DESPUES DE RECTIFICAR UNA PIEZA O UNA SUCESION DE PIEZAS, SE REENGRANAN LA MUELA DE RECTIFICADO Y LA MUELA CONFORMADORA PERMANECIENDO IN SITU LA MUELA DE RECTIFICADO, PARA RECONFORMAR LA RANURA DE LA MUELA DE RECTIFICADO CON OBJETO DE CORREGIR EL DESGASTE. UNA RECTIFICADORA COMPRENDE UNA MUELA DE RECTIFICADO, MEDIOS DE ACCIONAMIENTO DE LA MISMA, UN CABEZAL Y UN HUSILLO PORTAPIEZA Y LOS CORRESPONDIENTES MEDIOS DE ACCIONAMIENTO, UNA MUELA CONFORMADORA Y LOS CORRESPONDIENTES MEDIOS DE ACCIONAMIENTO, MEDIOS PARA MOVER…
MEJORAS EN UN PROCESO DE ESMERILADO Y EN RELACION CON EL MISMO.
(16/07/2002) SE DESCRIBE UN METODO PARA SUJETAR UNA HERRAMIENTA QUE TENGA ZONAS CON MUÑON Y EXCENTRICAS, EN UNA MAQUINA DE ESMERILAR PARA ESMERILAR LAS ZONAS EXCENTRICAS. EL METODO COMPRENDE EL MONTAJE DE LA HERRAMIENTA EN EL CABEZAL DE LA MAQUINA DE ESMERILAR, DISPONIENDO UN ACOPLAMIENTO ENTRE LA HERRAMIENTA Y UN MECANISMO DE TRANSMISION GIRATORIO PARA HACER GIRAR A LA HERRAMIENTA ALREDEDOR DE SU EJE PRINCIPAL Y AJUSTAR A SU ALREDEDOR, COMO MINIMO, DE UNA ZONA REMOTA CON MUÑON DE LA HERRAMIENTA, UN PAR DE ELEMENTOS QUE FORMEN UN COJINETE LISO COMPLEMENTARIO DE LA ZONA EN CUESTION Y FIJANDO EL MAS BAJO DE LOS DOS ELEMENTOS A LA MAQUINA, FACILITANDO DE ESTE MODO LA SUJECION DE LA HERRAMIENTA EN LA POSICION REMOTA ANTES MENCIONADA. EL METODO ES ESPECIALMENTE ADECUADO PARA EL ESMERILADO DE LAS MUÑEQUILLAS DE UN CIGUEÑAL. UNA MAQUINA PARA ESMERILAR LAS MUÑEQUILLAS…
Máquina de rectificar perfeccionada.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2002). Inventor/es: BENT, RUSSELL, GRAHAM. Clasificación: B23Q1/54, B24B41/06, B23Q17/22, B24B49/00.
Máquina de rectificar con muela abrasiva, que comprende un husillo para la pieza , un husillo portamuela , unos primeros medios de montaje para montar unos de los husillos que realiza un movimiento de pivote alrededor de un primer eje A perpendicular al eje de rotación de dicho husillo, un primer servomotor (26 ó 28) maniobrable para posicionar dicho husillo alrededor del primer eje, caracterizado por sensores que pueden medir distancias, lo cual permite determinar de forma precisa la posición de dicho husillo con respecto al otro husillo, generando señales para controlar el primer servomotor.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2002). Inventor/es: LEADBEATER, PETER, BRIAN. Clasificación: B23Q5/04, B24B41/04.
Una máquina herramienta, en particular, para moler piezas, tiene una única broca giratoria y una rueda moledora exterior en forma de copa, axialmente deslizable . Un pistón anular en forma de T se engarza en un nicho con la broca para formar cámaras anulares frontales y posteriores, a cada una de las cuales el aceite hidráulico se puede conectar alternativamente. El pistón tiene una pieza exterior sobre la cual se monta la rueda moledora , siendo ésta, preferiblemente, la más basta de las dos ruedas utilizables en la molienda gruesa. Un dispositivo de ubicación dentado a cada lado del pistón se engarza con un dispositivo respectivo sobre la broca para impedir la rotación relativa de la rueda y para proporcionar una torsión conductora cuando se lleva hasta su posición de trabajo más allá de la rueda interior.
METODOS Y APARATOS PARA LA RECTIFICACION DE REGIONES CILINDRICAS DE PIEZAS DE TRABAJO CONCENTRICAS.
(01/04/2002) SE DESCRIBE UN PROCEDIMIENTO PARA AJUSTAR UNA RECTIFICADORA CONTROLADA POR ORDENADOR PARA RECTIFICAR CILINDRICAMENTE ZONAS CONCENTRICAS DE LA PIEZA, EN EL QUE SE CARGAN UN PROGRAMA QUE CONTIENE DATOS SOBRE LA PIEZA Y OTRO PROGRAMA QUE CONTIENE INSTRUCCIONES EN CUANTO AL AVANCE DE LA MUELA, EJECUTANDOSE EL PROGRAMA DE INSTRUCCIONES DE AVANCE DE LA MUELA A FIN DE RECTIFICAR AL MENOS UNA DE DICHAS ZONAS DE LA PIEZA HASTA SU FORMA FINAL. LA ZONA SE CALIBRA, Y SE ANOTA LA MAGNITUD Y POSICION ANGULAR DE CUALQUIER EXCENTRICIDAD INDESEADA INTRODUCIDA POR EL PROCESO DE RECTIFICADO, AJUSTANDOSE LAS INSTRUCCIONES DEL PROGRAMA DE AVANCE DE LA MUELA O LAS SEÑALES DE CONTROL DERIVADAS DE LAS MISMAS DE MANERA QUE, DURANTE EL RECTIFICADO POSTERIOR DE DICHA ZONA (O DE UNA…
MAQUINA MEJORADA PARA RECTIFICAR CON MUELA ABRASIVA Y PROCEDIMIENTO DE RECTIFICADO.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
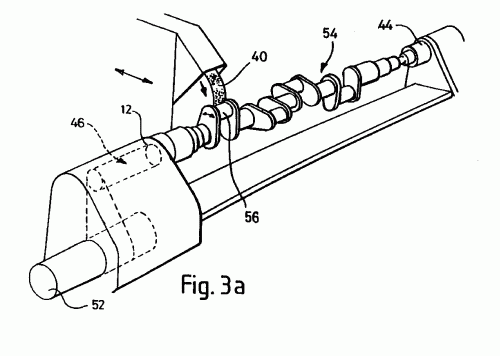
(01/11/2001). Ver ilustración. Inventor/es: LAYCOCK, MICHAEL. Clasificación: B23Q3/18, B23B31/08, B24B5/42, F16D3/79, B23B33/00.
UN METODO PARA RECTIFICAR LAS MUÑEQUILLAS DE UN CIGUEÑAL SEGUN EL CUAL LA MAQUINA ES CONTROLADA POR UN ORDENADOR Y LA MUELA DE RECTIFICAR AVANZA Y RETROCEDE BAJO EL CONTROL DEL ORDENADOR PARA SEGUIR EL MOVIMIENTO PLANETARIO DE LA MUÑEQUILLA AL GIRAR EL CIGUEÑAL. ESTO MANTIENE EN CONTACTO LA MUELA Y LA MUÑEQUILLA PARA EL RECTIFICADO DE ESTA. EL CIGUEÑAL SE MONTA ENTRE PUNTOS Y GIRA POR EFECTO DE UNA UNIDAD DE ACCIONAMIENTO TRANSMITIENDOSE EL MOVIMIENTO AL EXTREMO DEL CIGUEÑAL MEDIANTE UN DISPOSITIVO DE CONEXION QUE ES TORSIONALMENTE RIGIDO EN UN PLANO PERPENDICULAR AL EJE DE GIRO DEL CIGUEÑAL, PERO FACILMENTE DEFORMABLE EN OTROS PLANOS PARA PODER ACEPTAR DESALINEACIONES Y DESACOPLAR EL CIGUEÑAL DEL ACCIONAMIENTO , APARTE DE TRANSMITIR EL SIMPLE MOVIMIENTO DE GIRO AL CIGUEÑAL.
PROCEDIMIENTO Y APARATO PARA RECTIFICAR CON MUELA ABRASIVA PIEZAS DE TRABAJO CILINDRICAS.
Sección de la CIP Física
(01/11/2001). Inventor/es: LAYCOCK, MICHAEL, PICKLES, JOHN. Clasificación: G05B19/416.
SE PRESENTAN UNA MAQUINA Y UN METODO DE AMOLADO PARA AMOLAR PIEZAS DE TRABAJO CILINDRICAS COMO, POR EJEMPLO, ESPIGAS DE MANIVELA DE UN ARBOL DE MANIVELA. EL MECANISMO DE AMOLADO ESTA CONTROLADO POR UN ORDENADOR E INCLUYE UN CALIBRE PARA CALIBRAR EL TAMAÑO DE LA ESPIGA DE MANIVELA DURANTE EL AMOLADO. EL ORDENADOR ESTA PROGRAMADO PARA DETENER LA RECTIFICACION, INICIAR LA FUENTE DE ALIMENTACION Y APAGARLA DESPUES DE QUE SE HAYA ALCANZADO UNA PRIMERA DIMENSION SELECCIONADA. DESPUES SE CALCULA UN VALOR MEDIO DEL TAMAÑO DE LA PIEZA DE TRABAJO A PARTIR DE LAS SEÑALES DEL CALIBRADOR, Y ESTAS SEÑALES DE ALIMENTACION PARA CONTROLAR EL MOVIMIENTO DE LA RUEDA DE AMOLADO PARA ALCANZAR EL TAMAÑO FINAL DESEADO SON CALCULADAS A PARTIR DEL TAMAÑO MEDIO CALCULADO. EL AMOLADO FINAL SE LLEVA A CABO SIN CALIBRACION, Y CUANDO SE HA PRODUCIDO EL AMOLADO EN TAMAÑO, SE INSTIGA A UNA FUENTE DE ALIMENTACION A QUE ALCANCE EL APAGADO FINAL, ANTES DE QUE SE RETRAIGA LA RUEDA.
MECANISMO DE TRANSMISION DE FUERZAS.
(01/11/2001) SE PRESENTA UN METODO DE ACOPLAMIENTO DE UN ELEMENTO CONDUCIDO A PARTIR DE UN ELEMENTO MOTRIZ QUE SE USA PARA GIRAR EL ELEMENTO CONDUCIDO. EL METODO COMPRENDE EL PASO DE CONECTAR EL ELEMENTO MOTRIZ CON EL ELEMENTO CONDUCIDO A TRAVES DE UN MEDIO DE CONEXION QUE ES TORSIONALMENTE RIGIDO EN UN PLANO GENERALMENTE PERPENDICULAR CON EL EJE DE ROTACION DEL ELEMENTO ARRASTRADO , PERO QUE SE PUEDE DEFORMAR DE MANERA ADECUADA EN OTROS PLANOS PARA ADAPTARSE A LOS ERRORES DE ALINEAMIENTO. TAMBIEN SE PROPORCIONA UN MEDIO PARA DESACOPLAR LA TRANSMISION PARA LOGRAR LOS OBJETIVOS DEL METODO, EN EL QUE EL MEDIO DE CONEXION COMPRENDE UN DISPOSITIVO LAMINADO UNIDO AL ELEMENTO MOTRIZ A TRAVES DE, POR LO MENOS, UNA CONEXION DEL EJE POR FUERA, Y AL ELEMENTO CONDUCIDO MEDIANTE, POR LO MENOS, OTRO EJE DE CONEXION FUERA DEL EJE. ESTANDO LAS CONEXIONES…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}