Prensa para prensar en caliente palanquillas y similares.
Una prensa para el prensado en caliente de palanquillas y similares,
dicha prensa (1) comprendiendo: una matriz de forjado de prensa inferior (3); una matriz de forjado superior (4) asociada con el martillo (5) de dicha prensa, en dicha matriz de forjado inferior (3) estando provisto al menos un elemento de punzón movible (10) para formar la pieza de trabajo (8); medios motrices para mover dicho elemento de punzón movible (10), dichos medios motrices incluyendo dos palancas articuladas (13, 16) operando entre dicho elemento de punzón movible (10), y un punto fijo, caracterizada por el hecho de que comprende además un cilindro hidráulico (20) operando en un punto de pivote de dichas palancas articuladas (13, 16) para mover dicho elemento de punzón movible (10), y por el hecho de que dicho cilindro hidráulico (20) comprende un primer pistón de cilindro hidráulico (30) acoplado a un vástago de pistón (21) que opera en dicho punto de pivote y un segundo pistón (35) que se proyecta a partir de una brida posterior (36) de dicho cilindro hidráulico (20) para ajustar el recorrido operativo de dicho elemento de punzón (10); dicha matriz de forjado de prensa inferior (3) estando acoplada rígidamente a la base del equipo y a un marco básico (2) mediante elementos de soporte resilientes.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10150080.
Solicitante: MECOLPRESS S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA DON MAESTRINI, 51 25020 FLERO (BS) ITALIA.
Inventor/es: CAGGIOLI,DOMENICO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J13/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Matrices o sus monturas.
- B21J13/03 B21J 13/00 […] › Monturas de las matrices.
- B21J5/02 B21J […] › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
- B21J9/18 B21J […] › B21J 9/00 Prensas para forjar. › accionados por mecanismos de transmisión, p. ej. palancas, broches, cigüeñales, excéntricas, palancas articuladas, cremalleras.
PDF original: ES-2420586_T3.pdf
Fragmento de la descripción:
Prensa para prensar en caliente palanquillas y similares.
ESTADO DE LA INVENCIÓN
La presente invención hace referencia a una prensa para el prensado en caliente de palanquillas y similares.
Como es conocido, para artículos de prensado en caliente, normalmente hechos de un material de latón, se usan convencionalmente prensas mecánicas o hidráulicas que comprenden utillajes que permiten proveer, utilizando un patrón perfilado en la matriz de la prensa o moldes y punzones movibles adecuados, una configuración o forma deseada.
En la práctica, al haber introducido una longitud de material calentado, las piezas prensadas, incluso incluyendo perforaciones de gran profundidad, son conseguidas mediante los montajes de punzón de prensa, por lo tanto consiguiendo ahorrar materiales y reduciendo en gran medida el tiempo de operación de prensado.
Típicamente, los utillajes mencionados anteriormente comprenden uno o más elementos de punzón movibles que están montados, mediante elementos de soporte resilientes, en la semimatriz inferior o molde.
La semimatriz superior a su vez está directamente fijada al martillo o pistón de la prensa.
A medida que el pistón de la prensa es empujado hacia abajo, la semimatriz superior, a medida que contacta con la semimatriz inferior, prensa el sistema resiliente soportando los medios de sujeción de la semimatriz inferior y, mientras tanto, a través de una o más palancas o similares, provoca que todos los elementos de punzón penetren simultáneamente en el material siendo prensado.
Mientras que el método operativo anterior es satisfactorio según varios aspectos, sin embargo, no permite controlar individualmente cada elemento de punzón, tanto respecto a su recorrido de penetración como a la posibilidad de diferenciar de forma adecuada el comienzo y el final de los tiempos de recorrido.
Con el fin de superar el problema mencionado anteriormente, un enfoque anterior provee el uso de un sistema de guía con cilindros hidráulicos correspondientes dispuestos directamente sobre cada elemento de punzón; sin embargo, tal enfoque, debido a la elevada fuerza y velocidad de operación requeridas, requiere usar motores con elevada potencia motriz, y correspondientemente bombas hidráulicas de gran desplazamiento así como grandes cantidades de aceite circulante.
De modo acorde, debido a la elevada velocidad de entrada y salida del elemento de punzón respecto de la matriz, es necesario utilizar elementos de detención de gran tamaño y gran coste mecánico y montajes de ajuste manuales. Una prensa de forja que tiene las características establecidas en el preámbulo de la reivindicación 1 es conocida a partir de DE 19933998.
RESUMEN DE LA INVENCIÓN
De modo acorde, el objetivo de la presente invención es superar los problemas mencionados anteriormente, proveyendo una prensa para moldeado en caliente de palanquillas y similares, que permita gestionar el empuje de los elementos de punzón en un tiempo ajustable y con recorridos operativos variables entre respectivos elementos de punzón, sin utilizar bombas hidráulicas de gran desplazamiento.
Dentro del ámbito del objetivo mencionado anteriormente, un objeto principal de la invención es proveer una prensa que esté adaptada para operar con grandes fuerzas de prensado, a la vez que facilita la formación de las piezas de trabajo, para proveer productos prensados finales de gran calidad.
Otro objeto de la presente invención es proveer una prensa que debido a sus características constructivas diseñadas específicamente sea muy fiable y segura en su operación.
Aún otro objeto de la presente invención es proveer una prensa para el prensado o moldeado en caliente de palanquillas y similares que pueda ser realizada de forma fácil y que además sea muy competitiva desde un punto de vista meramente económico.
El objetivo anterior y estos y otros objetos, que resultarán aparentes de mejor modo a continuación, se consiguen mediante una prensa para el procesado en caliente de palanquillas y similares, según la invención, que tiene las características de la reivindicación 1.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Otras características y ventajas de la presente invención resultarán aparentes de mejor modo a continuación a partir de la siguiente descripción detallada de un ejemplo de realización preferido pero no exclusivo de una prensa para el
prensado en caliente de palanquillas y similares, que está ilustrado mediante un ejemplo indicativo pero no limitador en los dibujos que acompañan, en los que:
La figura 1 es una vista de perspectiva esquemática que muestra la prensa según la presente invención;
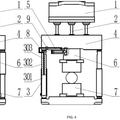
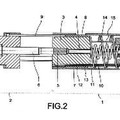
La figura 2 es una vista elevada frontal de la prensa según la presente invención;
La figura 3 es otra vista elevada lateral de la prensa según la presente invención;
La figura 4 muestra una vista de plano superior de la prensa según la presente invención;
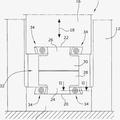
La figura 5 muestra otra vista de sección transversal tomada sustancialmente a lo largo de la línea de sección V-V de la figura 2;
La figura 6 muestra otra vista de sección transversal, sustancialmente tomada a lo largo de la línea de sección V-V de la figura 2, de la prensa inventiva que incluye tres elementos de punzón;
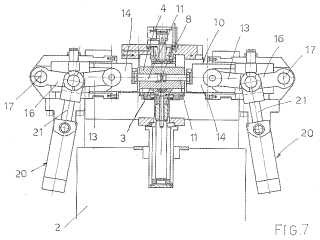
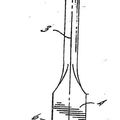
La figura 7 es otra vista de sección transversal que muestra los elementos de punzón en una posición suya inferior o introducida;
La figura 8 es una vista esquemática que muestra el elemento de punzón en una posición de abertura suya; y
Las figuras 9 y 10 muestran un transductor de posición para controlar los recorridos operativos de pistones hidráulicos que controlan los elementos de punzón.
DESCRIPCIÓN DE LOS EJEMPLOS DE REALIZACIÓN PREFERIDOS
Con referencia a los números de referencia de las figuras mencionadas anteriormente, la prensa para el prensado en caliente de palanquillas y similares según la invención, que ha sido generalmente indicada por el número de referencia 1, comprende un bastidor de soporte 2, que soporta el equipo operativo o utillaje con un molde inferior o matriz de forjado 3 que está acoplado con elementos de soporte rígidos.
Más específicamente, la matriz de forjado superior 4 está acoplada al pistón o martillo 5 de la prensa, que es movido ventajosamente por medios motrices hidráulicos.
En el molde inferior o matriz de forjado de la prensa, una pluralidad de elementos de punzón movibles, generalmente indicados por el número de referencia 10 están provistos.
La característica principal de la invención es que los elementos de punzón movibles 10 comprenden un miembro punzón, indicado por el número de referencia 11, que es introducido para proveer una operación de formado o moldeado de la palanquilla 8, en el correspondiente molde o matriz.
Otra característica muy importante de la invención es que dos palancas articuladas están provistas en ella, y más específicamente, una primera palanca articulada 13, pivotada al carro movible 14 que soporta el miembro de punzón 11 y adaptada para ser movida respecto de la matriz de forjado.
La primera palanca articulada 13, en particular, está pivotada en su otra porción final a un punto fijado del carro de soporte de punzón, acoplado a la base de la parte inferior del equipo soporte de matriz, que está rígidamente fijado al bastidor 2.
Para mover adecuadamente el carro movible 14, un cilindro hidráulico 20 cuyo vástago de pistón 21 está acoplado al punto de pivote de las palancas 16 y 13 está por la presente provisto.
Este montaje comprende las palancas articuladas y el carro movible y puede ser dispuesto tanto vertical como horizontalmente sobre una base de soporte.
En esta conexión debería resultar aparente que la prensa inventiva puede comprender cualquier número deseado de elementos de punzón, tal y como se muestra por ejemplo en las figuras 5 y 6, que muestran ejemplos de realización de prensa que incluyen cuatro y tres elementos de punzón respectivamente.
En su operación, el carro movible deslizante telescópicamente soportará el elemento o miembro de punzón 11 a ser movido para introducirlo para enganchar la región de pivote de las palancas y el cilindro.
El cilindro prensador comprende, tal y como se muestra en las figuras 9 y 10, un primer pistón 30 acoplado al vástago del pivote de palanca 21, por lo tanto permitiendo al elemento de punzón introducirse con facilidad y retirarse de la matriz.
Además, un segundo pistón 35 proyectándose desde una brida posterior 36 para ajustar el recorrido de pistón está por la presente provisto.
Más específicamente,... [Seguir leyendo]
Reivindicaciones:
1. Una prensa para el prensado en caliente de palanquillas y similares, dicha prensa (1) comprendiendo: una matriz de forjado de prensa inferior (3) ; una matriz de forjado superior (4) asociada con el martillo (5) de dicha prensa, en dicha matriz de forjado inferior (3) estando provisto al menos un elemento de punzón movible (10) para formar la pieza de trabajo (8) ; medios motrices para mover dicho elemento de punzón movible (10) , dichos medios motrices incluyendo dos palancas articuladas (13, 16) operando entre dicho elemento de punzón movible (10) , y un punto fijo, caracterizada por el hecho de que comprende además un cilindro hidráulico (20) operando en un punto de pivote de dichas palancas articuladas (13, 16) para mover dicho elemento de punzón movible (10) , y por el hecho de que dicho cilindro hidráulico (20) comprende un primer pistón de cilindro hidráulico (30) acoplado a un vástago de pistón (21) que opera en dicho punto de pivote y un segundo pistón (35) que se proyecta a partir de una brida posterior (36) de dicho cilindro hidráulico (20) para ajustar el recorrido operativo de dicho elemento de punzón (10) ; dicha matriz de forjado de prensa inferior (3) estando acoplada rígidamente a la base del equipo y a un marco básico (2) mediante elementos de soporte resilientes.
2. Una prensa, según la reivindicación 1, caracterizada por el hecho de que comprende un carro de prensa movible
(14) que soporta en una porción final suya, al menos un dicho elemento de punzón (10) y en su otra porción final estando acoplado a una de dichas palancas articuladas (13) .
3. Una prensa, según la reivindicación 1, caracterizada por el hecho de que comprende una pluralidad de elementos de punzón movidos mutuamente de forma independiente (10) .
4. Una prensa, según la reivindicación 1, caracterizada por el hecho de que el recorrido global de dicho elemento de punzón movible (10) es ajustado moviendo y disponiendo el segundo pistón posterior (35) dentro de la cámara del cilindro hidráulico (20) .
5. Una prensa, según las reivindicaciones 1 o 4, caracterizada por el hecho de que comprende un activador electrohidráulico (40) adaptado para mover directamente y localizar dicho segundo pistón (35) en la cámara de dicho cilindro (20) para el ajuste del recorrido completo de dicho elemento de punzón movible (10) y operar como un transductor de posición absoluto para detectar la posición conseguida.
Patentes similares o relacionadas:
 Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Máquina de forja hidráulica y procedimiento para reemplazar el yunque superior de la misma, del 25 de Septiembre de 2019, de Zhongkejuxin Clean Energy & Hot Forging Equipment Research And Development Co., Ltd: Una máquina de forja hidráulica, que comprende una viga móvil , un bloque de yunque superior que está conectado de manera fija a la viga móvil, un […]
Prensa para el trabajo en paralelo al tiempo útil, del 15 de Febrero de 2019, de SK-Technologies GmbH: Prensa con - al menos un empujador de prensa, con el que en el caso de accionar la prensa puede realizarse una carrera (h) de prensa, - al […]
 Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
Juego de módulos de matriz para herramientas de prensado para la fabricación de tornillos, del 9 de Marzo de 2016, de KAMAX Holding GmbH & Co. KG: Juego de módulos de matriz para una herramienta de prensado, con dos núcleos diferentes y dos anillos de refuerzo diferentes, […]
 Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, del 22 de Febrero de 2016, de Broer - Feuerbacher Spannkeiltechnik Karin Broer, Siegbert Broer, Thorsten Broer, Falk Broer GbR: Dispositivo de cuña de fijación para la fijación de herramientas en máquinas herramientas, en particular de estampas en martillos de forja o prensas de forja, con
- un […]
 Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
Método para obtener troqueles de trabajo conformados para acuñar monedas, del 27 de Enero de 2016, de Istituto Poligrafico e Zecca dello Stato S.p.A: Método para obtener troqueles de trabajo conformados para acuñar monedas con una efigie , que comprende el uso de un troquel de trabajo que va a formarse […]
 RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
RESORTE DE GAS, del 9 de Agosto de 2012, de AZOL-GAS, S.L.: La invención consiste en un resorte de gas que puede absorber movimientos perpendiculares a su eje de trabajo. Para ello posee un cuerpo cilíndrico hueco […]
 MÁQUINA DE FORJA EN FRÍO DE PRENSA HORIZONTAL CON REDUCCIÓN DE LA VELOCIDAD DE GOLPEADO, del 26 de Enero de 2012, de JESUS OÑATE Y HNOS. S.A: Máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija y parte móvil , donde la parte fija comprende […]
MÁQUINA DE FORJA EN FRÍO DE PRENSA HORIZONTAL CON REDUCCIÓN DE LA VELOCIDAD DE GOLPEADO, del 26 de Enero de 2012, de JESUS OÑATE Y HNOS. S.A: Máquina de forja en frío de prensa horizontal cuya zona de estampación comprende al menos un conjunto de parte fija y parte móvil , donde la parte fija comprende […]
 METODO DE FORJA, del 16 de Junio de 2008, de BLACK & DECKER INC.: Método para forjar una pieza con una forma predeterminada a partir de una pieza a trabajar , que comprende las siguientes etapas: […]
METODO DE FORJA, del 16 de Junio de 2008, de BLACK & DECKER INC.: Método para forjar una pieza con una forma predeterminada a partir de una pieza a trabajar , que comprende las siguientes etapas: […]