CIP-2021 : B21D 51/00 : Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
CIP-2021 › B › B21 › B21D › B21D 51/00[m] › Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B21D 51/02 · caracterizados por la estructura de los objetos.
Notas[n] de B21D 51/02: - Realización de objetos huecos caracterizados por su estructura y por su usose clasifican sólo en el grupo B21D 51/16 .
B21D 51/04 · · de objetos con piezas relacionadas, p.ej. de objetos con fondo o tapaderas fijados rígidamente.
B21D 51/06 · · de objetos plegados.
B21D 51/08 · · de objetos esféricos.
B21D 51/10 · · de objetos cónicos o cilíndricos.
B21D 51/12 · · de objetos con paredes onduladas.
B21D 51/14 · · Aplanado de objetos huecos para el transporte o el almacenaje; Restauración de la forma de estos objetos.
B21D 51/16 · caracterizados por el uso de los objetos (fabricación de cambiadores de calor B21D 53/02).
B21D 51/18 · · de recipientes, p. ej. bañeras, cubas, depósitos, fregaderos o similares.
B21D 51/20 · · · de toneles.
B21D 51/22 · · · de marmitas, p. ej. para la cocina.
B21D 51/24 · · de depósitos de alta presión, p. ej. calderas, botellas de gas.
B21D 51/26 · · de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
B21D 51/28 · · · Doblado de la junta longitudinal.
B21D 51/30 · · · Doblado de la junta anular.
B21D 51/32 · · · · por laminado.
B21D 51/34 · · · · por prensado.
B21D 51/36 · · de tubos flexibles replegables o de tubos análogos de paredes delgadas, p. ej. para pasta dentífrica.
B21D 51/38 · · Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
B21D 51/40 · · · Fabricación de dispositivos para llenar o vaciar los recipientes, p. ej. agujeros con tapón.
B21D 51/42 · · · · Fabricación o fijación de cuellos.
B21D 51/44 · · · Fabricación de cierres, p. ej. tapas (a partir de hojas metálicas delgadas en la misma forma en que se confeccionan cápsulas de papel B31D 5/00; fabricación y colocación simultánea de los cierres B67B).
B21D 51/46 · · · · Colocación de la junta o de un material estanco.
B21D 51/48 · · · · Fabricación de cápsulas o cubiertas destinadas a ser engastadas en los cuellos.
B21D 51/50 · · · · Fabricación de tapones o cubiertas con paso de rosca.
B21D 51/52 · · de cajas, estuches para cigarrillos o artículos similares.
B21D 51/54 · · de estuches, p. ej. para municiones, para cartuchos de correspondencia en los sistemas neumáticos.
CIP2021: Invenciones publicadas en esta sección.
Estampación en relieve en una pieza de partida plana de metal (procedimiento y aparato).
(01/03/2016) Procedimiento de estampación en relieve de un artefacto (11,11') en una pared de una lata , en el que
(a) una lámina plana o pieza de partida del metal (s) es transportada (vs) a lo largo de un banco de transporte por varios grupos separados de rodillos , teniendo cada uno un rodillo superior y un rodillo inferior (20a, 20b; . . . );
(b) un par de rodillos de estampación en relieve rotativos (30; 31a; 31b), dispuestos entre dos de los grupos de rodillos de transporte , y accionados por una servo transmisión o motor , realizan la estampación en relieve (32a, 32b) del artefacto (11,11') en la lámina plana transportada o pieza de partida (s);
(c) con lo que los rodillos de transporte en sus superficies, los rodillos de estampación en relieve en sus superficies, y la lámina o pieza de partida tienen la…
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento.
(15/01/2014) Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de cuerpo hueco una cavidad abierta en un extremo y herméticamente cerrada en un extremo opuesto por un cabezal de dicho elemento de cuerpo hueco , consistiendo el procedimiento en las siguientes fases:
a. predisponer una matriz de soporte que incluye un asiento , con una forma complementaria a la de dicho elemento de cuerpo hueco , y un canal de expulsión que tiene un primer extremo que se comunica con dicho asiento y un segundo extremo de expulsión ; b. insertar y posicionar dicho elemento…
MAQUINA PARA TRANSFORMAR PERFILES PLANOS DE DOBLE PARED Y LONGITUD DETERMINADA, EN OTROS AHUSADOS CON MAYOR MOMENTO DE INERCIA.
(16/02/2006). Ver ilustración. Solicitante/s: UMBELCO, S.L.L.
Máquina para transformar perfiles planos de doble pared y longitud determinada, en otros ahusados con mayor momento de inercia. Consiste en una máquina diseñada, para partiendo de perfiles planos formados por dos paredes delgadas interrelacionadas en sus extremos en toda su longitud , transformarlos mediante presión lateral procedente de una fuente de energía, en otros con forma ahusada de mayor momento de inercia por alejamiento y curvado de las caras , que componían el primitivo perfil.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS.
(16/05/1999). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, BUSCHSIEWEKE, OTTO.
LA INVENCION SE REFIERE A UN PROCESO PARA LA ELABORACION DE CUERPOS HUECOS COMPUESTOS AL MENOS DE DOS PARTES INDIVIDUALES DEL TIPO DE CUBIERTA. LAS PARTES INDIVIDUALES SON ELABORADAS DE MANERA EMPAREJADA EN LA POSICION DE UNION SUBSECUENTE, SIENDO LLEVADAS CONJUNTAMENTE A LA POSICION DE UNION EN LA ESTACION DE MONTAJE Y LIGADAS CONJUNTAMENTE CON PREFERENCIA MEDIANTE REMACHADO DE PUNZON O MEDIANTE SOLDADURA DE DESCARGA DE CONDENSADOR. DEPENDIENDO DEL TAMAÑO DE LAS PARTES INDIVIDUALES, PUEDEN SER ELABORADAS Y JUNTADAS EN UN DISPOSITIVO DE UNION Y DE PERFILACION INDIVIDUAL. LAS PARTES INDIVIDUALES MAS GRANDES SON ELABORADAS EN UN DISPOSITIVO SEPARADO, SIENDO JUNTADAS ENTONCES EN UN DISPOSITIVO DE UNION.
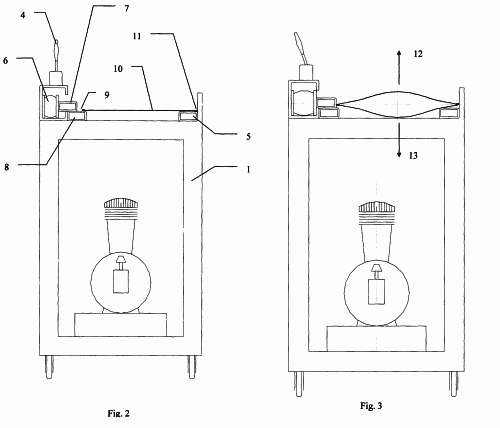
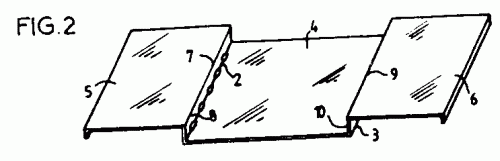
PROCEDIMIENTO DE CONFORMACION DE UNA CHAPA EN AL MENOS UN DIEDRO CON CARAS INTERIORES ESMALTADAS Y RECINTO DE HORNO CORRESPONDIENTE.
(16/10/1997). Ver ilustración. Solicitante/s: MOULINEX S.A.. Inventor/es: PIERRE PECULLO, GUY,, MAUMY, MICHEL, JULES.
PROCEDIMIENTO DE CONFORMACION DE UNA CHAPA EN AL MENOS UN DIEDRO CON CARAS INTERIORES ESMALTADAS Y RECINTO DE HORNO CORRESPONDIENTE. EL PROCEDIMIENTO DE CONFORMACION ESTA CARACTERIZADO PORQUE SE PUNZONA LA CHAPA SEGUN UNA PRIMERA LINEA DE PUNZONADO DE MANERA QUE SE DIVIDA LA CHAPA EN DOS PARTES , SE PLIEGA SEGUN UNA LINEA DE PUNZONADO Y SEGUN UNA LINEA DE PLEGADO DE MANERA QUE SE CONSTITUYA UN BORDE ; SE APLICA SOBRE LAS CARAS INTERIORES UNA CAPA DE ESMALTE; LUEGO SE REPLIEGA EL CONJUNTO DE BORDE Y SEGUNDA PARTE SEGUN LA LINEA DE PUNZONADO DE MANERA QUE EL BORDE SE SUPERPONGA A LA BANDA PARA FORMAR UN PLIEGUE APLASTADO Y CONFORMAR ASI LAS DOS PARTES EN DIEDRO. APLICACION A LOS RECINTOS ESMALTADOS DE HORNO QUE COMPRENDEN UN FONDO Y DOS COSTADOS.
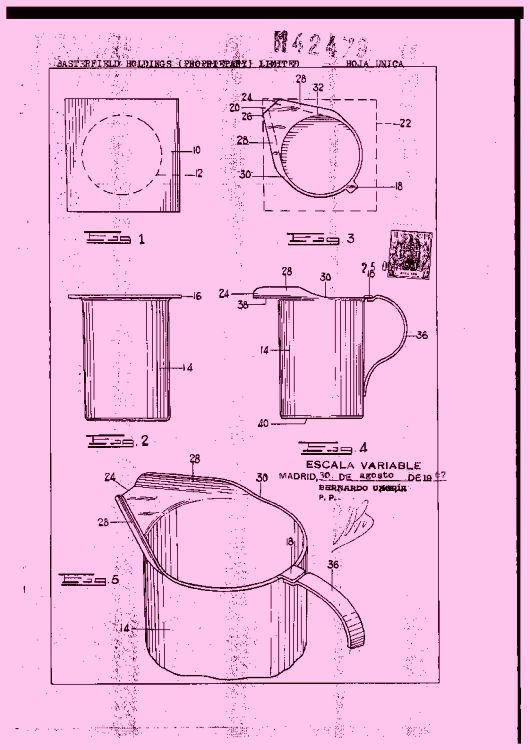
(16/10/1969). Ver ilustración. Solicitante/s: BASTERFIELD HOLDING (PROPRIETARY) LIMITED.
Un utensilio de menaje que incluye un cuerpo hueco y un pico vertedor que tiene su extremidad interior situada por encima del nivel en el cual se prevee llenar el artículo, siendo la altura de la superficie inferior del pico vertedor por encima de la base del cuerpo, por lo menos tan importante en la extremidad interior como en la extremidad exterior del pico vertedor.
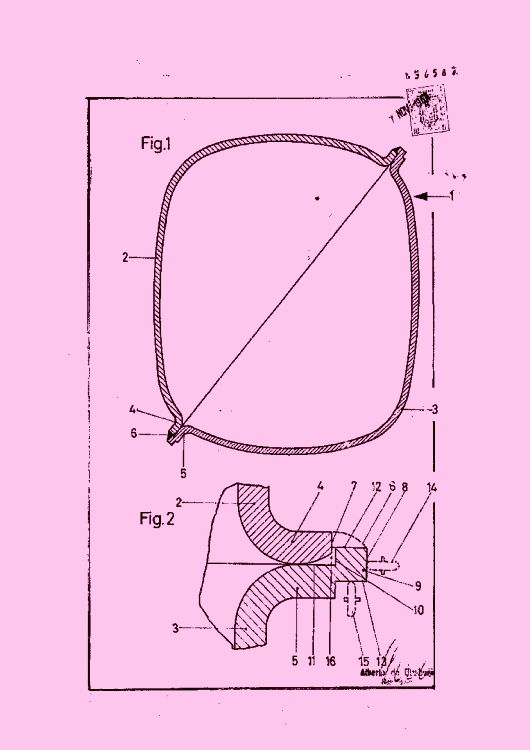
UN DISPOSITIVO DE CAPSULA, EN ESPECIAL PARA MAQUINAS FRIGORIFICAS.
(01/01/1969). Ver ilustración. Solicitante/s: DANFOSS A/S.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}