CIP-2021 : B21B 1/00 : Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad;
si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
CIP-2021 › B › B21 › B21B › B21B 1/00[m] › Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
Notas[t] desde B21 hasta B32: CONFORMACION
B21B 1/02 · para laminar piezas gruesas, p. ej. lingotes, tochos, paquetes cuya sección transversal es indiferente.
B21B 1/04 · · según un proceso continuo.
B21B 1/06 · · según un proceso discontinuo.
B21B 1/08 · para laminar piezas de sección especial, p. ej. escuadras (laminado de metal en longitudes indefinidas especialmente apropiadas para la fabricación en serie de objetos particulares B21H 8/00).
B21B 1/082 · · Secciones de tablestaca con los bordes laterales especialmente adaptados para enclavarse mutuamente para formar una pared.
B21B 1/085 · · Perfiles de carril.
B21B 1/088 · · Perfiles en H o en I.
B21B 1/09 · · Perfiles en L.
B21B 1/092 · · Perfiles en T.
B21B 1/095 · · Perfiles en U o en forma de canal.
B21B 1/098 · · Perfiles en Z.
B21B 1/10 · · en un solo laminador a base de tren dúo o universal.
B21B 1/12 · · según un proceso continuo.
B21B 1/14 · · según un proceso discontinuo.
B21B 1/16 · para laminar alambre o un material similar de pequeña sección.
B21B 1/18 · · según un proceso continuo.
B21B 1/20 · · según un proceso discontinuo.
B21B 1/22 · para laminar bandas u hojas de longitud indefinida (B21B 1/42 tiene prioridad).
B21B 1/24 · · según un proceso continuo.
B21B 1/26 · · · por laminado en caliente.
B21B 1/28 · · · por laminado en frío.
B21B 1/30 · · según un proceso discontinuo.
B21B 1/32 · · · en laminadores reversibles, p. ej. con bobinas intermedias de almacenamiento para acumular el material trabajado.
B21B 1/34 · · · · por laminado en caliente.
B21B 1/36 · · · · por laminado en frío.
B21B 1/38 · para laminar hojas de longitud limitada, p. ej. hojas superpuestas (B21B 1/40 tiene prioridad; plegado antes del laminado y separación después del laminado B21B 47/00).
B21B 1/40 · para laminar flejes que presentan problemas especiales, p. ej. a causa de su débil espesor.
B21B 1/42 · para el laminado progresivo e intermitente o por tren planetario (fabricación de tubos por movimiento de paso de peregrino B21B 21/00).
B21B 1/46 · para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
CIP2021: Invenciones publicadas en esta sección.
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método.
(13/11/2019) Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia laminado en caliente soldado que tiene una configuración en sección transversal uniforme a lo largo de su longitud, incluyendo la configuración en sección transversal una porción de banda y porciones de brida primera y segunda que se extienden desde dicha porción de banda, teniendo dicha porción de banda un grosor promedio menor que el grosor promedio de dichas porciones de brida primera y segunda, estando dicho miembro estructural formado con un material de acero de alta resistencia que…
Tubos de acero inoxidable y método para su producción.
(09/01/2019). Solicitante/s: TUBACEX, S.A. Inventor/es: LÓPEZ,ALEJANDRA, FAINA,URBANO.
Un método para producir un tubo de una aleación de acero inoxidable, comprendiendo el método:
(a) trabajar en caliente una pieza fundida de acero inoxidable hasta convertirla en una pieza de trabajo de forma pretubular o en una barra cilíndrica, teniendo la pieza de trabajo de forma pretubular una forma tubular;
(b) trepanar la barra cilíndrica o mecanizar el diámetro interno de la pieza de trabajo de forma pretubular para obtener una pieza de trabajo tubular ; y
(c) trabajar en frío la pieza de trabajo tubular.
PDF original: ES-2719701_T3.pdf
APARATO PARA LA CONFORMACION DE RECIPIENTES.
(29/08/2014) 1. Aparato de conformación, de tipo rotativo, para modificar la forma de un recipiente, que comprende:
un bastidor que tiene una base inferior y una base superior;
un conjunto de torreta de conformación conectado al bastidor y que comprende:
un eje de impulsión que se extiende en dirección vertical a lo largo de un eje longitudinal desde la base inferior a la base superior;
una parte de torreta fija que se extiende en dirección vertical a lo largo del eje de impulsión;
una rueda de estrella de la torreta coaxial con el eje de impulsión, de manera que la rueda de estrella de la torreta está configurada para recibir el recipiente;
una parte de torreta desplazable axialmente que se extiende en dirección vertical a lo largo del eje de impulsión y por encima de la parte de torreta fija, incluyendo la parte de torreta desplazable…
Martillo de impacto dual.
(18/02/2014) 1. Martillo de laminado de cabezal intercambiable caracterizado porque comprende una tapa frontal un bloque contenedor y una cuchilla móvil como partes comunes a los diferentes cabezales.
2. Martillo de laminado de cabezal intercambiable según reivindicación anterior caracterizado porque comprende al menos dos cabezales diferentes e intercambiables denominados como cabezal de impacto y como cabezal de vibración.
3. Martillo de laminado de cabeza intercambiable según segunda reivindicación caracterizado porque el cabezal de impacto comprende al menos unas piezas de alojamiento con una brida para instalar el cilindro de impacto , el cual impactaría sobre una pieza móvil interior…
METODO PARA REDUCIR Y DIMENSIONAR PRODUCTOS FERROSOS LAMINADOS EN CALIENTE.
(16/05/2006) Un método para laminar y dar acabado de forma continua a una pieza de trabajo ferrosa, transformándola en un redondo acabado, que comprende: laminar dicha pieza de trabajo en una primera y segunda pasadas de rodillo sucesivas (P1, P2) a una elevada temperatura, entre unos 650 y 1.000ºC, estando dicha primera y segunda pasadas de rodillo (P1, P2) definidas cada una por dos rodillos de trabajo y estando dimensionadas para efectuar una reducción combinada fuerte del área de la sección transversal de dicha pieza de trabajo de al menos 20-25% aproximadamente, con una pauta de tensiones efectivas acompañante dominada por una…
LAMINADOR EN CALIENTE CON RODILLO MEDIDOR DE PLANEIDAD.
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: ARMENAT, JURGEN, BRAUN, MARTIN, IRLE, REINHARD.
Laminador en caliente con un rodillo medidor de planeidad (16, 16) asociado al menos a una vía de rodillos (20, 20), dispuesta delante y/o detrás de las cajas, que influye en los ajustes de al menos una de las cajas, caracterizado porque el rodillo medidor de planeidad (16, 16) puede trasladarse desde su posición de trabajo a una posición apantallada, y porque la vía de rodillos (20, 20) puede completarse con al menos un rodillo de vía de rodillos (14, 14) que puede bascular hacia dentro.
DISPOSITIVO PARA ELEVAR Y EXTRAER UNA UNIDAD DE COJINETE CON CILINDROS DE APOYO.
(01/07/2004). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: MILLER, KARL-FRIEDRICH, KUNZE, VOLKER.
Dispositivo para elevar y extraer una unidad de cojinete , compuesta de una pieza de montaje con un cojinete de espiga de cilindro dispuesto dentro de la misma, con un cilindro de apoyo de una caja de laminación, caracterizado porque una instalación de inversión puede acoplarse temporalmente a la unidad de cojinete y está configurada para generar un movimiento axial en dirección al cilindro de apoyo y hacia fuera del mismo, presentando la instalación de inversión garras internas de tipo palanca y garras externas de tipo palanca, de las que las garras internas encajan en un extremo de espiga del cilindro de apoyo y las garras externas en la unidad de cojinete.
PROCEDIMIENTO Y DISPOSITIVO PARA MECANIZAR CUERPOS CILINDRICOS HUECOS.
(01/09/2003). Solicitante/s: BEIERLING, HANS-JURGEN. Inventor/es: BEIERLING, HANS-JURGEN.
Procedimiento para la fabricación o mecanizado de barriles , en el que los barriles se sostienen con su eje longitudinal en posición vertical y estando en esta orientación son mecanizados, especialmente son conformados, rebordeados y se les provee de nervios, fondos y tapas, caracterizado porque los barriles se desplazan en un plano de transferencia, y para su mecanizado, en una zona de mecanizado situada debajo del plano de transferencia se les desciende a una instalación de mecanizado, especialmente a una máquina conformadora (8a, 8b).
PROCEDIMIENTO Y LINEA DE PRODUCCION ASOCIADA PARA LA FABRICACION DIRECTA DE PIEZAS PRENSADAS O EMBUTIDAS ACABADAS REALIZADAS A PARTIR DE BANDAS ULTRAFINAS LAMINADAS EN CALIENTE Y ENROLLADAS DE FORMA CONTINUA.
(01/02/2003) Un procedimiento para la fabricación de bandas de acero acabadas y laminadas en frío, con calibres de entre 0, 5 y 0, 1 mm y una anchura máxima de 2.000 mm para la preparación directa de productos finales, como piezas prensadas o embutidas, que incluye los siguientes pasos: - fundición para desbastes finos con un espesor de la barra que sale del molde de entre 90 y 50 mm. - reducción del espesor de la barra durante la solidificación hasta un mínimo de 30 mm; - reducción del espesor del desbaste directamente después de la solidificación conectada al proceso de fundición hasta un mínimo de 6 mm (etapa de desbastado), con un abombamiento simétrico central del 1, 0-1, 5%; - regulación…
PROCEDIMIENTO Y DISPOSITIVO PARA EXTINCION DE INCENDIOS.
(16/12/1997) SE DA A CONOCER UN DISPOSITIVO PARA EXTINCION DE INCENDIOS, ASI COMO LA UTILIZACION DEL DISPOSITIVO PARA PROTECCION ESTACIONARIA DE OBJETOS Y PARA APLICACION DE POLVO DURANTE OPERACIONES CON EXPLOSIVOS Y UN PROCEDIMIENTO DE EXTINCION EN BOSQUES O EN FUEGOS DE SUPERFICIE, UTILIZANDO EL DISPOSITIVO DE EXTINCION PROPUESTO. EL DISPOSITIVO DE EXTINCION COMPRENDE UN RECIPIENTE QUE PORTA EL AGENTE EXTINTOR Y UNA CARGA EXPLOSIVA EN O SOBRE EL RECIPIENTE, QUE ES DETONADA PARA ATOMIZAR EL AGENTE DE EXTINCION Y SUMINISTRARLO DENTRO DE LA ZONA DE APLICACION DE FUEGO EN FORMA DE UNA NUBE. PARA MEJORAR LA VERSATILIDAD DEL DISPOSITIVO Y SU EFICACIA EN UTILIZACION, EL RECIPIENTE CONSISTE EN UNA MANGUERA FLEXIBLE…
PERFECCIONAMIENTO DE UN LAMINADOR MULTICAJA EN CALIENTE.
(01/01/1994). Solicitante/s: DAVY MCKEE (SHEFFIELD) LIMITED. Inventor/es: HEWITT, EWAN, CHRISTIAN.
UN LAMINADOR EN CALIENTE DE BASTIDOR MULTIPLE TIENE RECURSOS PARA UN ENFRIAMIENTO ENTRE-BASTIDORES Y, PARA OBTENER LAMINAS ENROLLADAS CON EL PERFIL REQUERIDO, LA CANTIDAD DE FRIO ENTRE-BASTIDORES CAMBIA DURANTE EL BOBINADO PARA CONSEGUIR UN CAMBIO EN LA CARGA DE BOBINADO EN UN BASTIDOR O MAS Y ASI INFLUENCIAR EL PERFIL DE LAMINA DESDE ESTE O ESTOS BASTIDORES.
INSTALACION PARA LA REFRIGERACION CONTROLADA DE PRODUCTOS METALURGICOS.
(16/10/1979). Solicitante/s: CENTRE DE RECHERCHES METALLURGIQUES, ASSOCIATION.
Instalación para la refrigeración controlada de productos metalúrgicos, caracterizada porque incluye, eventualmente dispuesto a la salida de la última jaula del laminador, un dispositivo continuo de colocación del producto laminado en una cuba que contiene un baño que se encuentra a una temperatura adecuada, una campana situada encima de la cuba y provista de un condensador destinado a la recuperación de los vapores procedentes del baño, medios para retirar de manera continua el laminado fuera de la cuba, y medios para mantener el baño a una temperatura sensiblemente homogénea.
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS LAMINADORES.
(16/05/1979). Ver ilustración. Solicitante/s: ESCHER WYSS, AG..
Perfeccionamientos en los dispositivos laminadores dotados, por lo menos, de un rodillo de ajuste o de compensación de la flexión, con una camisa que da vueltas alrededor de un soporte que se apoya en unos elementos de apoyo existentes entre el soporte y la camisa y que se mueven, con respecto al soporte, por lo menos en un plano de comprensión, de forma tal, que los elementos de apoyo están indicados para desarrollar movimientos de comprensión y de elevación para lo cual el asiento del dispositivo presenta unas piezas laterales verticales y que se caracterizan porque dichas piezas laterales presentas unas incisiones o ranuras que discurren transversalmente con respecto al eje del cilindro que sirven para recibir unos bloques de cojinete de los cilindros y que presentan unas superficies de apoyo para su sostén, cerrándose dichas ranuras por medio de unos remates fijos a los remates pero separables, que sirven para la transmisión de esfuerzos.
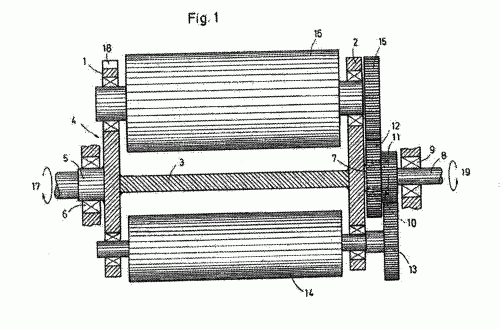
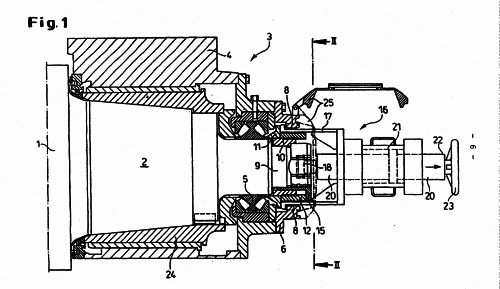
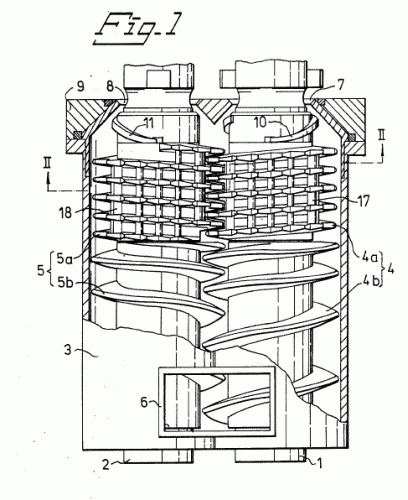
UN APARATO PARA DESFIBRAR Y ACONDICIONAR MATERIAL CELULOSICO.
(01/05/1979). Ver ilustración. Solicitante/s: MO OCH SOMSJO AKTIEBOLAG.
Un aparato para desfibrar y acondicionar material celulósico que tiene una concentración tal que dicho material no fluye, comprendiendo dicho aparato al menos dos husillos giratorios que están dispuestos paralelos entre sí en una caja provista de entrada y salida, estando dispuestos dichos husillos para engranar entre sí para trabajar dicho material y las hélices de cuyos husillos presentan rebajas en la periferia de al menos algunas de las espiras de las hélices para formar dientes entre los rebajes, en que entre las espiras de las hélices de esas partes de las respectivas hélices provistas de rebajos, y caracterizados porque están en la dirección axial de los husillos, hay dispuestos de modo fijo elementos destinados a encajar en los rebajos de los husillos mutuamente cooperantes al girar éstos.
MAQUINA PARA LA FABRICACION CONTINUA DE ENVOLTURAS DE EMBALAJE.
(16/04/1979) Máquina para la fabricación continua de envolturas de embalaje , a partir de piezas recortadas de plantillas de material plano, provistas con elementos de unión, por adherencia dispuestos en la dirección de movimiento, con un puesto de plegado para la formación de las envolturas de embalaje a partir de las piezas recortadas de plantilla, con un puesto de encolado dispuesto a continuación del puesto de plegado, para efectuar el encolado de las piezas recortadas de plantilla a lo largo de los elementos de unión por adherencia, y con una disposición de rebajado o sustracción de material dispuesta delante del puesto de encolado, para rebajar el cartón en la zona de los elementos…
UN METODO PARA LAMINAR TUBOS CON PASO DE PEREGRINO.
(01/02/1979) Un método para laminar tubos con paso de peregrino efectuándose esta laminación en un bastidor estacionario de laminador con rodillos de trabajo que giran continuamente que forman una pasada con su sección de trabajo que es de perfil curvilíneo, en el que un tocho con un mandril son desplazados hacia delante en la dirección de laminación mientras son hechos girar simultáneamente alrededor del eje longitudinal y, siendo hecha avanzar una parte del tocho entre los rodillos de trabajo, después de lo cual esta parte del tocho es estirada sobre el mandril durante su movimiento hacia atrás, caracterizado porque durante el movimiento del tocho con el mandril…
UNA INSTALACION DE CONDUCCION DE AGENTE REFRIGERANTE Y GUIA DE MATERIAL DE LAMINACION.
(01/02/1979). Solicitante/s: STAHLWERKE PEINE-SALZGITTER,A.G.
Una instalación de conducción de agente refrigerante y guía de material de laminación para la refrigeración intermitente de material de laminación, especialmente para alambre, perfiles de acero de pequeña sección y similares, en el cual la disposición de guía de material de laminación está dispuesta concéntricamente alrededor del eje longitudinal del material de laminación que está circulando, caracterizado por varias barras apoyadas en una parte de introducción o pieza final, cuyos extremos del lado de la entrada están dispuestos a lo largo de un círculo parcial mayor que sus extremos de lado de la salida, estando previstas las distancias entre las barras individuales de menor tamaño que las dimensiones de sección transversal del material de laminación guiado a través de la instalación y estando cubierto parcialmente por las barras un embudo de guía de la pieza extrema.
PROCEDIMIENTO Y DISPOSITIVO PARA ENFRIAR MATERIAL LAMINADO QUE SE MUEVE CON RAPIDEZ.
(01/12/1978). Solicitante/s: SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
Resumen no disponible.
UN MANDRIL LAMINADOR DE TUBOS REFRIGERADO INTERIORMENTE DE GRAN GROSOR DE PARED.
(01/11/1978). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
Resumen no disponible.
METODO Y APARATO PARA FABRICAR LAMINADOS DE ACERO.
(16/10/1976). Solicitante/s: JARED WALLACE,HENRY.
Resumen no disponible.
PROCEDIMIENTO PARA LA CONFORMACION CONTINUA EN CALIENTE DE BARRAS DE ACERO FUNDIDAS CONTINUAMENTE.
(16/03/1975). Solicitante/s: GEBR. BOHLER & CO., A. G.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}