PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA FORJADA, PIEZA FORJADA Y ESTAMPA DE FORJA.
Procedimiento de fabricación de una pieza forjada, especialmente árboles segmentados (11),
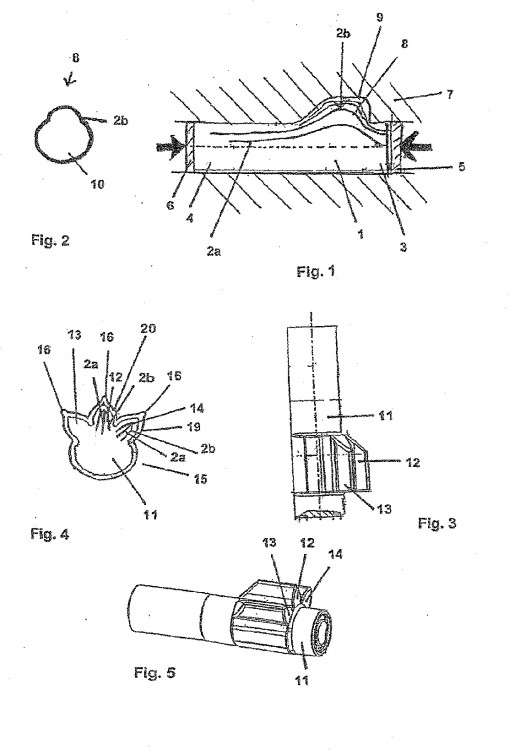
que comprende una prolongación unilateral asimétrica (11, 12, 13) configurada en forma de tres dientes, en donde se prensa material redondo (1) por extrusión transversal lateral en un primer molde (7) para obtener una pieza bruta (10) con una acumulación unilateral de material y a continuación se forja dicho material en una estampa de forja (15) hasta casi alcanzar la forma final, con lo que el recorrido de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos y conduce a una resistencia incrementada del diente central
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/001844.
Solicitante: GESENKSCHMIEDE SCHNEIDER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ULMER STRASSE 112 73431 AALEN ALEMANIA.
Inventor/es: KÖRNER,THOMAS, KOLBE,PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Octubre de 2007.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21J1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 1/00 Preparación de piezas en estado bruto. › Conformación de las piezas brutas por forjado o prensado solamente.
- B21J13/02 B21J […] › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Matrices o sus monturas.
- B21J5/02 B21J […] › B21J 5/00 Métodos para forjar, martillar o prensar (para trabajar las chapas, tubos, barras o perfiles metálicos B21D; para trabajar alambre B21F ); Equipo o accesorios particulares. › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
- B21K1/12 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de sección de forma particular.
- B21K1/76 B21K 1/00 […] › de elementos no mencionados en alguno de los grupos precedentes.
Clasificación PCT:
- B21J1/04 B21J 1/00 […] › Conformación de las piezas brutas por forjado o prensado solamente.
- B21J13/02 B21J 13/00 […] › Matrices o sus monturas.
- B21J5/02 B21J 5/00 […] › Forjado con estampa; Desbarbado mediante la utilización de matrices particulares.
- B21K1/12 B21K 1/00 […] › de sección de forma particular.
- B21K1/76 B21K 1/00 […] › de elementos no mencionados en alguno de los grupos precedentes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2356327_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento de fabricación de una pieza forjada, especialmente un árbol segmentado, que comprende una prolongación asimétrica unilateral realizada en forma de tres dientes, así como a la pieza forjada fabricada según este procedimiento, especialmente un árbol 5 segmentado en una configuración sustancialmente alargada con una prolongación asimétrica unilateral realizada en forma de tres dientes y a la estampa de forma para la puesta en práctica del procedimiento.
El documento DE 32 35 115 A1 (HITACHI Ltd) se refiere a la fabricación de árboles embridados. Las bridas son solicitadas a compresión únicamente en su zona periférica, pero no existen flancos ascendentes que son típicos de dientes y están sometidos a cargas especiales. El grado de conformación 10 para un árbol segmentado asimétrico es desigualmente más alto y las cargas de los dientes son de tipos diferentes.
Se conocen árboles segmentados con una prolongación formada en un lado con tres o más dientes. Estos árboles segmentados están sometidos a una alta carga, especialmente en los flancos de los dientes. Se incorporan preferiblemente en la cadena de movimiento de una dirección de vehículos 15 industriales. Los segmentos de hasta ahora se han fresado en material macizo. Sin embargo, esto requiere un elevado tiempo de ciclo, un alto consumo de material y altos costes en utillaje. Además, los flancos no presentan la resistencia necesaria y tienen que ser mecanizados posteriormente, por ejemplo endurecidos. El recorrido de las fibras no corresponde al recorrido de fuerza ideal.
El problema de la presente invención consiste en crear un procedimiento más sencillo para la 20 fabricación de una pieza forjada, una pieza forjada y una estampa de forja para ello que satisfagan los requisitos de resistencia de un árbol segmentado.
El problema se resuelve por medio de un procedimiento con las características de la reivindicación 1, una pieza forjada con las características de la reivindicación 8 y una estampa de forja con las características de la reivindicación 10. Perfeccionamientos ventajosos se desprenden de las 25 reivindicaciones subordinadas.
Se prensa material redondo para obtener una pieza bruta con acumulación unilateral de material mediante una extrusión transversal lateral en un primer molde y a continuación se forja dicho material en una estampa de forja. La combinación de la conformación por extrusión transversal y por forja conduce a una pieza forjada con un mínimo añadido de mecanización. Además, se genera un recorrido favorable de 30 las fibras en la prolongación unilateral transversal a la dirección de extensión del árbol, el cual conduce a una alta resistencia de la pieza forjada. Un recorrido de las fibras quebrado, desviado o dividido por arranque de virutas reduciría considerablemente la resistencia del componente.
En una prensa se extruye transversalmente material redondo por su lado frontal, con lo que el material fluye transversalmente a la dirección de prensado formando una prolongación unilateral. A 35 continuación, la pieza bruta extruida transversalmente y dotada de una prolongación lateral es extraída del útil de prensado y alimentada a una estampa de forja, en la que se forja la pieza bruta hasta obtener una pieza forjada con casi su forma final.
Para tener que aplicar fuerzas de prensado más pequeñas se calienta el material redondo antes de la extrusión transversal. El material redondo se puede conformar más fácilmente y el recorrido de las 40 fibras se mantiene mejor en estado coherente. Durante la extrusión transversal el movimiento de prensado es netamente más lento que durante la forja del tipo de golpes de martillo.
Se ha descubierto sorprendentemente que, cuando la pieza bruta se prensa en una estampa de forja con al menos una prolongación extrema de grabado dotada de al menos una junta de dilatación, se conserva muy bien el recorrido de las fibras en una pieza forjada. Se evita una desviación, recalcado o 45 quebradura del recorrido de las fibras en la zona de la prolongación unilateral de la pieza forjada. Se incrementa aún más la resistencia de la pieza forjada, especialmente en los flancos de la prolongación solicitada con altas fuerzas. Debido a la al menos una junta de dilatación en el extremo de la prolongación de grabado puede escapar material sobrante, cascarilla, lubricante, etc. Si la prolongación de grabado tiene varios extremos, tal como, por ejemplo, para dientes, está formada entonces una junta de dilatación 50 en cada extremo de diente.
Preferiblemente, la materia prima es acero redondo laminado, especialmente acero redondo laminado con coque. Esta materia prima conduce ventajosamente a un producto final con la alta resistencia necesaria.
Para aplicar fuerzas de forja suficientes se forja la pieza forjada en la dirección de la gravedad mientras se la mantiene preferiblemente en posición vertical, es decir, en la dirección del eje de la pieza bruta. Por tanto, se aprovecha la fuerza del peso del martillo de forja.
Preferiblemente, se forja la pieza bruta en caliente en una carrera para tener un tiempo de ciclo y un tiempo de máquina lo más pequeños posible por cada pieza forjada. 5
Para transformar la pieza forjada en un producto terminado se somete la pieza forjada con al menos una prolongación a una mecanización por arranque de virutas en al menos el extremo de la al menos una prolongación. El exceso de material es rebajado preferiblemente con muela hasta la medida final. No se altera o quiebra con esto el recorrido de las fibras en la prolongación y éste se conserva en la forma deseada. 10
En una forma de realización preferida la pieza forjada es un árbol segmentado con tres dientes actuantes como prolongación asimétrica. El árbol segmentado está previsto para su utilización en vehículos industriales, especialmente en los sistemas de dirección de éstos. Sobre los flancos del diente central actúan las más altas fuerzas y pares de giro. Por este motivo, es necesario que el recorrido de las fibras en los flancos del diente esté configurado con un paralelismo especialmente bueno con respecto a 15 los flancos. Esto se consigue mediante una extrusión transversal de material redondo y una forja subsiguiente en estampa de la pieza bruta.
Se fabrica una pieza forjada en una configuración sustancialmente alargada, con al menos una prolongación unilateral, a partir de acero redondo laminado, especialmente acero redondo laminado con coque, preferiblemente según el procedimiento anteriormente descrito, estando configurado un recorrido 20 de las fibras en la pieza forjada en dirección paralela al flanco de la al menos una prolongación. La prolongación con recorrido de las fibras discurriendo paralelamente al flanco de dicha prolongación a consecuencia de la extrusión transversal conduce a una resistencia incrementada deseada de la pieza forjada en el conjunto de la misma y en la prolongación asimétrica unilateral. No está sustancialmente presente una quebradura, recalcado o desviación del recorrido de las fibras en la zona de la prolongación. 25
La prolongación de la pieza forjada presenta preferiblemente al menos un diente, en particular tres dientes, para obtener ventajosamente una pieza forjada que se pueda utilizar como árbol segmentado en vehículos industriales.
Especialmente el diente central de un árbol segmentado presenta sustancialmente, de manera ventajosa, un flujo de las fibras que discurre paralelamente al flanco del diente. Esto conduce a una 30 resistencia muy alta del diente más cargado, especialmente en la zona del flanco. Por tanto, se logra una larga vida útil de la pieza forjada. Los costes de fabricación, y especialmente el tiempo del ciclo, son más bajos que en procedimientos de fabricación convencionales con arranque de virutas.
Los extremos de la al menos una prolongación, especialmente de los dientes, se mecanizan con arranque de virutas, preferiblemente por amolado. Se retiran así rebabas perturbadoras a consecuencia 35 de la junta de dilatación de la estampa de forja, conservándose los recorridos favorables de las fibras.
Para el procedimiento de forja anteriormente descrito es adecuada especialmente una estampa de forja que presente en las prolongaciones extremas de grabado al menos una junta de dilatación para recibir excesos de material, cascarillas, lubricante, etc. La estampa según la invención permite que persistan los recorridos de fibras favorablemente conformados... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de una pieza forjada, especialmente árboles segmentados (11), que comprende una prolongación unilateral asimétrica (11, 12, 13) configurada en forma de tres dientes, en donde se prensa material redondo (1) por extrusión transversal lateral en un primer molde (7) para obtener una pieza bruta (10) con una acumulación unilateral de material y a continuación se forja dicho 5 material en una estampa de forja (15) hasta casi alcanzar la forma final, con lo que el recorrido de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos y conduce a una resistencia incrementada del diente central.
2. Procedimiento según la reivindicación 1, caracterizado porque se calienta el material redondo (1) antes de la extrusión transversal. 10
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se prensa la pieza bruta (10) en una estampa de forja (15) con al menos una prolongación extrema de grabado dotada de al menos una junta de dilatación (16, 17, 18).
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3 anteriores, caracterizado porque la materia prima es acero redondo laminado, especialmente acero redondo laminado con coque. 15
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4 anteriores, caracterizado porque la pieza forjada (11) se forja en posición vertical en la dirección del eje de la pieza bruta (10).
6. Procedimiento según la reivindicación 3, caracterizado porque la pieza forjada (11) con una prolongación unilateral asimétrica (8) configurada en forma de tres dientes es mecanizada con arranque de virutas al menos en el extremo de los dientes debido a la junta de dilatación (16, 17, 18) formada en la 20 estampa de forja (15).
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6 anteriores, caracterizado porque la pieza forjada (11) es un árbol segmentado con tres dientes (12, 13, 14).
8. Pieza forjada, especialmente árbol segmentado (11) en una configuración sustancialmente alargada con una prolongación unilateral asimétrica configurada en forma de tres dientes (11, 12, 13), 25 fabricada según un procedimiento conforme a una de las reivindicaciones 1 a 7, en donde el recorrido (2a, 2b) de las fibras en los flancos del diente central está configurado con un paralelismo especialmente bueno con respecto a los flancos.
9. Pieza forjada (11) según la reivindicación 8, caracterizada porque los extremos de los tres dientes de la prolongación unilateral asimétrica (8) se han mecanizado con arranque de virutas. 30
10. Estampa de forja (15) para fabricar un árbol segmentado con una prolongación unilateral asimétrica configurada en forma de tres dientes (11, 12, 13) y para poner en práctica el procedimiento según cualquiera de las reivindicaciones 1 a 7, en donde la estampa de forja (15) presenta en las prolongaciones extremas de grabado al menos una junta de dilatación (16) para recibir excesos de material, cascarilla, etc. 35
Patentes similares o relacionadas:
Cremallera y un procedimiento para la fabricación de una cremallera para un automóvil, del 17 de Junio de 2020, de THYSSENKRUPP PRESTA AG: Procedimiento para la fabricación de una cremallera para un mecanismo de dirección de un automóvil, que presenta al menos una sección de dentado […]
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Procedimiento para mecanizar una pieza funcional, del 20 de Septiembre de 2017, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Procedimiento para mecanizar una pieza funcional , que se extiende en una dirección longitudinal y una superficie envolvente , que rodea un eje central […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Procedimiento para la fabricación de un muñón extrusionado, del 1 de Febrero de 2017, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Procedimiento para la fabricación de un muñón extrusionado que se extiende en un sentido longitudinal y que presenta una superficie envolvente que […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Estampa y procedimiento para la forja, del 6 de Abril de 2016, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Estampa para la forja de una sección que presenta un engranaje de una cremallera de un dispositivo de dirección con primeras y segundas […]
Estampa y procedimiento para la forja, del 6 de Abril de 2016, de THYSSENKRUPP PRESTA AKTIENGESELLSCHAFT: Estampa para la forja de una sección que presenta un engranaje de una cremallera de un dispositivo de dirección con primeras y segundas […]