34 patentes, modelos y diseños de BENTELER AG
PROCEDIMIENTO DE FABRICACION DE UN PERFIL TUBULAR RIGIDO EN FLEXION Y ELASTICO EN TORSION.
(09/03/2010) Procedimiento para la fabricación de un perfil tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, en el que un tubo de acero cementado se conforma, en primer lugar, elásticamente a la torsión en la sección (c) longitudinal media por medio de una conformación en frío en forma de U, asegurándose secciones (a) terminales rígidas a la torsión, después de lo cual el perfil tubular realizado de ese modo se somete a un endurecimiento de la capa superficial en las secciones (b) de transición, entre la sección (c) longitudinal media conformada en forma de…
COLUMNA B PARA UN VEHICULO MOTORIZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Inventor/es: GEHRINGHOFF, LUDGER, KNAUP, HANS-JURGEN. Clasificación: B62D25/04, B62D29/00.
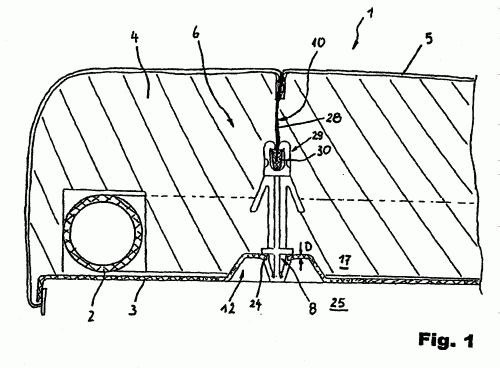
Columna B como componente de la carrocería para un vehículo motorizado, compuesta por un perfil longitudinal de acero, en donde el perfil longitudinal presenta una sección longitudinal superior con una estructura material fundamentalmente martensítica y una resistencia por encima de 1.400 N/mm2 y una sección longitudinal inferior con mayor ductilidad con una estructura material fundamentalmente ferrítica-perlítica y una resistencia por debajo de 850 N/mm2.
Sección de la CIP Técnicas industriales diversas y transportes
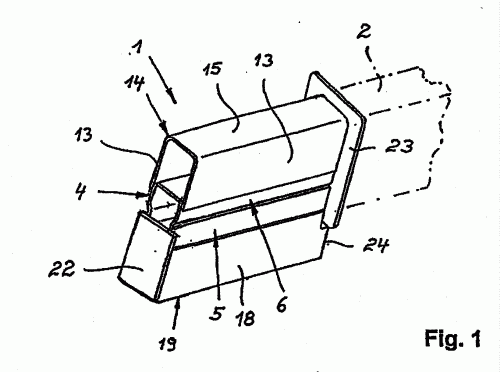
(16/07/2006). Ver ilustración. Inventor/es: DR. KRINING, ACHIM, DR. WANG, HUI, STRAZNIKIEWIECZ, DARIUSZ. Clasificación: B60R19/34.
Elemento de deformación entre un larguero y una traviesa de un automóvil desplazada verticalmente con relación a su plano (HMLE1) longitudinal central horizontal, respecto al plano (HMLE) longitudinal central horizontal del larguero , que se compone de un cuerpo (4, 4a, 4b, 4c) hueco alargado de base, de sección transversal poligonal, con mayor altura (H) que anchura (B), y al menos de una camisa (14, 19; 14a, 19a) de refuerzo con una sección transversal en forma de U, que con los bordes longitudinales libres de sus lados , recubre en la extensión longitudinal del cuerpo (4, 4a, 4b, 4c), el cuerpo (4, 4a, 4b, 4c) de base, y está unida mediante estos bordes longitudinales con el cuerpo (4, 4a, 4b, 4c) de base, con la técnica de la soldadura.
DISPOSICION DE PARACHOUES.
Sección de la CIP Técnicas industriales diversas y transportes
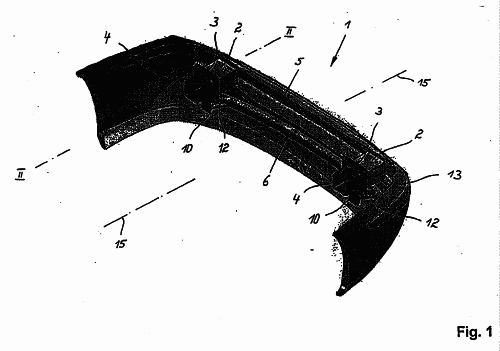
(16/04/2006). Ver ilustración. Inventor/es: SCHMIDT, RALF, BRAUN, DIETER, GEHRINGHOFF, LUDGER, HARTEL, WULF, SCHONE, KNUT. Clasificación: B60R19/18, B60R19/12.
Disposición de parachoques para la zona delantera o zona trasera, recubierta por medio de un carenado , de la carrocería de un turismo, que comprende una traviesa (5, 5a-d) conectada en el lado extremo por medio de consolas distanciadoras y placas de tope con los largueros de la carrocería, así como un larguero transversal (6, 6a) previsto debajo de la traviesa (5, 5a-d), caracterizado porque el larguero está apoyado por medio de tirantes distanciadores , dispuestos debajo de las consolas distanciadoras, igualmente en las placas de tope , en el que la traviesa (5, 5a-d) y/o las consolas distanciadoras están divididas, al menos por zonas, en al menos dos zonas de deformación, que están dispuestas una detrás de la otra en la dirección longitudinal del vehículo , con diferente nivel de fuerza, en el que el larguero transversal (6, 6a) está conectado, debajo de las consolas distanciadoras , por medio de tirantes distanciadores que se extienden inclinados, con las placas de tope.
ALCOCHADO PARA EL RESPALDO DE UN ASIENTO DE UN VEHICULO DE MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Inventor/es: PERSKE, JOACHIM, BENDLER, JENS, STOSCH, ANDREAS, PLASS, ANDREAS, STEVENS, FRANS. Clasificación: B60N2/58.
Respaldo que forma parte de un asiento de vehículo de motor, que presenta una envoltura de chapa y un acolchado dispuesto sobre la misma con una funda de acolchado , y el acolchado está retenido mediante elementos de sujeción sobre la envoltura de chapa , en donde cada elemento de sujeción se inmoviliza con un talón de fijación en un rebajo de la envoltura de chapa y encaja con un segmento de gancho en el acolchado , y la funda de acolchado está acoplada al elemento de sujeción mediante un conector , caracterizado porque el elemento de sujeción posee, por el extremo opuesto al talón de fijación , un alojamiento en el que encaja el conector con un perfil de sujeción.
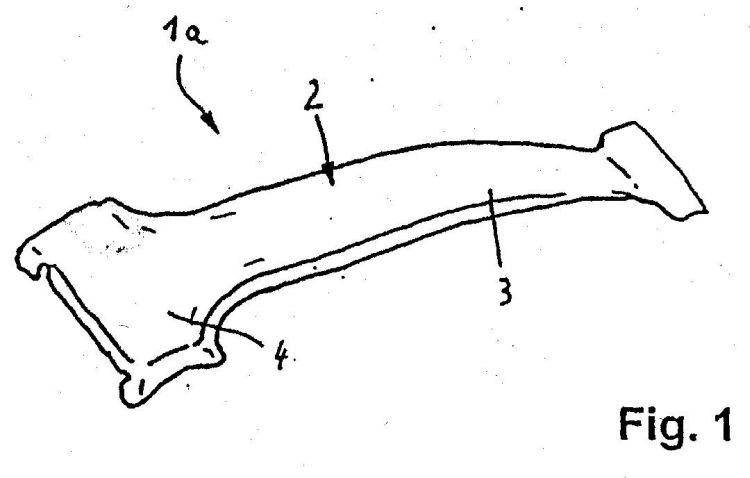
METODO PARA FABRICAR PIEZAS ESTRUCTURALES EN LA CONSTRUCCION DE AUTOMOVILES.
(01/03/2005) Procedimiento para fabricar piezas estructurales alargadas (1, 1, 1a, 1b) en la fabricación de automóviles que, al menos por regiones, presentan una elevada resistencia y una capacidad de estiramiento mínima de entre el 5% y el 10%, además de asumir funciones de seguridad, en el que, mediante conformación que se produce en estado blando de pletinas, acero en fleje o tubos de aceros templables, se configura en primer lugar cada pieza estructural (1, 1, 1a, 1b) y después se lleva ésta, por medio de un inductor (12, 12a, 12b) que sigue el contorno de la pieza estructural, puede trasladarse con relación a la pieza estructural (1, 1, 1a, 1b) y agarra la pieza constructiva, al menos parcialmente a la temperatura de austenitización necesaria para el templado y, a continuación, se enfría con una unidad refrigeradora (15, 15a, 15b) reajustada…
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/2002). Inventor/es: MILLER, MATTHIAS. Clasificación: F16B39/24.
Arandela de seguridad para su colocación entre dos piezas a unir , que tiene un cuerpo de arandela con cuerpos en unión positiva que sobresalen en dirección a las piezas , caracterizada porque en el borde del cuerpo de arandela , y separados verticalmente o en ángulo recto de éste, tiene brazos de apoyo con contrasoportes.
Aceropara la fabricación de parachoques de vehículos automóviles.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/12/2002). Inventor/es: TIPKER, DR. DIETER. Clasificación: C22C38/12, C21D8/02, B62D25/00.
Aleación de acero para tubos chapas o perfiles para la fabricación de parachoques para automóviles, compuesta expresada en porcentajes en peso por Carbono (C) 0,17 a 0,20 % Manganeso (Mn) 1,70 a 2,20 % Cromo (Cr) 0,45 a 0,75 % Molibdeno (Mo) 0,10 a 0,35 % Aluminio (Al) 0,03 a 0,05 % Titanio (Ti) 0,001 a 0,05 % Vanadio (V) 0,01 a 0,12 % Niobio (Nb) 0,025 a 0,06 % Circonio (Zr) 0,0001 a 0,10 % Boro (B) 0,002 a 0,003 % Nitrógeno (N) 0,01 a 0,04 % Silicio (Si) máx. 0,15 % Fósforo (P) máx. 0,025 % Azufre (S) máx. 0,010 % resto hierro inclusive impurezas debidas a la fusión, estando comprendida la suma de los componentes de la aleación titanio, vanadio y niobio entre 0,16 y 0,25 %.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO HUECO ALARGADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2002). Inventor/es: OLSZEWSKI, EGON, TOPKER, DIETER, HANSEN, RAINER. Clasificación: B62D65/00, B21D53/88.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO HUECO LONGITUDINAL BASANDOSE EN ALUMINIO ENDURECIDO DE FORMA NATURAL, TAL COMO POR EJEMPLO ALMGMN, O UNA ALEACION DE ALUMINIO ENDURECIBLE, POR EJEMPLO ALMGSI1, ASI COMO LA UTILIZACION DE CUERPO HUECO DE ESTE TIPO COMO COMPONENTE SOPORTE DE MECANISMO DE MARCHA EN CONSTRUCCION DE VEHICULOS. EN LA ELABORACION SE UNEN DOS CHAPAS UNA CON OTRA DE ESPESOR DIFERENTE A UNA PLETINA. DESPUES LA PLETINA SE CONFORMA PARA LA OBTENCION DE UN CUERPO HUECO Y SE UNE EN SUS CANTOS LONGITUDINALES SEGUN TECNICA DE UNION DE JUNTURA. LA CONFORMACION FINAL DEL CUERPO HUECO RESULTA A TRAVES DE CONFORMADO DE ALTA PRESION INTERIOR HIDRAULICA.
CONDUCTO DE ESCAPE DE GASES.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/04/2002). Inventor/es: KLEINSCHMIDT, JURGEN, FRITZ, ANDREAS. Clasificación: F01N7/08, F01N7/14.
LA INVENCION SE REFIERE A UNA CONDUCCION DE GAS DE EXHAUSTACION CON UN TUBO INTERIOR APOYABLE RELATIVAMENTE EN UN TUBO EXTERIOR BAJO FORMACION DE UN ESPACIO DE AIRE DE FORMA ANULAR, DONDE EL TUBO EXTERIOR ESTA COORDINADO CON UN COMPENSADOR DE DILATACION, QUE A SU VEZ SE CONFIGURA MEDIANTE UN CONFORMADO HIDRAULICO DE TIPO DE FUELLE DE LA PARED DEL TUBO EXTERIOR. CADA COMPENSADOR DE DILATACION ESTA DISPUESTO EN UNA ZONA , EN DONDE DISPONE DE PLENO SENTIDO TECNICO DE OPERACION LA COMPENSACION DE DILATACION. LAS MODIFICACIONES LONGITUDINALES QUE APARECEN EN SERVICIO PUEDEN SER COMPENSADAS POR TANTO DE FORMA ACTIVA.
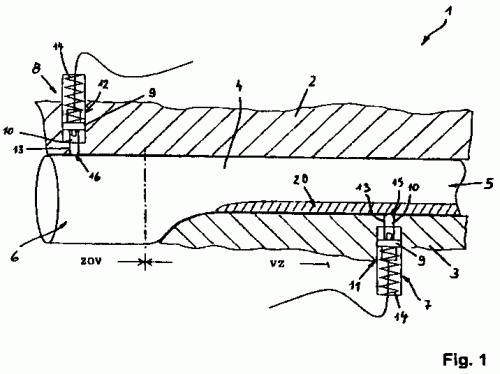
PROCEDIMIENTO Y DISPOSITIVO PARA LA DETECCION DE FISURAS EN LA DEFORMACION POR EMBUTICION PROFUNDA.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(01/04/2002). Ver ilustración. Inventor/es: BERGS,NORBERT, KLATZER,STEFAN, BARSCHDORFF,DIETER, HAUPT,HAGEN. Clasificación: G01H1/00, B21D22/20.
Procedimiento y dispositivo para la detección de fisuras en la deformación por embutición profunda de piezas de trabajo metálicas en una prensa de estirado mediante captación de los ruidos producidos durante la deformación por medio de sensores de sonido corporal. Para ello, durante el proceso de embutición profunda se efectúa en la pieza de trabajo , en paralelo en el tiempo, una captación directa del sonido corporal en la zona de deformación y fuera de la zona de deformación (VZ). Mediante comparación de las señales de sonido corporal captadas se determinan señales con amplitud y frecuencia aproximadamente iguales, como señales de ruido de perturbación, y se eliminan por filtrado. Las señales de sonido corporal captadas en la zona de deformación (VZ) son analizadas con supresión de las señales de perturbación y utilizadas para la detección de fisuras.
DISPOSITIVO PARA CONFORMACION HIDRAULICA DE CUERPOS METALICOS HUECOS.
(01/02/2002) LA INVENCION SE REFIERE A UN DISPOSITIVO PARA CONFORMADO HIDRAULICO DE CUERPOS METALICOS HUECOS. EN UN BASTIDOR DE PRENSA VA SITUADA UNA HERRAMIENTA DE CONFORMADO , QUE TIENE UNA PARTE INFERIOR QUE SE PUEDE DESPLAZAR DESVIADA VERTICALMENTE DESDE UNA POSICION ABIERTA A UNA POSICION CERRADA, Y UNA PARTE SUPERIOR CON APOYO MOVIL. LA PARTE INFERIOR SE PUEDE INMOVILIZAR EN LA POSICION CERRADA POR MEDIO DE UN ELEMENTO DE BLOQUEO QUE COMPRENDE DOS BLOQUES DE BLOQUEO . LA PARTE SUPERIOR SE COMPRIME HIDRAULICAMENTE CONTRA LA PARTE INFERIOR . EL APOYO DE LA PARTE SUPERIOR EN EL BASTIDOR DE LA PRENSA SE EFECTUA A TRAVES DE UN COJIN HIDRAULICO FORMADO POR DOS UNIDADES DE EMBOLO Y CILINDRO .…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN CUERPO HUECO TUBULAR CON ABOMBAMIENTOS DISPUESTOS DISTANCIADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2002). Ver ilustración. Inventor/es: OLSZEWSKI, EGON. Clasificación: B21D26/02.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN DISPOSITIVO PARA LA FABRICACION DE UN CUERPO HUECO TUBULAR CON ENSANCHES DISPUESTOS SEPARADOS EN LA DIRECCION LONGITUDINAL DEL CUERPO HUECO MEDIANTE EL EMPLEO DE CONFORMADO INTERIOR A ALTA PRESION. PARA ELLO SE INTRODUCE UN CUERPO HUECO EN UNA HERRAMIENTA DE CONFORMADO BIPARTIDA, Y SE INTRODUCE EN EL CUERPO HUECO UNA HERRAMIENTA DE JUNTA Y APOYO . ESTA COMPRENDE UN CABEZAL DE JUNTA Y UN CUERPO DE APOYO QUE SE PUEDEN POSICIONAR RESPECTIVAMENTE EN POSICION AXIAL DENTRO DEL CUERPO HUECO . DE ESTA MANERA SE PUEDE LIMITAR DENTRO DEL CUERPO HUECO UN TRAMO INTERIOR . EMPUJANDO AXIALMENTE EL CUERPO HUECO SE PRODUCE ENTONCES EN EL TRAMO INTERIOR UN ENSANCHAMIENTO. CAMBIANDO LA POSICION AXIAL DEL CUERPO HUECO DENTRO DE LA HERRAMIENTA DE CONFORMADO SE PUEDEN FABRICAR OTROS ENSANCHAMIENTOS, TENIENDOSE LA POSIBILIDAD DE QUE EL CUERPO HUECO SE CURVE ENTRE LA FABRICACION DE DOS ENSANCHAMIENTOS.
TUBOS PARA LA FABRICACION DE ESTABILIZADORES Y FABRICACION DE ESTABILIZADORES A PARTIR DE DICHOS TUBOS.
(16/10/2001) LA INVENCION TRATA DE LA UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS PARA LA FABRICACION DE ESTABILIZADORES PARA VEHICULOS, UN ESTABILIZADOR HECHO DE ESTA ALEACION DE ACERO Y PROCEDIMIENTO PARA LA FABRICACION DE ESTABILIZADORES. PARTIENDO DE LO QUE HACE FALTA QUE TENGA DE PROPIEDADES MECANICAS, TENIENDO QUE TENER UNA RESISTENCIA A LA TRACCION (R{SUB,M}) ENTRE 1100 N/MM{SUP,2} A 1600 N/MM{SUP,2}, UN LIMITE A LA DILATACION DE 0,2 % R{SUB,P0,2} ENTRE 900 N/MM{SUP,2} A 1300 N/MM{SUP,2} Y UN ALARGAMIENTO DE ROTURA A{SUB,5} ENTRE 6 % Y 15 %, Y TENIENDO TAMBIEN EN CUENTA LA NECESIDAD DE UNA FABRICACION ECONOMICA DE ESTABILIZADORES, SE PROPONE LA UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS PARA FABRICAR ESTABILIZADORES, CON LAS SIGUIENTES…
(01/10/2001) LA INVENCION SE REFIERE A UN CODO DE GAS DE ESCAPE CON UNA SECCION FINAL CURVADA A LA QUE SE AÑADEN POR LO MENOS DOS SECCIONES EN T POR MEDIO DE AJUSTES MOVILES . LA SECCION FINAL Y LAS SECCIONES EN T PRESENTAN RESPECTIVAMENTE UNA UNION DE BRIDA (9 O 11, 12), ASI COMO UNA UNION DE TUBERIA (10 O 13, 14). CADA SECCION EN T POSEE ADEMAS UN EMPALME DE ASIENTO DE CORREDERA . EL EMPALME DE ASIENTO DE CORREDERA SE MOLDEA EN EL RADIO EXTERIOR (R SUB,A DE UN ARCO DE TUBO POR MEDIO DE UN MOLDEO DE ALTA PRESION INTERIOR. PARA ELLO, SE REALIZA HIDRAULICAMENTE EN EL ARCO DEL TUBO , EN LA ZONA CURVADA SITUADA ENTRE…
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CON SECCIONES DE DIFERENTE ESPESOR DE PARED.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2001). Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR.. Clasificación: B21C37/15, B21C37/16.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE TUBOS CON TRAMOS DE ESPESOR DIFERENTE A BASE DE UN PRINCIPIO DE CHAPA PLANA, DONDE PRIMERO SE REALIZA UNA CONFORMACION EN FORMA DE RODILLOS DE LA CHAPA CON ESPESORES (S{SUB,2} S{SUB,5}) DE CHAPA CAMBIANTES POR ZONAS EN LA DIRECCION (WR) DE ENROLLADO. A TRAVES DE LA REDUCCION DE ESPESOR DE PARED PARCIAL OBTENIDA MUESTRA LA CHAPA ZONAS , QUE SE DETERMINAN DE FORMA RESPECTIVA PARA CARGAS Y PUNTAS DE TENSION, QUE SE SOMETEN A ELEMENTOS DE CONSTRUCCION ELABORADOS EN UN TUBO O A PARTIR DE UN TUBO A TRAVES DE UTILIZACION EN SITUACION PRACTICA. DESPUES DE LA REDUCCION DE ESPESOR DE PARED SE RECORTA LA CHAPA LAMINADA, PARA LA CONFORMACION DE UN TUBO Y PARA EL ENSAMBLE A LO LARGO DE LOS CANTOS DE UNION. DE FORMA ESPECIALMENTE VENTAJOSA EL PROCEDIMIENTO ES APROPIADO PARA LA ELABORACION DE TUBOS COMO PRODUCTO INTERMEDIO EN LA ELABORACION DE PARTES COMPONENTES EN LA ELABORACION DE AUTOMOVILES.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2001). Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR.. Clasificación: B21C37/08, B21C37/16, B21C37/18, B21D5/01.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
(16/10/2000) 2.1 LOS DISPOSITIVOS SOPORTE DE HERRAMIENTA HABITUALES PARA CAMBIO DE HERRAMIENTA AUTOMATICO SON ACCIONADOS EN EL MONTAJE DE MAQUINAS HERRAMIENTAS HABITUALMENTE MEDIANTE EL ACCIONAMIENTO DE UNA BARRA DE TRACCION Y DESPLAZAMIENTO DISPUESTA DE FORMA CENTRICA EN EL DISPOSITIVO SOPORTE DE LA HERRAMIENTA, EN DONDE SE CONECTA UN CILINDRO NEUMATICO. UNA FORMA DE ESTE TIPO DE ACCIONAMIENTO SEPARA, EN MAQUINAS DE MECANIZACION DE VIDRIO A TRAVES DE LA AFLUENCIA ESPECIAL REQUERIDA DE EMULSION DE TALADRADO, UN ESPACIO HUECO EN EL INTERIOR DEL PERFORADOR. EL CAMBIO DE HERRAMIENTAS RESULTA POR ELLO MANUAL Y REQUIERE LARGOS TIEMPOS DE PREPARACION. EL NUEVO DISPOSITIVO SOPORTE DE HERRAMIENTA DEBE PERMITIR UN CAMBIO DE HERRAMIENTA…
PROCEDIMIENTO PARA UNIR PIEZAS COMPONENTES DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2000). Ver ilustración. Inventor/es: LANGE, FRITZ, BANGEN, MICHAEL. Clasificación: B23K1/19.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA UNIR PIEZAS CONSTRUCTIVAS DE ACERO, POSICIONANDOSE LAS PIEZAS CONSTRUCTIVAS EN PRIMER LUGAR Y FIJANDOSE ENTRE SI, MEDIANTE EL USO DE UN MATERIAL DE UNION COMPUESTO POR UNA ALEACION DE COBRE, POR ZONAS Y MEDIANTE LA TECNICA DE SOLDADURA. A CONTINUACION SE CALIENTAN LAS PIEZAS CONSTRUCTIVAS A LA ATMOSFERA GASEOSA DE PROTECCION, Y PRECISAMENTE HASTA QUE SE PRODUCE UNA FLUIDIZACION DEL MATERIAL DE UNION APLICADO. MEDIANTE EL EFECTO CAPILAR ENTRE LAS PIEZAS CONSTRUCTIVAS EN LA ZONA DE UNION SE PRODUCE UN RIEGO DE LAS PIEZAS CONSTRUCTIVAS CON MATERIAL DE UNION Y UNA UNION POR SOLDADURA FUERTE EN TODA LA SUPERFICIE.
PROCEDIMIENTO PARA LA FABRICACION DE UN EJE DE BIELAS ACOPLADAS PARA AUTOMOVILES Y EJE DE BIELAS ACOPLADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1999). Inventor/es: STREUBEL, WOLFGANG, TOPKER, DIETER. Clasificación: B60G21/05.
PARA LA ELABORACION DE UN EJE DE DIRECCION DE UNION PARA AUTOMOVILES CON MANILLAR DE DIRECCION LONGITUDINAL A BASE DE MANILLAR TRANSVERSAL DE ALUMINIO -FUNDICION A PRESION Y DE UN ACERO- SE ELABORA EL MANILLAR LONGITUDINAL MEDIANTE CONFORMADO A PARTIR AL MENOS DE UNA COLADA TIXOTROPICA Y MEDIANTE ENFRIAMIENTO DE LA COLADA SOBRE LOS EXTREMOS DE CONTRACCION DEL MANILLAR TRANSVERSAL EN UNA SOLA PIEZA. CONJUNTAMENTE CON UNA CONFIGURACION APROPIADAS DE LOS EXTREMOS SE DISPONE DE LA ZONA DE LA UNION CON UN ARRASTRE DE FORMA/FUERZA COMBINADO, DE TAL MODO QUE PUEDE SER REALIZABLE CON UNA ALTA CAPACIDAD SUSTENTADORA.
USO DE UNA ALEACION DE ACERO PARA TUBOS PARA EL REFUERZO DE LAS PUERTAS LATERALES DE AUTOMOVILES.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/11/1999). Inventor/es: OLSZEWSKI, EGON, TOPKER, DIETER, KELLERSOHN, GEORG. Clasificación: B60J5/04, C22C38/58.
UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS EN EL REFORZAMIENTO DE LAS PUERTAS LATERALES DE VEHICULOS DE PERSONAS. LA ALEACION DE ACERO CONTIENE, EN PORCENTAJE EN PESO, 0,15 A 0,25 DE CARBON (C), 0,50 A 0,60 DE SILICIO (SI) 2,00 A 3,00 DE MANGANESO (MN) 0,50 A 0,7 DE CROMO (CR), 0,30 A 0,50 DE MOLIBDENO (MO), 0,20 A 0,60 DE NIQUEL (NI), 0,03 A 0,05 DE ALUMINIO (AL), 0,02 A 0,04 DE NIOBIO (NB), 0,01 A 0,06 DE TITANIO (TI), 0,001 A 0,004 DE BORO (B), 0,01 A 0,04 DE NITROGENO (N), HASTA 0,02 DE FOSFORO (P), HASTA 0,015 DE AZUFRE (S) Y HASTA 0,50 DE COBRE (CU). EN PORCENTAJE EN PESO LA SUMA DE C, SI, MN, CR Y MO VARIA ENTRE 3,5 Y 4,5 Y LA SUMA DE TI Y NB ALCANZA HASTA EL 0,07 POR CIENTO EN PESO.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1999). Inventor/es: STREUBEL, WOLFGANG, BUSCHSIEWEKE, OTTO. Clasificación: B21D43/05, B23P21/00, B21D51/00.
LA INVENCION SE REFIERE A UN PROCESO PARA LA ELABORACION DE CUERPOS HUECOS COMPUESTOS AL MENOS DE DOS PARTES INDIVIDUALES DEL TIPO DE CUBIERTA. LAS PARTES INDIVIDUALES SON ELABORADAS DE MANERA EMPAREJADA EN LA POSICION DE UNION SUBSECUENTE, SIENDO LLEVADAS CONJUNTAMENTE A LA POSICION DE UNION EN LA ESTACION DE MONTAJE Y LIGADAS CONJUNTAMENTE CON PREFERENCIA MEDIANTE REMACHADO DE PUNZON O MEDIANTE SOLDADURA DE DESCARGA DE CONDENSADOR. DEPENDIENDO DEL TAMAÑO DE LAS PARTES INDIVIDUALES, PUEDEN SER ELABORADAS Y JUNTADAS EN UN DISPOSITIVO DE UNION Y DE PERFILACION INDIVIDUAL. LAS PARTES INDIVIDUALES MAS GRANDES SON ELABORADAS EN UN DISPOSITIVO SEPARADO, SIENDO JUNTADAS ENTONCES EN UN DISPOSITIVO DE UNION.
PROCEDIMIENTO PARA EMBUTIDO DE TUBOS CON SUPERVISION DE OSCILACIONES DEL SISTEMA DE EMBUTICION.
(01/04/1999) PARA EL EMBUTIDO DE TUBOS BAJO UTILIZACION AL MENOS DE UNA MATRIZ ASI COMO UN TAPON SE REGISTRAN LAS OSCILACIONES EN EL PROCESO DE EMBUTICION DEL SISTEMA COMPRENDIENDO REGISTRO DE SENSOR DE LA MAQUINA-MATRIZ-TAPON-TUBO. LA VELOCIDAD DE EMBUTICION Y/O LA LUBRICACION DEL TUBO SE REGULAN EN DEPENDENCIA DE UN VALOR TEORICO DE LA AMPLITUD DE OSICLACION CALIBRABLE SEGUN LAS CARACTERISTICAS DEL TUBO Y/O DE LA MAQUINA DE EMBUTICION Y/O DEL TAPON, AL MENOS EN UNA PARTE DEL SISTEMA DE EMBUTICION QUE COMPRENDE LA MAQUINA-MATRIZ-TAPON-TUBO. LAS OSCILACIONES PUEDEN SER REGISTRADAS POR MEDIO DE UNA APLICACION DE SENSORES DE RUIDO CORPORAL, A TRAVES DE UNA DISPOSICION DE SENSORES INDUCTIVOS,…
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION Y SOPORTE DE EJE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1999). Inventor/es: OLSZEWSKI, EGON, HANSEN, RAINER. Clasificación: B21D26/02, B21D9/15.
LA INVENCION SE REFIERE POR UN LADO A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA DE MECANISMO DE CONSTRUCCION MEDIANTE DOBLADO E HIDROMOLDEADO DE UN PERFIL HUECO METALICO RECTO Y POR OTRO LADO A UN SOPORTE DE EJE. EN UNA PRIMERA ETAPA DEL PROCEDIMIENTO SE CONFORMAN DE FORMA MATEMATICA DE HIDROMOLDEO LAS ZONAS DE CONFORMADO A PARTIR DEL PERFIL HUECO EN UNA HERRAMIENTA DE PRENSA. CON ELLO SE CARGA EL PERFIL HUECO CON UNA PRESION INTERIOR HIDRAULICA. AL MISMO TIEMPO RESULTA UN DESPLAZAMIENTO POSTERIOR AXIAL DE LOS EXTREMOS DEL TUBO. DE ESTA FORMA SE CONSIGUE UN MATERIAL PERFILADO EN EL QUE SE APOYAN LAS ZONAS (6') A SER PREMOLDEADAS Y SE PREMOLDEAN LAS ZONAS (7') DE LA CONFORMACION MAXIMA. EN OTRO PASO DEL PROCEDIMIENTO RESULTA LA ELABORACION DEL CONTORNO DE LA PIEZA DE CONSTRUCCION MEDIANTE DOBLADO Y MOLDEADO FINAL TECNICO DE HIDROMOLDEO, DONDE RESULTA UNA CALIBRACION DE LA PIEZA DE MECANISMO DE CONSTRUCCION.
DISPOSITIVO PARA LA UNION DE COMPONENTES DISPUESTOS A UNA DISTANCIA UNO DE OTRO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1998). Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR.. Clasificación: F16B5/02.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA UNION DE COMPONENTES DISPUESTOS A UNA DISTANCIA UNO DE OTRO Y PROVISTOS CON ABERTURAS DE MONTAJES, POR MEDIO DE UN TORNILLO DE UNION. PARA ELLO UNA PIEZA DE GUIA SE COORDINA CON EL PRIMER COMPONENTE EN EL TORNILLO DE UNION CON FORMA DE UNA TUERCA CON SEGURIDAD DE GIRO. EN EL SEGUNDO COMPONENTE SE ELABORA EL REAPOYO PARA EL TORNILLO DE UNION DE TAL MODO, QUE EN EL ATORNILLADO SE RECORTA UNA ROSCA INTERIOR EN LA ABERTURA DE MONTAJE, DONDE LA SUPERFICIE DE CUBIERTA CILINDRICA DE LA ABERTURA DE MONTAJE SE PERFILA EN FORMA DE TORNILLO. EL MONTAJE SE ACABA CUANDO EL CABEZAL DE ATORNILLADO LLEGA EN SU POSICION SOBRE LA CHAPA SUPERIOR.
PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESOR DE PARED DIFERENTE.
(16/10/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESORES (D{SUB,1} D{SUB,2}) DE PARED DIFERENTES MEDIANTE CONFORMACION DE UN PERFIL DE PARTIDA DE ESPESOR APROXIMADAMENTE REGULAR. LA ZONA A SER CONFORMADA DEL PERFIL DE PARTIDA SE CALIENTA DE MANERA PROGRESIVA POR MEDIO DE UNA FUENTE DE CALOR, DONDE EL PERFIL DE PARTIDA SE AJUSTA BAJO EL INFLUJO DE UNA FUERZA (F{SUB,1}) DE TRACCION QUE ACTUA DE FORMA TRANSVERSAL CON RESPECTO A LA ZONA CALENTADA. LA ALTURA DE LA FUERZA (F{SUB,1}) DE TRACCION APLICADA SE ENCUENTRA POR DEBAJO DEL LIMITE DE FUSION DE MATERIAL PRESENTE EN LA TEMPERATURA AMBIENTE. A TRAVES DEL CALENTAMIENTO FLUYE EN LA ZONA DE CALENTAMIENTO LA LIMITACION…
DISPOSITIVO PARA LA UNION DE COMPONENTES COORDINADOS A UNA DISTANCIA UNO DE OTRO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1998). Inventor/es: STREUBEL, H., KUHLENKAMP, H., KLASFAUSEWEH, DR. Clasificación: F16B5/02.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA UNION DE COMPONENTES PREVISTOS DE FORMA COORDINADA UNO CON OTRO Y CON ABERTURAS DE MONTAJE, POR MEDIO DE UN TORNILLO DE UNION Y CON UN REAPOYO COORDINADO EN FORMA DE UNA TUERCA . EN EL COMPONENTE SE DISPONE DE UNA PARTE DE MONTAJE DE CONFORMACION APOYABLE EN EL ATORNILLADO MEDIANTE EL REAPOYO AXIALMENTE CON RESPECTO AL TORNILLO DE UNION EN DIRECCION SOBRE EL PRIMER COMPONENTE . LA PARTE DE MONTAJE DE CONFORMACION SE CONFIGURA EN FORMA DE COPA CON DOS TRAMOS DE PARED QUE DISCURREN DE FORMA APROXIMADAMENTE PARALELA. EN EL FONDO SE COLOCA DE FORMA FIJA LA TUERCA . A TRAVES DE LA ACCION CONJUNTA DEL TORNILLO DE UNION CON LA TUERCA SE IMPULSA LA PARTE DE MONTAJE DE CONFORMACION CON UNA FUERZA AXIAL. ESTA FUERZA AXIAL ES SUFICIENTE PARA UN ENROLLADO CONTINUO DE LA PARTE DE MONTAJE DE CONFORMACION, HASTA QUE HACE CONTACTO CON SU FONDO EN LA CHAPA.
DISPOSITIVO PARA LA CONFORMACION HIDRAULICA DE COMPONENTES EN FORMA TUBULAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1998). Inventor/es: STREUBEL, WOLFGANG, BUSCHSIEWEKE, OTTO. Clasificación: B21D26/02.
EL DISPOSITIVO ABARCA UNA UNIDAD DE HERRAMIENTA CON UNA HERRAMIENTA DE CONFORMADO A BASE DE UNA ESTAMPA Y UNA CONTRAESTAMPA . SE HA PREVISTO ADEMAS UNA CARCASA , EN DONDE SE DISPONE DE UNA PUA DE ESTANQUEIDAD Y UN TRANSFORMADOR DE PRESION. UN CURSOR DE CUÑA PUEDE APOYAR LA PUA DE ESTANQUEIDAD MEDIANTE DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO, DE TAL MODO QUE LA PUA DE ESTANQUEIDAD DISPONE DE UNA APLICACION ESTANCA CON EL COMPONENTE DE FORMA TUBULAR EN LA HERRAMIENTA DE CONFORMADO. SE ACTIVA ADEMAS EL TRANSFORMADOR DE PRESION A TRAVES DEL DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO Y SE GENERA LA PRESION DE CONFORMADO HIDRAULICA NECESARIA EN EL COMPONENTE . LA HERRAMIENTA DE CONFORMADO CERRADA ES APOYABLE MEDIANTE RESORTE DE FORMA RELATIVA CON RESPECTO A LA PARTE SUPERIOR DE PRESIONADO. EL CURSOR DE CUÑA SE APOYA EN UN REAPOYO.
DISPOSICION DE COMPENSACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1998). Inventor/es: KLEINSCHMIDT, JURGEN, FRITZ, ANDREAS. Clasificación: F01N7/18, F01N7/08, F16L27/10.
LA DISPOSICION DE COMPENSACION SIRVE PARA LA UNION ESTANCA AL GAS Y CON ARTICULACION ESPACIAL DE UN TRAMO DE TUBERIA QUE GUIA UN GAS DE EXHAUSTACION Y DE UN TRAMO DE TUBERIA QUE CONTINUA CON EL TRANSPORTE DE ESTE GAS DE EXHAUSTACION. PARA ELLO EL TRAMO TUBULAR DE GUIA QUE SE UNE EN EL LADO PERIMETRICO CON EL TUBO DE GAS DE EXHAUSTACION SE SUJETA DE FORMA ESTANCA EN UN ANILLO DE APOYO, MIENTRAS QUE EN EL LADO PERIMETRICO DEL TRAMO TUBULAR DE CONTINUACION DE TRANSPORTE DEL GAS SE SUJETA DE FORMA ESTANCA AL GAS UN MIEMBRO DE PUENTE. EL TRAMO TUBULAR DE AFLUENCIA SE ADAPTA PARCIALMENTE AL TRAMO TUBULAR DE CONDUCCION DE TRANSPORTE. LA ZONA DE BORDE EXTERIOR RADIAL QUE SE APOYA A PARTIR DEN ANILLO SOPORTE Y DEL MIEMBRO DE PUENTE SE UNEN UNA CON OTRA DE FORMA ESTANCA AL GAS Y SE DISPONE ENTRE ANILLOS DE TEJIDO DE ALAMBRE. ESTA DISPOSICION SE ENCUENTRA DENTRO DE UNA ENVUELTA CIRCUNDANTE A BASE DE UNA CARCASA Y UNA TAPA . LA CARCASA ESTA SOLDADA DE FORMA FIJA EN EL TRAMO TUBULAR.
CODO DE GAS DE EXHAUSTACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/04/1998). Inventor/es: KLEINSCHMIDT, JURGEN, FRITZ, ANDREAS. Clasificación: F01N7/10.
LA INVENCION SE REFIERE A UN CODO DE GAS DE EXHAUSTACION PARA MOTORES DE AUTOMOVIL. EL CODO DE GAS DE EXHAUSTACION SE CONFIGURA MEDIANTE ESTAMPACION, DOBLADO Y SOLDADURAS DE CHAPAS . POSEE EN EL LADO DE LA CORRIENTE DE ENTRADA MULTIPLES CANALES CON UNA BRIDA DE CABEZAL Y EN EL LADO DE SALIDA DE CORRIENTE DE MULTIPLES CANALES UNA BRIDA TUBULAR QUE SE EXTIENDE EN ANGULO RECTO CON RESPECTO A LA BRIDA DE CABEZAL. LOS CANALES DE CORRIENTE DE ENTRADA Y EL CANAL DE CORRIENTE DE SALIDA SE CONFIGURAN MEDIANTE ESTAMPACION Y DOBLADO SOLAMENTE DE UNA PLETINA ASI COMO MEDIANTE SOLDADURA, DISPONIENDOSE DE CHAPAS DOBLADAS. LOS CANALES PUEDEN MOSTRAR UNA SECCION TRANSVERSAL DE FORMA RECTANGULAR O EN FORMA DE U. LAS CHAPAS DOBLADAS EN FORMA DE V SE DISPONEN CON LA PARTE PREDOMINANTE DE SUS CANTOS LONGITUDINALES EN LAS RANURAS SOPORTE DE LA CARCASA DEL CODO Y SE SUELDAN A LO LARGO DE LAS RANURAS SOPORTE.
DISPOSITIVO PARA ACOPLAMIENTO DE TUBOS DE GAS DE EXHAUSTACION EN UN BLOQUE DE MOTOR.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1997). Inventor/es: KLEINSCHMIDT, JURGEN, HUMBUG, ERHARDT. Clasificación: F01N7/18, F01N3/34.
EL DISPOSITIVO ABARCA DE BRIDA DE UNA SOLA PIEZA, QUE MUESTRA MULTIPLES AGUJEROS DE GAS DE EXHAUSTACION DISPUESTOS DE MANERA CONTINUA EN EL ESPESOR COMPLETO, DE FORMA CORRESPONDIENTE A LOS CILINDROS DEL MOTOR. LOS AGUJEROS DE GAS DE EXHAUSTACION SE UNEN UNO CON OTRO DE FORMA CONDUCTORA DE GAS SOBRE LA SUPERFICIE LATERAL DIRIGIDA AL BLOQUE DEL MOTOR A TRAVES DE ARTESAS DE TIPO DE RANURA CON PREFERENCIA A LOS TUBOS DE GAS DE EXHAUSTACION COORDINADOS CON LOS AGUJEROS DE GAS DE EXHAUSTACION. LAS ARTESAS SE ENCUENTRAN A TRAVES DE CANALES TRANSVERSALES EN LA PLACA DE BRIDA CON RACORES DE CONEXION, EN LOS QUE PUEDEN SER CONECTADAS LAS CONDUCCIONES DE AIRE SECUNDARIO. LA PLACA DE BRIDA PUEDE SER ELABORADA MEDIANTE ESTAMPACION Y A CONTINUACION PRESIONADO SIN SUJECION DEL MATERIAL DE PARTIDA DE LA PLACA DE BRIDA. ES DE AGRADECER TAMBIEN UN CONFORMADO SIN ARRANQUE DE VIRUTA A PARTIR DE UNA PLETINA DE CHAPA DE ACERO DE PARED DELGADA.
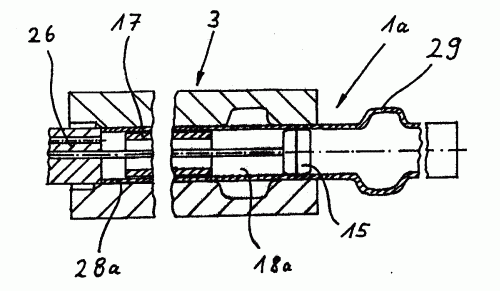
DISPOSICION PARA CONEXION DE UN TUBO METALICO EN UN CASQUILLO DE RECEPCION.
(16/10/1997) LA DISPOSICION ABARCA UN TUBO METALICO CON UN CASQUILLO ENCHUFABLE METALICO COLOCADO SOBRE EL. ESTE CASQUILLO MUESTRA UN TRAMO DE FIJACION CILINDRICA, UN TRAMO DE PASO CONICO Y UN TRAMO DE ACOPLAMIENTO CILINDRICO DE MAYOR DIAMETRO. EN EL TRAMO DE ACOPLAMIENTO SE DISPONE DE LENGUETAS DE FORMA ANGULAR DECALADAS DIAMETRALMENTE. EN SITUACION ACOPLADA DEL CASQUILLO ENCHUFABLE Y DE UN CASQUILLO DE RECEPCION DE PLASTICO SE ADAPTA EL TRAMO DE FIJACION EN UN ESPACIO DE RECEPCION DEL CASQUILLO DE RECEPCION. LAS LENGUETAS SE AGARRAN EN RANURAS DEL CASQUILLO DE RECEPCION. ENTRE EL TRAMO DE FIJACION Y EL CASQUILLO DE RECEPCION O ENTRE EL TRAMO DE PASO Y EL CASQUILLO DE…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}