MECANIZADO DE PIEZAS CON UNA SOLA OPERACIÓN DE SUJECIÓN.
Porta-piezas (7) para mantener una pieza en bruto (1) en posición durante un mecanizado en una máquinaherramienta y bajo el control de un programa de control a fin de producir una pieza deseada,
con la pieza en bruto (1) comprendiendo una parte útil (2), que es la parte destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante (16) destinada a no formar parte de la pieza deseada, comprendiendo el porta-piezas unos medios (3, 4) de montaje y posicionamiento de la pieza en bruto (1), de manera que uno de los medios de montaje y posicionamiento, denominado primer elemento (4), está dispuesto para mantener en posición la parte útil (2) de la pieza en bruto (1), otro de los medios de montaje y posicionamiento, denominado segundo elemento (3), está dispuesto para mantener en posición la parte restante (16) de la pieza en bruto (1), caracterizado por el hecho de que al menos uno de dichos primer y segundo elementos (3, 4) es desplazable bajo el control de dicho programa de control, de manera que, tras el corte de la parte útil (2) de la pieza en bruto (1), el primer elemento (4) puede ser adelantado con respecto al segundo elemento (3) para facilitar un acabado de la parte útil (2) montada sobre el primer elemento (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08020064.
Solicitante: ALMAC S.A.
Nacionalidad solicitante: Suiza.
Dirección: BOULEVARD DES EPLATURES 39 2300 LA CHAUX-DE-FONDS SUIZA.
Inventor/es: Cassotti,Lucien, Gutknecht,Roland.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Noviembre de 2008.
Clasificación Internacional de Patentes:
B23B1/00TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › Métodos de torneado o métodos de trabajo que implican la utilización de tornos; Utilización de equipos auxiliares en relación con estos métodos.
B23B25/00B23B […] › Accesorios o equipos auxiliares de las máquinas de tornear (de las máquinas herramientas en general B23Q; enfriamiento o lubrificación B23Q 11/12).
B23B3/06B
B23B31/40D
G04D1/00G
G04D3/00B16
Clasificación PCT:
G04D3/00FISICA. › G04HOROMETRIA. › G04DMAQUINAS O HERRAMIENTAS CONCEBIDAS ESPECIALMENTE PARA LA FABRICACION O EL MANTENIMIENTO DE RELOJES DE PARED O DE BOLSILLO. › Máquinas o herramientas de trabajo de materiales para la fabricación o la reparación de relojes de bolsillo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
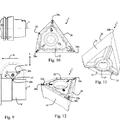
Mecanizado de piezas con una sola operación de sujeción. 5 La presente invención se refiere al campo de la técnica del mecanizado de piezas, y más particularmente, pero no exclusivamente, al campo de la técnica del mecanizado de una platina a partir de una pieza en bruto, por ejemplo una plaqueta. Por mecanizado se entiende un proceso general que puede comprender toda clase de mecanizados, como por ejemplo el pulido, el fresado, el torneado o el taladrado, solos o en combinación. Descripción del estado de la técnica Históricamente, el mecanizado de piezas pequeñas, por ejemplo de pequeñas arandelas como una platina o disco 15 de un reloj, se he efectuado a partir de una plaqueta más grande que la pieza deseada, y a menudo de forma cuadrada, ya que esta forma es más fácil de manipular y orientar que una pieza redonda. La plaqueta cuadrada está típicamente fabricada con perforaciones o muescas que permiten un posicionamiento preciso sobre unas espigas que sobresalen de un porta-piezas de la máquina-herramienta. El mecanizado de la platina se desarrolla por ejemplo en dos etapas sucesivas: mecanizado de una parte de la plaqueta y recorte de esta parte en la plaqueta. En la primera etapa, la plaqueta virgen se posiciona sobre un porta-piezas. Una vez posicionada y sujeta en su 25 posición, la plaqueta (o al menos la parte de interés) se mecaniza por fresado, pulido, taladrado o torneado, por ejemplo, con herramientas conocidas. El porta-piezas está especialmente adaptado para mantener la forma particular de la plaqueta. La segunda etapa es el recorte de la platina en la plaqueta. La plaqueta se transfiere a un segundo porta-piezas, 30 adaptado para mantener la parte a cortar de la plaqueta (es decir, la pieza destinada a convertirse en la platina) sin perturbar el corte. El propio recorte se efectúa por un proceso de corte apropiado, conocido en el estado de la técnica; de fresado, torneado, aserrado o corte por láser, por ejemplo. El resto de la plaqueta (es decir, la parte no útil) cae de la zona de mecanizado o es eliminado mecánicamente tras el corte. Suele ser necesario un proceso de acabado ulterior, por ejemplo para afilar los bordes bastos del corte. Finalmente, la platina mecanizada es retirada del porta-piezas. Estos procedimientos conocidos presentan el inconveniente de que necesitan dos colocaciones y dos etapas 40 distintas con un desplazamiento de la plaqueta entre las dos colocaciones, lo cual supone un aumento importante del tiempo de mecanizado. Otro inconveniente de los procedimientos del estado de la técnica es que el desplazamiento de la plaqueta durante el mecanizado (entre el primero y segundo porta-piezas, por ejemplo) admite una imprecisión de posicionamiento importante para el mecanizado de piezas de muy alta precisión. Otro inconveniente es la dificultad de mantener sujeta y/o retirar la parte restante de la plaqueta durante la etapa de corte. En los sistemas conocidos, esta parte restante no está soportada y puede caerse del porta-piezas tras separarse de la parte soportada (la platina mecanizada). Esta pieza restante, libre y móvil en los alrededores de la pieza mecanizada, puede muy bien estropearla. Un mecanismo para eliminar la pieza restante sería deseable, pero un mecanismo así es difícil de realizar en la práctica sin impedir el movimiento de la herramienta de corte. Un porta-piezas según el preámbulo de la reivindicación 1 y un procedimiento según el preámbulo de la reivindicación 6 están descritos en EP 1918066. Un objetivo de la presente invención es en consecuencia proporcionar un nuevo procedimiento de mecanizado de una pieza deseada (por ejemplo de una platina de reloj) a partir de una pieza en bruto que se desarrolle con más rapidez, que elimine la necesidad de desplazar la plaqueta de un porta-piezas a otro, y en el que la parte restante pueda eliminarse sin estropear la platina y sin necesidad de mecanismos especiales. Otro objetivo de la invención es un procedimiento de mecanizado de alta precisión. Otro objetivo de la invención es proporcionar un porta-piezas que permita la realización de dicho procedimiento, permitiendo el posicionamiento de la plaqueta en bruto y el posicionamiento de la parte mecanizada y la parte restante desde tras ser separadas por el corte. 2 Explicación sucinta de la invención A este efecto, la invención tiene por objeto un porta-piezas para mantener una pieza en bruto en posición durante un mecanizado en una máquina-herramienta y bajo el control de un programa de control a fin de producir una pieza deseada, con la pieza en bruto comprendiendo una parte útil, que es la parte destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante destinada a no formar parte de la pieza deseada, comprendiendo el porta-piezas: - unos medios de montaje y posicionamiento de la pieza en bruto, de manera que uno de los medios de montaje y posicionamiento, denominado primer elemento, está dispuesto para mantener en posición la parte útil de la pieza en bruto, y otro de los medios de montaje y posicionamiento, denominado segundo elemento, está dispuesto para mantener en posición la parte restante de la pieza en bruto, - al menos uno de dichos primer y segundo elementos es desplazable bajo el control de dicho programa de control, de manera que, tras el corte de la parte útil de la pieza en bruto, el primer elemento puede ser adelantado con respecto al segundo elemento para facilitar un acabado de la parte útil montada sobre el primer elemento. La invención tiene igualmente por objeto un procedimiento de producción de una pieza deseada a partir de una pieza en bruto, con la pieza en bruto comprendiendo una parte útil, que es la parte de la pieza en bruto destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante que es la parte de la pieza en bruto destinada a no formar parte de la pieza deseada, realizándose el procedimiento bajo el control de un programa de control en una máquina-herramienta, la cual comprende un porta-piezas que a su vez comprende un primer elemento para mantener sujeta la parte útil de la pieza en bruto, y un segundo elemento para mantener sujeta la parte restante de la pieza en bruto, siendo dichos primer y segundo elementos susceptibles de ser desplazados, uno respecto al otro, según el eje de rotación, y bajo el control del programa de control, comprendiendo el procedimiento las etapas siguientes: - una primera etapa de posicionamiento de la pieza en bruto en el porta-piezas, - una segunda etapa de sujeción de la pieza en bruto en posición en el porta-piezas, sujetando la parte restante al segundo elemento del porta-piezas, - una tercera etapa de mecanizado de la parte útil de la pieza en bruto, que comprende un corte parcial de dicha parte útil en la pieza en bruto, de manera que la parte útil y la parte restante estén unidas únicamente en regiones no cortadas, llamadas puentes, de la pieza en bruto, - una cuarta etapa de sujeción de la parte útil al primer elemento, - una quinta etapa de eliminación de los puentes, y por tanto de disociación de las partes útiles y restantes, - una sexta etapa de eliminación de la parte restante del porta-piezas, - una séptima etapa de desplazamiento del primer elemento del porta-piezas tal que la parte útil de la pieza en bruto se aleja del segundo elemento, y - una octava etapa de mecanizado posterior de la parte útil. Algunas variantes de la invención están definidas en las reivindicaciones dependientes anexas. Breve descripción de los dibujos La invención y sus ventajas se entenderán mejor con la lectura de la siguiente descripción hecha a título de ejemplo no limitativo, con referencia a las figuras adjuntas que representan: 45 la figura 1 ilustra un ejemplo de una mordaza de torneado de una máquina-herramienta, con un porta-piezas según la invención, y un medio de posicionamiento de una pieza a mecanizar en el porta-piezas, preparado para ejecutar la primera etapa de un procedimiento según la invención; la figura 2 ilustra una vista en sección del porta-piezas y el medio de posicionamiento de la figura 1; la figura 3 ilustra una vista en perspectiva del porta-piezas y el medio de posicionamiento de la figura 1; la figura 4 ilustra una vista en perspectiva del porta-piezas, un medio de sujeción y unos medios de mecanizado para la ejecución de las etapas segunda y tercera de un procedimiento según la invención; las figuras 5 y 6 ilustran una vista en perspectiva de una pieza montada en el porta-piezas, y unos medios de posicionamiento y de sujeción para la ejecución de la cuarta etapa de un procedimiento según la invención; la figura 7 ilustra una vista en perspectiva de la eliminación, en la quinta etapa del procedimiento, de los puentes restantes después del decoletaje parcial de la cuarta etapa; la figura 8 ilustra una vista... [Seguir leyendo]
Reivindicaciones:
1. Porta-piezas (7) para mantener una pieza en bruto (1) en posición durante un mecanizado en una máquinaherramienta y bajo el control de un programa de control a fin de producir una pieza deseada, con la pieza en bruto (1) comprendiendo una parte útil (2), que es la parte destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante (16) destinada a no formar parte de la pieza deseada, comprendiendo el porta-piezas unos medios (3, 4) de montaje y posicionamiento de la pieza en bruto (1), de manera que uno de los medios de montaje y posicionamiento, denominado primer elemento (4), está dispuesto para mantener en posición la parte útil (2) de la pieza en bruto (1), otro de los medios de montaje y posicionamiento, denominado segundo elemento (3), está dispuesto para mantener en posición la parte restante (16) de la pieza en bruto (1), caracterizado por el hecho de que al menos uno de dichos primer y segundo elementos (3, 4) es desplazable bajo el control de dicho programa de control, de manera que, tras el corte de la parte útil (2) de la pieza en bruto (1), el primer elemento (4) puede ser adelantado con respecto al segundo elemento (3) para facilitar un acabado de la parte útil (2) montada sobre el primer elemento (4). 2. Porta-piezas (7) según la reivindicación 1, en el que el primer elemento (4) comprende unos primeros medios de localización (6) para acoplarse a unos segundos medios inversos de localización (9) de la parte útil (2) de la pieza en bruto (1). 3. Porta-piezas (7) según la reivindicación 2, en el que los mencionados primeros medios de localización (6) comprenden unas primeras espigas que sobresalen del primer elemento (4). 25 4. Porta-piezas según una de las reivindicaciones 1 a 3, en el que las primeras espigas son retraíbles entre una primera posición, denominada posición retraída, en la que no rebasan la primera superficie, y una segunda posición, denominada posición sobresaliente, en la que sobresalen del primer elemento (4). 5. Porta-piezas según una de las reivindicaciones 1 a 4, en el que las primeras espigas comprenden unos medios de sujeción de la parte útil (2) al primer elemento (4) del porta-piezas (7). 6. Procedimiento de producción de una pieza deseada a partir de una pieza en bruto (1), con la pieza en bruto (1) comprendiendo una parte útil (2), que es la parte de la pieza en bruto destinada a ser mecanizada y después cortada para proporcionar la pieza deseada, y una parte restante (16), que es la parte de la pieza en bruto destinada a no formar parte de la pieza deseada, realizándose el procedimiento bajo el control de un programa de control en una máquina-herramienta que comprende un porta-piezas (7), comprendiendo el procedimiento una primera etapa de posicionamiento de la pieza en bruto (1) en el porta-piezas (7), una segunda etapa de sujeción de la pieza en bruto (1) en posición en el porta-piezas (7), una tercera etapa de mecanizado de la parte útil (2) de la pieza en bruto (1), siendo la sujeción de dicha segunda etapa una sujeción de la parte restante (16) al segundo elemento (3) del porta- piezas (7), comprendiendo dicha tercera etapa un corte parcial de dicha parte útil en la pieza en bruto (1), de manera que la parte útil y la parte restante (16) estén unidas únicamente en regiones no cortadas (15), llamadas "puentes", de la pieza en bruto (1), comprendiendo además el procedimiento una cuarta etapa de sujeción de la parte útil al primer elemento (4), una quinta etapa de eliminación de los "puentes", y por tanto de disociación de las partes útil y restante, una sexta etapa de eliminación de la parte restante (6) del porta-piezas (7), caracterizado por el hecho de que el porta-piezas (7) comprende un primer elemento (4) para mantener sujeta la parte útil de la pieza en bruto (1), y un segundo elemento (3) para mantener sujeta la parte restante (16) de la pieza en bruto (1), siendo dichos elementos primero y segundo (4 y 3) susceptibles de ser desplazados, uno respecto al otro, según el eje de rotación, y bajo el control del programa de control, y de que el procedimiento comprende una séptima etapa de desplazamiento del primer elemento (4) del porta-piezas (7) tal que la parte útil de la pieza en bruto se aleja del segundo elemento (3), y una octava etapa de mecanizado posterior de la parte útil. 7. Procedimiento de producción según la reivindicación 6, en el que dicho primer elemento (4) y dicha parte útil (2) de la pieza en bruto (1) comprenden uno de los medios complementarios de localización (6, 9). 8. Procedimiento de producción según la reivindicación 7, en el que los medios complementarios de localización del primer elemento (4) comprenden unas espigas de posicionamiento que son desplazables entre una primera disposición retraída en el primer elemento (4) y una segunda disposición sobresaliente del primer elemento (4), y en el que los medios complementarios de localización de la parte útil (2) de la pieza en bruto (1) comprenden unas perforaciones y/o unas muescas para un posicionamiento preciso de la pieza útil en el primer elemento cuando las espigas sobresalen del primer elemento. 9. Procedimiento de producción según la reivindicación 8, en el que la cuarta etapa comprende un desplazamiento 65 de las espigas entre la disposición retraída y la disposición sobresaliente, de manera que la parte útil pueda mantenerse en posición de la quinta a la octava etapa. 7 10. Procedimiento de producción según la reivindicación 6, en el que la octava etapa comprende un mecanizado de los bordes de la primera parte para eliminar algunas rugosidades (15a) engendradas durante la tercera y/o quinta etapa. 8 9 11 12 13 14 16 REFERENCIAS CITADAS EN LA DESCRIPCIÓN Esta lista de referencias citadas por el solicitante es únicamente para la comodidad del lector. No forma parte del 5 documento de la patente europea. A pesar del cuidado tenido en la recopilación de las referencias, no se pueden excluir errores u omisiones y la EPO niega toda responsabilidad en este sentido. Documentos de patentes citados en la descripción EP 1918066 A [0013] 17
Patentes similares o relacionadas:
Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
Dispositivo y procedimiento para la sujeción de una pieza de trabajo montada de manera giratoria, del 10 de Junio de 2020, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Dispositivo de sujeción para la sujeción de una pieza de trabajo que puede girar alrededor de un eje de giro y presenta una base (2a) y una cabeza […]
Dispositivo de control para máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Mayo de 2020, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta provisto en una máquina herramienta que tiene una herramienta de corte para cortar una pieza […]
Máquina y método de procesamiento de superficies herméticas, del 22 de Abril de 2020, de Mitsubishi Hitachi Power Systems, Ltd: Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo […]
Aparato de control numérico, del 11 de Septiembre de 2019, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación […]
Método para el trabajo en la superficie de un producto cosmético, del 14 de Febrero de 2019, de CHROMAVIS S.P.A: Un método de trabajo en la superficie de un producto de maquillaje cosmético que comprende la etapa de colocar el producto de maquillaje […]
Método de corte de cara circunferencial interior o cara circunferencial exterior de pieza, del 18 de Octubre de 2018, de MATSUURA MACHINERY CORPORATION: Un método de corte de una cara circunferencial interior o una cara circunferencial exterior de una pieza usando una herramienta de corte que sobresale […]
Dispositivo de comprobación de interferencias, procedimiento de comprobación de interferencias, y máquina herramienta que tiene el dispositivo de comprobación de interferencias, del 4 de Mayo de 2016, de Citizen Machinery Co., Ltd: Procedimiento de comprobación de interferencias en un aparato, estando provisto el aparato de una pluralidad de cuerpos amovibles que pueden […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]
Sistema de herramientas y procedimiento de torneado, del 29 de Julio de 2020, de CERATIZIT AUSTRIA GESELLSCHAFT M.B.H.: Sistema de herramientas para torneado mecanizado con:
un cuerpo de herramienta que se extiende a lo largo de un eje longitudinal (L) y que presenta un […]