Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento.
Procedimiento para crear una abertura en un elemento de cuerpo hueco (3) que tiene una extensión longitudinal,
incluyendo dicho elemento de cuerpo hueco (3) una cavidad (6) abierta en un extremo (7) y herméticamente cerrada en un extremo opuesto por un cabezal (5) de dicho elemento de cuerpo hueco (3), consistiendo el procedimiento en las siguientes fases:
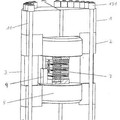
a. predisponer una matriz de soporte (12) que incluye un asiento (17), con una forma complementaria a la de dicho elemento de cuerpo hueco (3), y un canal de expulsión (13) que tiene un primer extremo (18) que se comunica con dicho asiento (17) y un segundo extremo de expulsión (19); b. insertar y posicionar dicho elemento de cuerpo hueco (3) en dicho asiento (17) de manera que dicho primer extremo (18) quede dispuesto en correspondencia con una parte de pared (16) de dicho elemento de cuerpo hueco (3) donde se debe crear dicha abertura (8), impidiendo dicho asiento (17) una deformación de dicho elemento de cuerpo hueco (3) con la excepción de la parte de pared (16), en la que la deformación se hace posible por la presencia de dicho primer extremo (18) del canal de expulsión (13);
c. bloquear el elemento de cuerpo hueco (3) en el asiento (17) mediante un elemento de apriete (14);
d. llenar al menos en parte y progresivamente la cavidad (6) con un fluido no compresible;
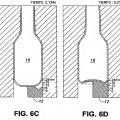
e. insertar un pistón (15) en dicha cavidad (6) para comprimir progresivamente el fluido no compresible con el fin de generar dentro de la cavidad (6) una presión progresivamente creciente suficiente para deformar lenta y progresivamente dicha parte de pared (16) hasta que la presión alcanza un valor que provoca un desprendimiento brusco de dicha parte de pared (16) del elemento de cuerpo hueco (3), para formar dicha abertura (8), y la expulsión de dicha parte de pared (16) a lo largo del canal de expulsión (13), estando los bordes de dicha abertura (8) orientados hacia la cavidad (6), es decir hacia el interior de dicho elemento de cuerpo hueco (3), lisos y redondeados.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2009/000364.
Solicitante: GI.DI. MECCANICA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: Via Toniolo 29 31028 Vazzola (TV) ITALIA.
Inventor/es: GIUSTI,DINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
- B21D28/28 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › en tubos u otros cuerpos huecos.
- B21D51/00 B21D […] › Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
PDF original: ES-2457096_T3.pdf
Fragmento de la descripción:
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento CAMPO TÉCNICO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento para crear una abertura en un elemento de cuerpo hueco y a un elemento de cuerpo hueco que tiene una extensión longitudinal y está provisto de una o más aberturas creadas con el procedimiento arriba mencionado; pudiendo consistir el elemento de cuerpo hueco en un perno conector para fluidos abierto en un extremo y cerrado por la cabeza del perno en el extremo opuesto o a elementos similares. Las aberturas creadas con este procedimiento pueden disponerse tanto en un eje esencialmente transversal a la longitud del elemento de cuerpo hueco como en una dirección axial.
ESTADO ACTUAL DE LA TÉCNICA
Un procedimiento actualmente bien conocido es proporcionar una o más aberturas en elementos cilíndricos huecos en su interior mediante procesos mecánicos de mecanización, en general operaciones de fresado, perforación o punzonado, que tienen la desventaja de requerir operaciones de reanudación posteriores para eliminar las rebabas de corte que inevitablemente se forman durante tales operaciones, en particular en las paredes interiores del elemento cilíndrico, debido al hecho de que la dirección de corte es desde el exterior hacia el interior de dicho elemento. Por tanto, las operaciones de reanudación y de acabado superficial posteriores son bastante difíciles, dado que es necesario introducir herramientas dentro del elemento cilíndrico. El requisito de dejar el borde de tales aberturas tan liso y uniforme como sea posible principalmente viene impuesto por la necesidad de evitar un posible desprendimiento posterior de partículas de metal que, cuando el elemento hueco se utiliza en un circuito neumático o hidráulico, podrían dañar otros componentes del circuito; además, aún en el caso de utilizar el elemento de cuerpo hueco en la circulación de fluidos, cualquier discontinuidad existente en el borde de las aberturas podría obstaculizar el libre flujo del fluido, creando así una turbulencia que causaría una considerable caída de presión o al menos un funcionamiento irregular del circuito.
Un procedimiento bien conocido consiste también en formar aberturas en un elemento cilíndrico mediante operaciones de punzonado. Un ejemplo de realización de aberturas mediante punzonado en un elemento cilíndrico hueco en su interior se describe en la solicitud de patente italiana nº PN2008A000095, de la presente solicitante, que se refiere a la producción de un perno conector para fluidos, en particular para aceite, conocido en la técnica actual con el término "banjo", que está provisto de una cavidad de paso interna para fluido y formado mediante procedimientos de deformación de material ya conocidos, tales como forjado en frío; las aberturas en la pared cilíndrica a través de las cuales la cavidad interna se comunica con el entorno exterior o con un circuito hidráulico se producen con un proceso de traspasado desde el exterior con el fin de recortar, en la zona de punzonado, un trozo que cae espontáneamente dentro de la cavidad del perno.
Sin embargo, el procedimiento descrito en dicha solicitud de patente no está exento de inconvenientes: en primer lugar es necesario un procedimiento de reanudación adicional para eliminar las rebabas de corte del trozo dentro de la pared cilíndrica, con las dificultades ya señaladas más arriba.
Además, para garantizar que el trozo se desprenda completamente de la pared, es necesario reducir el espesor de la pared cilíndrica del perno, disminuyendo con ello su resistencia mecánica durante la fase de punzonado; de hecho, el procedimiento prevé que, para evitar el riesgo de causar deformaciones permanentes debidas a un menor espesor de la pared, se inserte en la cavidad del perno un elemento de refuerzo de pared que actúe como una especie de "yunque"; sin embargo, por razones obvias, este elemento de refuerzo no puede insertarse hasta la zona de punzonado y, por tanto, sigue existiendo riesgo de provocar deformaciones permanentes en el perno.
Otro serio inconveniente es el riesgo de que no siempre es posible expulsar con certeza el trozo o los trozos o, incluso más grave, que éstos no se desprendan por completo de la pared, con lo que puede ocurrir que sean transportados en el flujo de fluido circulante, creando graves riesgos para el circuito, por ejemplo la posibilidad de atascarlo.
Naturalmente, es posible proporcionar dispositivos adicionales especiales o maniobras especiales para asegurar la expulsión o el desprendimiento de los trozos, así como para compensar cualesquiera deformaciones que pueda haber causado el menor espesor de las paredes del perno; sin embargo, tales dispositivos y/o maniobras aumentan los costes de producción del perno, por lo que este procedimiento podría no ser económicamente conveniente.
El documento WO 03/099485 describe un procedimiento para formar un elemento estructural que incluye la hidroconformación de un hueco para formar un elemento hidroconformado y el acabado del elemento hidroconformado colocando la pared de dicho elemento hidroconformado entre una superficie de matriz y un elemento de descarga electromagnética de sección transversal no circular y accionando el elemento de descarga electromagnética de manera que la pared metálica del elemento hidroconformado se vea presionada contra la superficie de matriz.
El documento DE 102006028775 A1 describe un procedimiento para crear aberturas mediante hidroconformación.
SUMARIO DE LA INVENCIÓN
El principal objetivo de la presente invención es proporcionar un procedimiento para realizar una abertura en un elemento de cuerpo hueco, así como un elemento de cuerpo hueco con una extensión longitudinal y provisto de una o más aberturas formadas con el mismo procedimiento, capaces de resolver los problemas derivados de los procedimientos ya conocidos arriba mencionados.
Dentro del alcance del objetivo indicado, un propósito de la presente invención es desarrollar un procedimiento que no requiera operaciones de reanudación o acabado posteriores en las paredes internas del elemento de cuerpo hueco que rodean las aberturas.
Otro objetivo es proporcionar un procedimiento con el cual sea posible crear un borde en las aberturas lo más liso y uniforme posible sin necesidad de procesos de mecanización adicionales, salvo por cualquier trabajo de acabado superficial fácilmente aplicable en las paredes exteriores.
Otro objetivo más es proporcionar un procedimiento que no lleve a la formación de rebabas en las paredes del elemento de cuerpo hueco, en particular en las paredes interiores, como resultado de la formación de las aberturas.
Además, otro objetivo es proporcionar un procedimiento donde no sea necesario comprometer la resistencia del elemento de cuerpo hueco para facilitar la formación de las aberturas.
Es también otro objetivo proporcionar un procedimiento para asegurar el desprendimiento completo y uniforme de la paredes cilíndricas de las partes de pared eliminadas para crear las aberturas, así como su expulsión completa y segura del elemento de cuerpo hueco.
Otro objetivo es proporcionar un procedimiento donde la formación de las aberturas en el elemento de cuerpo hueco no requiera el uso de dispositivos especiales o equipos adicionales a los normalmente previstos y, por tanto, no implique costes de producción adicionales resultantes de tales dispositivos y/o equipos.
Otro objetivo no menos importante es proporcionar idear un procedimiento para crear una abertura en un elemento de cuerpo hueco, así como un elemento de cuerpo hueco provisto de una o más aberturas creadas con dicho procedimiento, que logren los fines y objetivos arriba mencionados a un coste competitivo y que puedan implementarse con las plantas, las máquinas y el equipo usuales y ya conocidos.
Los fines y objetivos arriba mencionados, y otros que se evidenciarán posteriormente, se logran con un procedimiento para crear una abertura en un elemento de cuerpo hueco según se define en la reivindicación 1.
La invención se refiere también a un equipo para implementar el procedimiento de la reivindicación 1 tal como se reivindica en la reivindicación 7.
BREVE DESCRIPCIÓN DE LAS FIGURAS
Otras características y ventajas adicionales de un procedimiento según la presente invención se harán más evidentes a partir de la descripción siguiente de una forma de realización concreta, pero no exclusiva, ilustrada puramente a modo de ejemplo, pero sin intenciones limitativas, con referencia a las figuras siguientes, en las que:
Figura 1: vista en corte axial de un elemento de cuerpo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para crear una abertura en un elemento de cuerpo hueco (3) que tiene una extensión longitudinal, incluyendo dicho elemento de cuerpo hueco (3) una cavidad (6) abierta en un extremo (7) y herméticamente cerrada en un extremo opuesto por un cabezal (5) de dicho elemento de cuerpo hueco (3) , consistiendo el procedimiento en las siguientes fases:
a. predisponer una matriz de soporte (12) que incluye un asiento (17) , con una forma complementaria a la de dicho elemento de cuerpo hueco (3) , y un canal de expulsión (13) que tiene un primer extremo (18) que se comunica con dicho asiento (17) y un segundo extremo de expulsión (19) ;
b. insertar y posicionar dicho elemento de cuerpo hueco (3) en dicho asiento (17) de manera que dicho primer extremo (18) quede dispuesto en correspondencia con una parte de pared (16) de dicho elemento de cuerpo hueco (3) donde se debe crear dicha abertura (8) , impidiendo dicho asiento (17) una deformación de dicho elemento de cuerpo hueco (3) con la excepción de la parte de pared (16) , en la que la deformación se hace posible por la presencia de dicho primer extremo
(18) del canal de expulsión (13) ;
c. bloquear el elemento de cuerpo hueco (3) en el asiento (17) mediante un elemento de apriete (14) ;
d. llenar al menos en parte y progresivamente la cavidad (6) con un fluido no compresible;
e. insertar un pistón (15) en dicha cavidad (6) para comprimir progresivamente el fluido no compresible con el fin de generar dentro de la cavidad (6) una presión progresivamente creciente suficiente para deformar lenta y progresivamente dicha parte de pared (16) hasta que la presión alcanza un valor que provoca un desprendimiento brusco de dicha parte de pared (16) del elemento de cuerpo hueco (3) , para formar dicha abertura (8) , y la expulsión de dicha parte de pared (16) a lo largo del canal de expulsión (13) , estando los bordes de dicha abertura (8) orientados hacia la cavidad (6) , es decir hacia el interior de dicho elemento de cuerpo hueco (3) , lisos y redondeados.
2. Procedimiento según la reivindicación 1, caracterizado porque la dirección de deformación, separación y expulsión de dicha parte de pared (16) está orientada desde el interior de la cavidad (6) hacia el exterior del elemento de cuerpo hueco (3) .
3. Procedimiento según la reivindicación 1, caracterizado porque dicho primer extremo (18) del canal de expulsión (13) tiene una sección transversal que se corresponde esencialmente con la forma de la abertura (8) a crear.
4. Procedimiento según la reivindicación 1, caracterizado porque la abertura (8) está dispuesta en un eje transversal a la extensión longitudinal del elemento de cuerpo hueco (3) .
5. Procedimiento según la reivindicación 1, caracterizado porque dicha abertura (8) está orientada axialmente con respecto a la extensión longitudinal del elemento de cuerpo hueco (3) .
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque el asiento (17) está provisto de una o más áreas rebajadas (22) , situadas preferentemente cerca de dicho primer extremo (18) del canal de expulsión (13) , para formar durante la fase (e) una o más partes de entalladura (20A, 20B, 20C, 20D; 21) que sobresalen de dicho elemento de cuerpo hueco (3) .
7. Equipo para implementar el procedimiento según la reivindicación 1, que incluye una matriz (12) provista de un asiento (17) adecuado para recibir un elemento de cuerpo hueco (3) que incluye una cavidad (6) abierta en un extremo (7) y herméticamente cerrada en un extremo opuesto por el cabezal (5) de dicho elemento de cuerpo hueco (3) , teniendo dicha matriz (12) un canal de expulsión (13) con un primer extremo (18) que se comunica con dicho asiento (17) y un segundo extremo de expulsión (19) que se comunica con el entorno exterior, y que comprende además un elemento de apriete (14) para bloquear dicho elemento de cuerpo hueco (3) en dicho asiento (17) .
8. Equipo según la reivindicación 7, caracterizado porque el asiento (17) está provisto de una o más áreas rebajadas (22) situadas preferentemente cerca de dicho primer extremo (18) de dicho canal de expulsión (13) .
9. Equipo según la reivindicación 7 integrable en una línea de transferencia para la producción de dicho elemento de cuerpo hueco (3) mediante un proceso de deformación en frío.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación, del 20 de Abril de 2016, de SCHULER AUTOMATION GMBH & CO. KG: Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta […]
 Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método, del 30 de Abril de 2014, de Kiss Engineering B.V: Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto (10, 11, […]
 Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
 Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS, del 5 de Marzo de 2012, de SONACA S.A.: Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y […]
HERRAMIENTA DE HIDROFORMACIÓN, del 13 de Febrero de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión de piezas de trabajo metálicas en forma de placa, que comprende una parte superior de herramienta con una matriz de conformación […]