CIP-2021 : B21J 5/02 : Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
CIP-2021 › B › B21 › B21J › B21J 5/00 › B21J 5/02[1] › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares.
B21J 5/02 · Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
CIP2021: Invenciones publicadas en esta sección.
Método de producción de un producto forjado.
(11/03/2020) Un método de producción de un producto forjado en el que un componente de forja se forja en caliente usando un troquel inferior y un troquel superior , comprendiendo el método:
un primer proceso en el que al menos una parte de una cara de troquel del troquel inferior se cubre con un primer lubricante de vidrio ;
un segundo proceso en el que se calienta el troquel inferior sometido al primer proceso;
un tercer proceso en el que al menos una parte del componente de forja se cubre con un segundo lubricante de vidrio ;
un cuarto proceso en el que el componente de forja sometido al tercer proceso se calienta hasta una temperatura que es más alta que la temperatura de calentamiento del…
Proceso para la fabricación de componentes forjados y maquinados.
(12/06/2019) Un proceso para fabricar un componente forjado y maquinado, que incluye una etapa de producir un componente de acabado casi final que usa un proceso de forja en matriz cerrada como etapa intermedia entre las etapas de forja libre y maquinado, en donde dicho proceso comprende las etapas de:
a. producir una barra desbastada por desbaste de un lingote,
b. recalcar dicha barra desbastada para obtener una primera preforma
c. girar dicha primera preforma 90° y someterla a recalcado en el estado girado para producir una segunda preforma
d. producir un componente de acabado casi final a partir de dicha segunda preforma usando…
Método de forja con troquel impresor y método de fabricación de un artículo forjado.
(08/05/2019) Un método de forja con troquel impresor, que comprende: colocar un elemento para forjar calentado sobre un troquel inferior ; y forjar con martillo el elemento para forjar con un troquel superior alternativo, en donde el método comprende además cubrir, una porción completa del elemento para forjar con un elemento metálico de aislamiento térmico que incluye la porción total del elemento para forjar que contacta el troquel inferior antes de la forja, pero exceptuando al menos una parte de una porción que entra en contacto con un troquel superior durante la forja, y luego forjar el elemento para forjar integralmente con el elemento metálico de aislamiento térmico,
caracterizado por que:
- el elemento para forjar es una superaleación y el elemento metálico de aislamiento térmico es acero inoxidable, y
…
Aparato y procedimiento de producción de piezas mecánicas con pequeño tamaño.
(21/02/2019) Aparato para fabricar piezas mecánicas que comprende: al menos un primer émbolo y un segundo émbolo ambos móviles y opuestos entre sí; al menos un troquel interpuesto entre dicho primer émbolo y dicho segundo émbolo y destinado a recibir al menos un producto semiacabado (A) que va a formarse; al menos una guía extendida entre dicho troquel hacia dicho primer émbolo para alimentar dicho producto semiacabado (A) al interior de dicho troquel mediante dicho primer émbolo ; al menos un canal de descarga extendido en el lado de dicho troquel que es opuesto a dicha guía con el fin de recoger al menos una pieza mecánica (B) formada y obtenida a partir de dicho producto semiacabado (A); y medios de movimiento para mover dicho…
DISPOSITIVO PARA ALIGERAR EL PESO DE COMPONENTES DE VEHÍCULOS.
(30/11/2017). Solicitante/s: CIE AUTOMOTIVE, S.A.. Inventor/es: LARRUCEA DE LA RICA,Francisco, MANSO RODRÍGUEZ,Virginia.
El dispositivo para aligerar el peso de componentes de vehículos comprende un utillaje provisto de una huella donde se forma el componente y una pluralidad de cuerpos desplazables (1a, 1b), que son desplazables entre una posición inicial y una posición final, de manera que en la posición final un extremo de cada cuerpo desplazable (1a, 1b) penetra en la huella del utillaje para formar una cavidad para aligerar el peso en un componente de vehículo , en el que al menos uno de dichos cuerpos desplazables (1b) es desplazable lateralmente. Permite realizar el aligeramiento del peso de una manera más sencilla y productiva que en los sistemas conocidos actualmente. Esto se consigue porque los cuerpos desplazables no interfieren entre sí durante su movimiento, de manera que se proceso de aligerado se puede realizar en un proceso de forjado de un solo golpe.
Procedimiento para mecanizar una pieza funcional.
(20/09/2017) Procedimiento para mecanizar una pieza funcional , que se extiende en una dirección longitudinal y una superficie envolvente , que rodea un eje central longitudinal de la pieza funcional que discurre en la dirección longitudinal, y una superficie frontal que delimita la pieza funcional en un extremo libre en dirección axial, en donde se aprieta un troquel que puede trasladarse en la dirección longitudinal de la pieza funcional sobre la superficie frontal de la pieza funcional , mientras que la pieza funcional se encuentra primero al menos a lo largo de un tramo parcial que se conecta a su extremo libre de su extensión longitudinal en una cavidad de una herramienta , la cual está delimitada en dirección radial,…
Procedimiento para la fabricación de un muñón extrusionado.
(01/02/2017) Procedimiento para la fabricación de un muñón extrusionado que se extiende en un sentido longitudinal y que presenta una superficie envolvente que envuelve un eje central longitudinal del muñón , y una superficie frontal que delimita en el sentido axial el muñón en un extremo libre, en donde el muñón se extrusiona en una herramienta de compresión por medio de al menos un punzón de extrusión y después de la extrusión del muñón se realiza un mecanizado posterior del muñón para mejorar la cilindricidad del muñón al menos a lo largo de una sección de la extensión longitudinal del muñón , y en donde, durante el mecanizado posterior, el muñón …
Método para la fabricación de una parte de bola, así como una parte de bola.
(02/11/2016). Solicitante/s: TERWA B.V. Inventor/es: SOM,MICHIEL, NICA,GHEORGHE, BUZDUGAN,DANIEL, PINTILIE,IOAN.
Método para la fabricación de una parte de bola , que comprende una bola , una parte de conexión y una parte de fijación , de un gancho de remolque para un vehículo , que comprende proporcionar una parte de material y modelarla mediante forjado, caracterizado por el hecho de que la forma en sección transversal de la parte de material corresponde a la forma en sección transversal de la parte de conexión , y el volumen de la parte de material se elige dependiendo de la forma de realización de la parte de fijación y la parte de conexión , y el modelado por forjado comprende solamente el forjado del extremo de la parte de fijación que está apartado de la bola.
PDF original: ES-2609775_T3.pdf
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS.
(12/06/2014). Ver ilustración. Solicitante/s: KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio. Inventor/es: MAYRL-SADA,Fernando.
Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
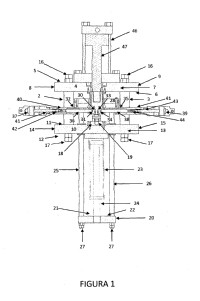
Prensa para prensar en caliente palanquillas y similares.
(26/08/2013) Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa comprendiendo: una matriz de forjado de prensa inferior ; una matriz de forjado superior asociada con el martillo de dicha prensa, en dicha matriz de forjado inferior estando provisto al menos un elemento de punzón movible para formar la pieza de trabajo ; medios motrices para mover dicho elemento de punzón movible , dichos medios motrices incluyendo dos palancas articuladas operando entre dicho elemento de punzón movible , y un punto fijo, caracterizada por el hecho de que comprende además un cilindro hidráulico operando en un punto de pivote de dichas palancas articuladas para mover dicho elemento de punzón movible , y por el hecho de que dicho cilindro hidráulico comprende un primer pistón…
MATRIZ PARA FORJAR A ALTAS TEMPERATURAS.
(11/11/2011) Matriz para forjar a altas temperaturas de componentes metálicos, especialmente intermetálicos que comprende una parte de matriz superior y una parte de matriz inferior, caracterizada porque a cada pieza de matriz tiene asociado un anillo de armadura que la rodea con holgura a temperatura ambiente en el que se apoya la pieza de matriz correspondiente debido a su dilatación térmica al calentarse y a través del cual se ejerce una tensión de presión sobre la pieza de matriz correspondiente, en donde las piezas de matriz consiste de cerámica o grafito y el anillo de armadura de un material compuesto sólido de fibras enrolladas
PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA FORJADA, PIEZA FORJADA Y ESTAMPA DE FORJA.
(07/04/2011) Procedimiento de fabricación de una pieza forjada, especialmente árboles segmentados , que comprende una prolongación unilateral asimétrica configurada en forma de tres dientes, en donde se prensa material redondo por extrusión transversal lateral en un primer molde para obtener una pieza bruta con una acumulación unilateral de material y a continuación se forja dicho material en una estampa de forja hasta casi alcanzar la forma final, con lo que el recorrido de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos y conduce a una resistencia incrementada del diente central
PROCEDIMIENTO DE FABRICACION DE PIEZAS MOLDEADAS Y DESPUES FORJADAS QUE COMPRENDEN UNO O UNOS VACIADOS E INSTALACION PARA LA REALIZACION DEL MISMO.
(18/11/2009) Procedimiento de fabricación de piezas de aleaciones ligeras del tipo aleaciones de aluminio moldeadas y después forjadas que presentan uno o unos vaciados, caracterizado porque utiliza las etapas siguientes:
- realizar una preforma de fundición que presenta uno o unos vaciados o cavidades pasantes o ciegas, que corresponden a unas formas útiles o buscadas de la pieza acabada a obtener;
- transferir la preforma a un horno túnel que asegura la homogeneización en temperatura de dicha preforma;
- posicionar la preforma de fundición en una matriz de estampación dispuesta en una prensa;
- introducir una o varias brocas multidireccionales en el o los vaciados o cavidades de la preforma de fundición, según un mando que precede a la operación de forjado;
- estampar la…
DISPOSITIVO DE CIERRE HIDRAULICO-MECANICO, PARTICULARMENTE PARA EXTRUSION LATERAL.
(01/11/2005) Dispositivo de cierre hidráulico-mecánico, particularmente para extrusión lateral, con dos mitades de matriz (M1, M2), que se pueden mover una respecto de la otra y que se pueden obturar entre sí, y dos punzones de moldeo (S1, S2), que se pueden mover con velocidades iguales respecto de las mitades de matriz (M1, M2) cerradas, en el que un primer émbolo hidráulico (K1), en el cual está dispuesta la primera mitad de matriz (M1), se apoya de forma desplazable en un primer cilindro hidráulico (Z1) que se puede mover axialmente y un segundo émbolo hidráulico (K2) en un segundo cilindro hidráulico (Z2) fijo al bastidor, en el que la segunda mitad de matriz (M2) está dispuesta fija al bastidor y el segundo punzón de moldeo (S2)…
MEDIOS PARA LA FABRICACION DE BARRAS DE CREMALLERAS DE DIRECCION.
(01/12/2004) Configuración de maquina herramienta con al menos una máquina herramienta y con al menos un aparato para cambiar las herramientas automáticamente, que consta esencialmente de al menos un estante, un almacén o un dispositivo similar diseñados para alojar las herramientas individuales a cambiar y al menos un dispositivo de substitución de herramientas , donde el robot que actúa como dispositivo de substitución de herramienta tiene una posición fija especificada o una trayectoria de movimiento constante especificada en relación con el(los) almacén(es) o estante(s), donde el(los) almacén(es) de herramientas o los estantes de recepción de herramientas está(n) fijo(s) y/o estático(s) durante la utilización,…
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA EN BRUTO DE BIELA FORJADA.
(16/09/2002). Ver ilustración. Solicitante/s: ASCOFORGE SAFE ASCOMETAL. Inventor/es: MORGEN, PAUL, PECOURT, JEAN-CLAUDE, ROBELET, MARC.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE UNA BIELA FORJADA QUE COMPRENDE UNA CABEZA , UN CUERPO Y UN PIE MEDIANTE EL CUAL: - SE FABRICA POR FORJADO UN DESBASTE FORJADO DE BIELA LIBRE DE REBABAS LATERALES Y QUE LLEVA EN LA CABEZA Y EN LOS PIES AL MENOS UN CEBO DE ESCARIADO, - SE CALIBRA EN CONTENIDO EL DESBASTE FORJADO DE BIELA POR APLASTAMIENTO DE DICHO DESBASTE FORJADO DE BIELA ENTRE DOS INSERTOS EN EL INTERIOR DE UNA MATRIZ , PARA OBTENER UN DESBASTE DE BIELA FORJADO CALIBRADO.
UN METODO Y UN APARATO PARA FORMAR UNA CABEZA EN UNA PIEZA ELEMENTAL ALARGADA.
(16/12/1996) EN UN METODO DE ELABORAR UN CABEZAL SOBRE UN HUECO ALARGADO SE MUEVE UN HUECO DENTRO DE UN COJINETE QUE TIENE UN TOPE EN EL FONDO DE TAL FORMA QUE PARTE DEL HUECO SE EXTIENDE POR EL EXTERIOR DEL EXTREMO DEL COJINETE OPUESTO AL TOPE DEL FONDO , A CONTINUACION DEL CUAL LA PARTE PROTUBERANTE DEL HUECO ESTA FORMADA POR UN PRE-DEPRESOR QUE TIENE UN BUJE PREDEPRESOR COLOCADO A CONTINUACION DEL COJINETE Y UNA PERFORACION QUE SE PUEDE MOVER POR DESLIZAMIENTO EN EL MENCIONADO BUJE PREDEPRESOR, APARTANDOSE LOS MENCIONADOS PRE-DEPRESOR Y COJINETE EL UNO DEL OTRO DURANTE PARTE DEL PROCESO DE FORMACION. EL MOVIMIENTO DE LA PERFORACION Y DEL PRE-DEPRESOR CON RESPECTO AL COJINETE SE CONTROLA POSITIVAMENTE DE TAL FORMA QUE EL PRE-DEPRESOR…
PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS O FORJADAS EN ESTAMPA.
(01/01/1994). Solicitante/s: HAZET-WERK HERMANN ZERVER GMBH & CO. KG. Inventor/es: ZERVER, HERMANN-JOCHEN.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR PIEZAS TROQUELADAS O FORJADAS EN ESTAMPA, DONDE LA PIEZA CRUDA SE DESBARBA DESPUES DE TROQUELAR O FORJARLA. IGUALMENTE, LA PIEZA ES SOMETIDA A UN TRATAMIENTO DE CALOR, POR LO MENOS EN LAS SUPERFICIES IMPORTANTES PARA LA FUNCION DE LA PIEZA. CON EL FIN DE PERMITIR UNA FABRICACION MAS RAPIDA Y ECONOMICA, ELIMINANDO ALGUNOS PROCESOS DE TRATAMIENTO, PARA DESBARBAR LA PIEZA FORJADA SE UTILIZA UN LASER CONTROLADO EN SU RECORRIDO. PREFERENTEMENTE SE DESBARBA DESPUES DEL TRATAMIENTO DE CALOR, CREANDO EL LASER, EN EL MISMO PROCESO DE TRABAJO, TAMBIEN LAS SUPERFICIES DE FUNCION DE LA PIEZA.
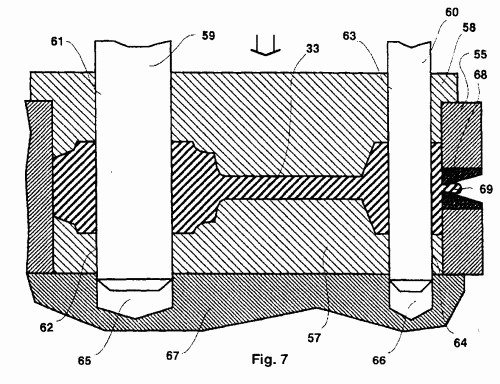
MATRIZ DE FORJA TOTALMENTE CERRADA.
(01/08/1992) EL INVENTO SE REFIERE A UNA MATRIZ DE FORJA TOTALMENTE CERRADA DOTADA DE UN TROQUEL SUPERIOR Y UN TROQUEL INFERIOR SITUADOS OPUESTOS EN EL SENTIDO VERTICAL ENTRE UNA CORREDERA Y UN APOYO . CONSTA IGUALMENTE DE UN CILINDRO SUPERIOR SITUADO EN UNA PLACA DEL TROQUEL SUPERIOR COLOCADA EN DICHA CORREDERA O EN EL EXTREMO INFERIOR DE DICHA CORREDERA Y QUE FUERZA AL TROQUEL SUPERIOR HACIA ABAJO; UN CILINDRO INFERIOR ESTA SITUADO EN UNA PLACA DEL TROQUEL INFERIOR , EN EL APOYO O EN UN EXTREMO SUPERIOR DEL MISMO, Y FUERZA AL TROQUEL INFERIOR HACIA ARRIBA; UN PERFORADOR SUPERIOR VA INSERTADO EN EL TROQUEL SUPERIOR Y SE MUEVE DE FORMA SINCRONIZADA CON LA CORREDERA ; UN PERFORADOR INFERIOR VA INSERTADO EN EL TROQUEL INFERIOR Y SUJETO POR EL APOYO , Y UN MECANISMO DE LEVA ACTIVA AMBOS PERFORADORES…
MATRIZ DE FORJAR TOTALMENTE CERRADA.
(01/06/1992) EL INVENTO SE REFIERE A UNA MATRIZ DE FORJAR TOTALMENTE CERRADA PROVISTA DE UN TROQUEL SUPERIOR Y UNO INFERIOR SITUADOS OPUESTOS EN SENTIDO VERTICAL ENTRE UNA CORREDERA Y UN APOYO . CONSTA IGUALMENTE DE UN CILINDRO SUPERIOR QUE FUERZA AL TROQUEL SUPERIOR HACIA ABAJO, UN CILINDRO INFERIOR QUE FUERZA AL TROQUEL INFERIOR HACIA ARRIBA, UN PERFORADOR SUPERIOR INSERTADO EN EL TROQUEL SUPERIOR Y QUE SE MUEVE SINCRONIZADAMENTE CON DICHA CORREDERA , UN PERFORADOR INFERIOR INSERTADO EN EL TROQUEL INFERIOR Y SUJETO POR DICHO APOYO Y UN MECANISMO DE LEVA QUE ACTIVA AMBOS PERFORADORES PARA PENETRAR EN DICHOS TROQUELES, RESPECTIVAMENTE, MOVIENDO EL TROQUEL SUPERIOR Y EL INFERIOR HACIA EL PERFORADOR INFERIOR A UNA VELOCIDAD MENOR QUE LA DE LA CORREDERA . SEGUN EL INVENTO, LA MATRIZ DE FORJA TOTALMENTE CERRADA DEL TIPO DESCRITO…
PROCEDIMIENTO Y HERRAMIENTA PARA REDONDEO Y REFORZAMIENTO DE CANTOS.
(01/04/1992) 2.1.- ACTUALMENTE LOS CANTOS DE SEGMENTOS DE PERFIL DE PRENSA DE EXTRUSION SE REDONDEAN POR TRANSFORMACION TENSADA. ESTO ES COSTOSO PUESTO QUE LA HERRAMIENTA DEBE TENSARSE. CON LA NUEVA HERRAMIENTA DEBEN REDONDEARSE Y REFORZARSE LOS CANTOS DE TAL MODO QUE SE ELABORA UN CAMPO DE TOLERANCIA (MAS MENOS) 0,3% SOBRE LA LONGITUD Y ANCHURA DE LA PIEZA DE TRABAJO. LA TOLERANCIA DE ESPESOR DEBE SUPONER UN MAXIMO HASTA (MAS MENOS) 4%. DEBE ELEVARSE LA DURACION DE DICHOS SEGMENTOS DE PERFIL. 2.2.- ENTRE LOS FLANCOS O DEL TROQUEL SUPERIOR O DEL TROQUEL INFERIOR Y DE LA CUBIERTA DEL TROQUEL O DEL FONDO DEL TROQUEL ESTA COLOCADO UN ANGULO DE INCLINACION (ALFA) = 96 - 105 Y EN LOS VERTICES O DE LA CUBIERTA DE TROQUEL O DEL FONDO DE TROQUEL ESTA COLOCADO…
MATRIZ DE FORJA TOTALMENTE CERRADA.
(01/03/1992) EL INVENTO SE REFIERE A UNA MATRIZ DE FORJA TOTALMENTE CERRADA DOTADA DE UN TROQUEL SUPERIOR Y UN TROQUEL INFERIOR SITUADOS OPUESTOS EN EL SENTIDO VERTICAL ENTRE UNA CORREDERA Y UN APOYO ; UN CILINDRO SUPERIOR SITUADO EN UNA PLACA DEL TROQUEL SUPERIOR EN DICHA CORREDERA O EN UN EXTREMO INFERIOR DE LA MISMA, QUE FUERZA EL TROQUEL SUPERIOR HACIA ABAJO; UN CILINDRO INFERIOR SITUADO EN UNA PLACA DEL TROQUEL INFERIOR COLOCADO EN EL APOYO O EN UN EXTREMO SUPERIOR DEL MISMO, FUERZA AL TROQUEL INFERIOR HACIA ARRIBA; UN PERFORADOR SUPERIOR INSERTADO EN EL TROQUEL SUPERIOR SE MUEVE DE FORMA SINCRONIZADA CON EL MOVIMIENTO DE LA CORREDERA ; UN PERFORADOR INFERIOR INSERTADO EN EL TROQUEL INFERIOR SUJETO POR EL APOYO . FINALMENTE, UN MECANISMO DE LEVA ACTIVA AMBOS PERFORADORES HACIA LOS TROQUELES, RESPECTIVAMENTE,…
PERFECCIONAMIENTOS EN UNA PRENSA DE FORJA.
(01/10/1983). Solicitante/s: GKN FORGINGS LIMITED.
PRENSA DE FORJA PARA LA PRODUCCION DE FORJAS SIN REBABAS, PARTIENDO DE LINGOTES O PIEZAS TOSCAS METALICAS. COMPRENDE UN CONJUNTO DE TROQUEL QUE PUEDE ABRIRSE Y CERRARSE, DEFINE UNA CAVIDAD DE MATRIZ , Y PUEDE FIJARSE EN UNA POSICION CERRADA DURANTE LA CARRERA DE FORJA DE LA PRENSA; UN CABEZAL DE PRENSA CON MOVIMIENTO ALTERNATIVO HACIA EL CONJUNTO DE MATRIZ Y UN CABEZAL DE TROQUEL MOVIL AXIALMENTE HACIA EL CABEZAL DE LA PRENSA, QUE ACTUA DURANTE LA CARRERA DE FORJA, CON EL CONJUNTO DE LA MATRIZ.
PROCEDIMIENTO PARA FORJAR UN ARTICULO PESADO DE ACERO.
(01/02/1983). Solicitante/s: THE SCOTTSH STAMPING AND ENGINEERING CO. LTD.
PROCEDIMIENTO PARA FORJAR EN UNA PRENSA UN ARTICULO PESADO DE ACERO. SE SOMETE LA PIEZA EN TOSCO A UNA OPERACION DE PRENSA ENTRE TROQUELES CERRADOS DE UN PRIMER UTILLAJE, ACTUANDO SOBRE PARTE DE LA PIEZA PARA FORJARLA EN SU FORMA VIRTUALMENTE FINAL Y ACTUANDO SOBRE EL RESTO DE DICHA PIEZA EN TOSCO PARA FORJARLA SOLAMENTE HASTA ALCANZAR UNA FORMA INTERMEDIA, PARA DESPUES SOMETERLA A UNA SEGUNDA OPERACION DE PRENSA ENTRE TROQUELES CERRADOS DE UN SEGUNDO UTILLAJE, DONDE AQUELLOS ACTUAN SOBRE LAS PUERTAS CASI CONFORMADAS DE DICHA PIEZA Y SOBRE LAS PARTES DE CONFIGURACION INTERMEDIA PARA FORJARLA Y DARLE LA FORMA FINAL. SE UTILIZAN PARA FORJAR LOS CUERPOS FIJOS DE LOS EJES DELANTEROS DE VEHICULOS PESADOS DE TRANSPORTE.
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS DE TROQUELADO.
(01/12/1981). Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
DISPOSITIVO DE TROQUELADO. MONTADOS EN UNANILLO DE GUARDA , SE ENCUENTRAN EL TROQUEL FIJO Y EL MOVIL . UNA PLURALIDAD DE SEGMENTOS ARQUEADOS FORMAN, JUNTO CON LOS TROQUELES, UNA CAVIDAD CON LA GEOMETRIA INVERSA DE LOS COMPONENTES DESEADOS. PARA EVITAR EL DESPLAZAMIENTO RELATIVO DE UN SEGMENTO CON RESPECTO A OTRO, SE ENCUENTRA EL ANILLO QUE AJUSTA EN LAS CAVIDADES Y UN ALAMBRE EN LAS CAVIDADES . PARA REFORMAR ESTA ACCION, UN COLLAR DE TROQUEL ESTACIONARIO ENCAJA EN UNOS CANALES DE LOS SEGMENTOS . DE APLICACION A LA FABRICACION DE ROTORES DE TURBINA DE GAS CON PALETAJE INTEGRANTE.
UN METODO DE FORJA CON SU APARATO CORRESPONDIENTE.
(01/12/1981). Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
METODO DE FORJA EN CALIENTE. UN DISPOSITIVO DE TROQUELES , CONTENIENDO EL TOCHO A FORJAR, SE INTRODUCE EN UN BRAZO ELEVADOR DE UNA CAMARA DE CALENTAMIENTO . UNA VEZ CALENTADO EL CONJUNTO, ES RECOGIDO POR OTRO BRAZO QUE, A TRAVES DE UNA COMPUERTA , LO COLOCA EN LA CAMARA DE FORJA DE UNA PRENSA HIDRAULICA . LOS ELEMENTOS DE CALENTAMIENTO SE DESPLAZAN ARRIBA Y ABAJO PARA PERMITIR LA ENTRADA. UNA VEZ REALIZADA LA FORJA, OTRO BRAZO RECOGE EL CONJUNTO Y LO LLEVA A UNA CAMARA DE ENFRIAMIENTO , A TRAVES DE UNA COMPUERTA . UNA PUERTA PERMITE EL ACCESO A LA CAMARA. DE APLICACION EN LA CONSTRUCCION DE ROTORES DE TURBINA DE GAS CON PALETAJE INTEGRANTE.
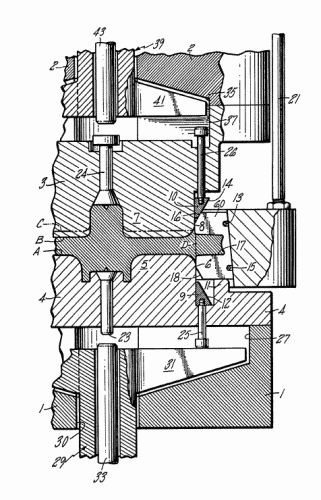
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS DE FORJAR DISCOS CON PALETAS SOLIDARIAS.
(16/04/1979). Ver ilustración. Solicitante/s: UNITED TECHNOLOGIES CORPORATION.
Perfeccionamientos en los dispositivos de forjar discos con paletas solidarias que poseen un troquel superior y un troquel inferior, caracterizados porque el troquel superior tiene una primera forma de disco acabado en su extremo exterior, y el cual troquel inferior tiene una segunda forma de disco acabado en su extremo exterior, estando separados dichos extremos exteriores de dichos troqueles superior e inferior por iguales distancias uno de otro.
PROCEDIMIENTO Y APARATO PARA FABRICAR PIEZAS MEDIANTE EXTRUSION EN FRIO DE PIEZAS BRUTAS CILINDRICAS.
(01/01/1979). Solicitante/s: ETABLISSEMENT SUPERVIS.
Procedimiento para fabricar piezas mediante extrusión en frío de piezas brutas cilíndricas, caracterizado porque las dos superficies frontales de la pieza bruta cilíndrica se comprimen con la misma distancia hacia el centro de la pieza bruta y porque se comprime material con extrusión simétrica de materia respecto a las dos superficies frontales desde el centro de la pieza bruta cilíndrica radialmente hacia afuera al espacio hueco de una matriz.
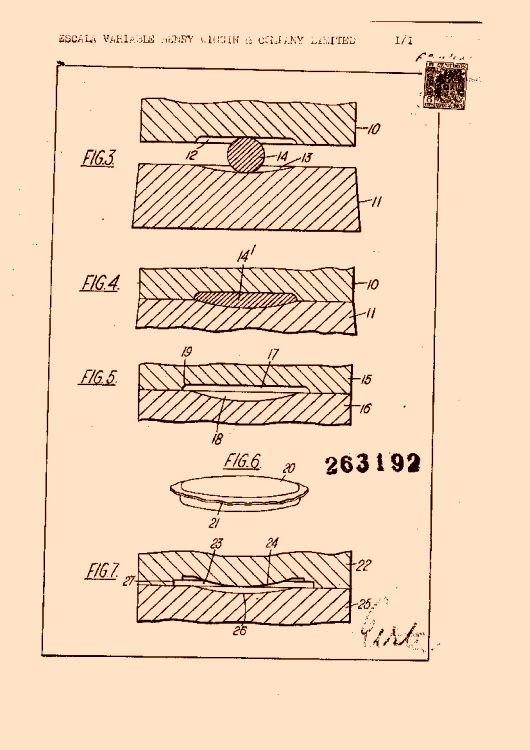
UN PROCEDIMIENTO PARA HACER UN COSPEL CIRCULAR O POLIGONAL.
(16/02/1961). Ver ilustración. Solicitante/s: HENRY WIGGIN & COMPANY.
Un procedimiento para hacer un cospel circular o poligonalcaracterizado por la estampación de una pieza de metal o de aleación de volumen al menos igual al del cospel deseado entre troqueles al grueso deseado y retirando luego cualquier metal en exceso por corte.
{kind=link}
{kind=link}
{kind=link}
{kind=link}