CIP-2021 : B21D 22/20 : Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/20[1] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/20 · Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP2021: Invenciones publicadas en esta sección.
Método para la fabricación de artículos conformados.
(30/05/2018). Solicitante/s: NIPPON STEEL & SUMITOMO METAL CORPORATION. Inventor/es: KOJIMA,NOBUSATO, NAKATA,MASAHIRO, NAKAMURA,TOYOMITSU, TAKEBAYASHI,HIROSHI, TOKI,TAMOTSU.
Un método para fabricar un artículo conformado que comprende:
una primera etapa que comprende: alimentar a una primera matriz para prensar una chapa de acero galvanizada, como material, que tiene una capa de recubrimiento que contiene: 8-25% en masa de Fe, y un remanente que contiene Zn, AI e impurezass; y después preconformar la chapa de acero galvano-recocido presionando para obtener una preforma;
una segunda etapa de calentamiento de la preforma a una temperatura de 800-1100 ºC; y
una tercera etapa de temple de la preforma calentada desde dicha temperatura para obtener un artículo conformado, siendo la temperatura del material justo antes del preconformado de la primera etapa una temperatura inferior al punto de inicio de la transformación austenítica del material y dentro del intervalo de 100-700 ºC.
PDF original: ES-2678072_T3.pdf
Procedimiento para transformar un material en bruto fundamentalmente de superficie plana en un cuerpo conquiforme y su uso.
(17/01/2018) Procedimiento para transformar un material en bruto fundamentalmente de superficie plana en un cuerpo conquiforme , que comprende los siguientes pasos:
a) configuración de dos suplementos de superficie plana estable a las abolladuras y adaptados en forma, dimensión y características de deformación al material en bruto de superficie plana ,
b)formación de un material en bruto a deformar y de dos suplementos estables a las abolladuras (16', 16") a deformar a partir del material en bruto de superficie plana (10, 10') y de los suplementos de superficie plana estables a las abolladuras (12, 12'), en donde se configura un suplemento previsto como base (16') algo mayor en su dimensión que el material en bruto a deformar y se configura un suplemento previsto como base (16") algo menor…
Artículo moldeado por prensado en caliente y método de fabricación del mismo.
(10/01/2018) Un producto conformado por prensado en caliente, que comprende una lámina de acero delgada conformada por un método de conformado por prensado en caliente, y que tiene una estructura metálica que consiste en austenita retenida del 3 % al 20 % en volumen, martensita recocida o bainita recocida del 30 % al 97 % en volumen, y martensita templada del 0 % al 67 % en volumen,
donde el producto conformado por prensado en caliente tiene una composición de elementos químicos que consiste en:
C del 0,1 % al 0,3 %, donde "%" significa "% en masa", y lo mismo se aplica a lo siguiente con respecto a la composición de elementos químicos:
Si del 0,5 % al 3 %;
Mn del…
Procedimiento para fabricar una pieza moldeada templada en prensa, así como útil para el templado en prensa.
(04/10/2017) Procedimiento para la fabricación de una pieza moldeada templada en prensa, que presenta al menos dos zonas que se diferencian en relación con su resistencia mecánica, utilizando un útil de templado en prensa, en el que se conforma una pieza en bruto calentada a una temperatura de conformación y se mantiene en el útil con el fin de una bonificación, en el que para el ajuste de la resistencia mecánica en la al menos una zona de menor resistencia mecánica, esta zona es enfriada más lentamente con respecto a las zonas a ajustar con una resistencia mecánica elevada, en el que durante la etapa de conformación toda…
Aparato de estirado y planchado.
(19/07/2017) Un aparato para formar un cuerpo de recipiente a partir de una preforma de metal que comprende:
un ariete centrado en torno a un eje longitudinal ;
un soporte de preforma que tiene una apertura a través de la cual pasa el ariete ;
un troquel anular alineado sustancialmente axialmente con el ariete y adaptado para permitir que el ariete pase a través del mismo;
un soporte de troquel anular que tiene una porción rebajada adaptada para recibir el troquel anular en el mismo, teniendo la porción rebajada una superficie anular, arqueada y cóncava ;
una pluralidad de anillos de planchado alineados sustancialmente axialmente con el ariete , caracterizado por:
un inserto en el rebaje situado entre la superficie anular, arqueada y cóncava y el troquel anular , soportando…
Procedimiento y dispositivo para fabricar piezas de embutición embridadas con recorte simultáneo.
(29/03/2017) Procedimiento para la fabricación de piezas de embutición embridadas a partir de una platina de metal plana y/o preformada mediante el uso de un punzón de embutición con por lo menos un borde cortante , un pisador y una matriz de embutición , en el que la matriz de embutición presenta una zona de borde , una zona de brida , así como una zona de colocación para la platina , en el que la platina se coloca sobre la zona de colocación de la matriz de embutición y mediante la introducción del punzón de embutición en la matriz de embutición se conforma la pieza de embutición y se recorta en la zona de brida , estando realizada la zona de colocación de manera elevada y fija con…
Herramienta de conformar en caliente parcialmente refrigerada.
(09/11/2016). Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Inventor/es: BOHNER,FRIEDRICH, HIELSCHER,Christian, DÖRR,JOCHEN DR, NITSCHKE,CHRISTOPH.
Herramienta para la conformación en caliente y endurecimiento por prensado de partes constructivas de acero, que presenta una herramienta superior y una herramienta inferior , estando la herramienta superior y/o la herramienta inferior configuradas por un cuerpo de base que presenta un canal de refrigeración y que está hecho de un material altamente conductor del calor, y habiéndose dispuesto sobre el cuerpo de base una pletina protectora de desgaste , caracterizado por que el cuerpo de base está configurado por al menos dos segmentos (9a, 9b, 9c, 10a, 10b, 10c).
PDF original: ES-2608564_T3.pdf
Artículo moldeado en prensa caliente, método para producir el mismo, y lámina fina de acero para el moldeado en prensa caliente.
(02/11/2016) Un producto formado en prensa caliente, que comprende una lámina de acero fina formada por un método de formación en prensa caliente, y que tiene una estructura metálica que contiene martensita del 80 % al 97 % por área y austenita retenida del 3 % al 20 % por área, estando la estructura restante del mismo al 5 % por área o menos, teniendo dicho producto formado en prensa caliente una composición de elementos químicos que consiste en: C del 0,15 % al 0,35 %, donde "%" significa "% en masa", y el mismo se aplica a lo que sigue con respecto a la composición de elementos químicos;
Si del 0,5 % al 3 %;
Mn del 0,5 % al 2 %;
P al 0,05 % o menos, sin incluir el 0 %;
S al 0,05 % o menos, sin incluir el 0 %;
Al del 0,01 % al 0,1 %;
Cr del 0,01 % al 1 %;
B del 0,0002 % al 0.01 %;
Ti del (contenido…
Procedimiento y dispositivo para la fabricación de un componente endurecido en prensa.
(12/10/2016) Procedimiento para la fabricación de un componente endurecido en prensa que comprende al menos las siguientes etapas de proceso que se suceden una tras otra, respectivamente, directa o indirectamente.
a) provisión de una pletina que presenta una aleación de acero endurecible y
b1) calentamiento de la pletina,
c1) conformación en caliente de la pletina calentada en una herramienta de prensa para formar un componente conformado en caliente y
d1) endurecido por enfriamiento rápido del componente conformado en caliente en la herramienta de prensa para obtener el componente endurecido en prensa
o
b2) preconformado de la pletina sin calentamiento de la pletina en un componente preconformado,
c2) calentamiento del…
Tratamiento previo de latas para la adherencia de barniz mejorada.
(21/09/2016). Solicitante/s: HENKEL AG & CO. KGAA. Inventor/es: RIESOP, JORG.
Procedimiento para el tratamiento de superficie de un cilindro de lata sometido a embutición profunda a partir de chapa de aluminio y abierto por un lado, en el que al menos la superficie lateral exterior del cilindro de lata se pone en contacto con una composición ácida acuosa, la cual contiene
a) 0,01-1 g/l de al menos un compuesto soluble en agua de los elementos Zr, Ti, Si, Hf y/o Ce, con respecto a la totalidad de los elementos anteriores,
b) 0,1-50 g/l de al menos una resina orgánica soluble en agua, que presenta al menos grupos carboxilo o grupos hidroxilo, ascendiendo la suma de índice de acidez y/o índice de hidroxilo de la resina respectiva a al menos 50 mg de KOH/g y
c) 0,1-10 g/l de al menos una cera dispersada.
PDF original: ES-2608633_T3.pdf
Sistema de prensado para templado y procedimiento.
(14/09/2016) Un sistema de prensado para la fabricación de componentes estructurales conformados en caliente, comprendiendo el sistema un cuerpo inferior fijo, un cuerpo superior móvil y un mecanismo configurado para proporcionar progresión de prensado hacia arriba y hacia abajo del cuerpo superior móvil con respecto al cuerpo inferior fijo, en el que el sistema comprende:
• una herramienta de enfriamiento configurada para enfriar una chapa previamente calentada que comprende:
- troqueles de enfriamiento de acoplamiento superior e inferior , comprendiendo cada troquel de enfriamiento una o más superficies de trabajo que, en uso, están enfrentadas a la chapa, caracterizado porque
-…
Pieza moldeada estampada en caliente y método de fabricación de la misma.
(27/07/2016) Un método de producción de una pieza endurecida en prensa de una chapa de acero de superficie tratada , comprendiendo el método
la conformación de una capa de chapado basado en Zn-Fe que comprende del 10 al 80 % de Fe en masa en una superficie de una chapa de acero de base, obteniendo de este modo la chapa de acero de superficie tratada ; el calentamiento de la chapa de acero de superficie tratada a una temperatura no inferior al punto de transformación Ac1 de una chapa de acero de base y a 950 ºC o menos;
posteriormente el enfriamiento de la chapa de acero de superficie tratada a una temperatura no superior al punto de solidificación…
Procedimiento para fabricar cuerpos de latas que tienen nervios axiales y fondo con reborde escalonado.
(27/07/2016) Un procedimiento de fabricación de un cuerpo de lata que tiene al menos un nervio axial y un fondo que incluye un reborde escalonado, comprendiendo dicho procedimiento:
colocar una copa que tiene una primera profundidad y un extremo cerrado sobre un bloque central de una matriz de reestirado, teniendo dicho extremo cerrado de dicha copa una periferia anular con conicidad hacia dentro;
desplazar relativamente un conjunto de troquel que incluye al menos un troquel de cordón axial sobre dicho bloque central en una única operación de estirado para:
conformar al menos un cordón axial en una pared lateral de dicha copa ;
conformar…
Aparato y método de conformado por prensado en caliente de un material de chapa metálica.
(06/07/2016) Un aparato de conformado en caliente de un material de chapa metálica, en el que en un aparato de conformado en caliente de un material de chapa metálica para conformar por prensado un material de chapa metálica calentado, está provista una tubería de suministro para un medio de enfriamiento en un molde que comprende una matriz y un punzón , están provistos orificios de expulsión para el medio de enfriamiento en una superficie de conformado del molde , comunicándose entre sí la tubería de suministro y los orificios de expulsión , caracterizado por que al menos una parte del punzón y/o al menos una parte de la matriz está formada de metal poroso que tiene una pluralidad de orificios de expulsión y de orificios de descarga,…
Procedimiento para fabricar un elemento de acero, conformado en caliente y endurecido a presión, con un margen estrecho en la zona de transición.
(29/06/2016) Procedimiento para la fabricación de un componente de acero, conformado en caliente y endurecido a presión, especialmente un componente de automóvil con propiedades de resistencia parcialmente distintas entre sí, caracterizado por las siguientes etapas del proceso
- calentar una pletina de una aleación templable de acero en una estación de calentamiento, calentándose al menos una primera zona a una temperatura superior a la de austenitización, y al menos una segunda zona a una temperatura por debajo de la temperatura de austenitización, preferentemente menor que la AC1, y configurándose entre ambas zonas una zona de transición.
- transferir la placa calentada así hasta una estación de control de temperatura o hasta una herramienta de conformado en caliente y endurecimiento a presión, en la que la estación de control de temperatura…
Método para fabricar un elemento de acero formado en una prensa caliente y el elemento de acero formado en la prensa caliente.
(15/06/2016) Un método para fabricar un elemento de acero formado en prensa caliente, comprendiendo el método:
una etapa de uso de una lámina de acero galvanizado, teniendo un acero base de la misma una composición química que comprende C: no menor del 0,10 % (% en masa, esto mismo se aplica a un componente químico a continuación), no mayor del 0,35 %, Mn: no menor del 1,0 %, no mayor del 3,5 %, Si: no menor del 0,1 %, no mayor del 2,5 %, Al: no mayor del 0,5 % (sin incluir el 0 %), opcionalmente B: no mayor del 0,005 % (sin incluir el 0%), opcionalmente Ti y/o Nb: no mayor del 0,10 % en total (sin incluir el 0%), opcionalmente Ni y/o Cu: no mayor del 0,5 % en total (sin incluir el 0 %), y opcionalmente Cr y/o Mo: no mayor del 3,5%, en total (sin incluir el 0 %), siendo el resto hierro e impurezas inevitables;
una etapa de calentamiento para calentar…
Método para producir un elemento de acero moldeado por presión en caliente.
(25/05/2016) Un método para fabricar un elemento de acero conformado por presión en caliente, fabricándose el elemento de acero mediante calentamiento de una hoja de acero que tiene una composición química que consiste en
C: de 0,10 a 0,30 % (en porcentaje en masa, lo mismo se aplica al resto de componentes químicos),
Si: de 1,0 a 2,5 %,
Si+Al: de 1,0 a 3,0 % en total, y
Mn: de 1,5 a 3,0 %,
opcionalmente 1 % o menos de Cr (sin incluir el 0 %),
opcionalmente 0,10 % o menos de Ti (sin incluir el 0 %),
opcionalmente 0,005 % o menos de B (sin incluir el 0 %),
opcionalmente 0,5 % o menos de Ni y/o…
Pieza estampada en caliente y método de fabricación de la misma.
(18/05/2016) Una pieza estampada en caliente que comprende:
una composición química que consiste en, % en masa:
C: del 0,120 % al 0,400 %;
Si: del 0,005 % al 2,000 %;
Mn o Cr, o ambos: del 1,00 % al 3,00 % en total;
Al: del 0,005 % al 0,100 %;
B: del 0,0003 % al 0,0020 %;
P: no más del 0,030 %;
S: no más del 0,0100 %;
O: no más del 0,0070 %;
N: no más del 0,0070 %;
Ti: del 0 % al 0,100 %;
Nb: del 0 % al 0,100 %;
V: del 0 % al 0,100 %;
Ni: del 0 % al 2,00 %;
Cu: del 0 % al 2,00 %;
Mo: del 0 % al 0,50 %;
Ca o REM (por sus siglas en inglés), o ambos: del 0 % al 0,0300 % en total; y
el resto: Fe e impurezas; y
una estructura representada por:
una fracción…
Pieza metálica con orientación de deformación controlada.
(11/05/2016). Solicitante/s: AUTOTECH ENGINEERING, A.I.E.. Inventor/es: JONSSON, MARTIN, CAZES, CHRISTOPHE, HASEGAWA, ATSUSHI, GATARD,GREGORY, MIURA,YUSUKE.
Pieza metálica, especialmente diseñada para la realización de un vehículo automóvil, que presenta al menos dos zonas de resistencia mecánica más débil que el cuerpo de la pieza, dispuestas respectivamente a ambos lados de una sección mediana longitudinal (PM) de dicha pieza caracterizada porque dichas al menos dos zonas están situadas de forma alterna en lugares separados longitudinalmente a lo largo de la pieza, sin que dichas zonas sean adyacentes.
PDF original: ES-2633822_T3.pdf
Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia.
(11/05/2016) Procedimiento de producción para piezas de chapa de magnesio y aluminio de alta resistencia en una fabricación industrial caracterizado por una gran variedad de artículos fabricados, en el que todas las etapas de procedimiento tecnológicas transcurren de manera continua temporizadas unas después de otras así como de manera controlada en una herramienta de múltiples etapas manteniendo temperaturas de trabajo condicionadas por el material de trabajo así como específicas para las piezas y las piezas de chapa producidas en su totalidad pueden descargarse y expulsarse de la herramienta de múltiples etapas en una posición de descarga y expulsión por medio de medios de transporte estructurados de manera específica para las piezas, caracterizado
porque directamente tras desenrollar del rollo la cinta de chapa orientada…
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación.
(20/04/2016). Solicitante/s: SCHULER AUTOMATION GMBH & CO. KG. Inventor/es: POHL, THOMAS, LIEBEL,MARTIN.
Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta de chapa desenrollada de una bobina a un dispositivo de corte por rayo ;
el corte sincronizado de una pletina a partir de la cinta de chapa movida a una velocidad constante, por medio del dispositivo de corte por rayo , definiendo una duración para la fabricación de la pletina un ciclo;
la recepción de la pletina por medio de un primer dispositivo de traslado que trabaja de forma sincronizada con el ciclo;
la transferencia de la pletina por medio del primer dispositivo de traslado a un dispositivo de conformación que trabaja de forma sincronizada con el ciclo; y la conformación de la pletina formando la pieza conformada de chapa por medio del dispositivo de conformación.
PDF original: ES-2611729_T3.pdf
Articulo moldeado por estampación en caliente, método para producir el mismo, y lámina de acero fina para el moldeado por estampación en caliente.
(13/04/2016). Ver ilustración. Solicitante/s: KABUSHIKI KAISHA KOBE SEIKO SHO. Inventor/es: MURAKAMI,TOSHIO, NAITOU,JUNYA, IKEDA,SHUSHI, OKITA,KEISUKE.
Un producto estampado en caliente, que comprende una lámina de acero formada por un método de estampación en caliente, y que tienen una estructura metálica que contiene ferrita del 30 % al 80 % por área, ferrita bainítica en menos del 30 % por área no incluyendo el 0 % por área, martensita al 30 % por área o menos sin incluir 0 % por área y austenita retenida del 3 % al 20 % por área.
PDF original: ES-2569190_T3.pdf
Procedimiento para fabricar una pieza de chapa compuesta con zona metálica; herramienta de conformación correspondiente.
(23/03/2016) Procedimiento para la fabricación de una pieza de chapa compuesta con al menos una zona metálica a partir de una placa de chapa compuesta que presenta dos chapas de cubierta externas (4a) de metal y al menos una capa (4b) dispuesta entre las chapas de cubierta, de un plástico, en el que
- una placa de chapa compuesta se introduce en una herramienta de conformación (1, 1', 1"),
- en la herramienta de conformación (1, 1', 1") al menos una zona seleccionada de la placa de chapa compuesta se calienta de tal manera que la capa de plástico (4b) dispuesta entre las chapas de cubierta externas (4a) se ablanda,
- usando la herramienta de conformación (1, 1', 1") y aplicando fuerza sobre…
Método para producir un elemento de acero moldeado por presión en caliente.
(16/03/2016) Un método para fabricar un elemento de acero conformado por presión en caliente, fabricándose el elemento de acero mediante calentamiento de una hoja de acero que tiene una composición química que consiste en
C: de 0,10 a 0,30 % (en porcentaje en masa, lo mismo se aplica al resto de componentes químicos),
Si: de 1,0 a 2,5 %,
Si+Al: de 1,0 a 3,0 % en total, y
Mn: de 1,5 a 3,0 %,
opcionalmente 1 % o menos de Cr (sin incluir el 0 %),
opcionalmente 0,10 % o menos de Ti (sin incluir el 0 %),
opcionalmente 0,005 % o menos de B (sin incluir el 0 %),
opcionalmente 0,5 % o menos de Ni y/o Cu (sin incluir el 0 %),
opcionalmente…
Procedimiento y herramienta de conformado para el conformado en caliente y el endurecimiento por presión de piezas de trabajo de chapa de acero, en particular piezas de trabajo de chapa de acero cincadas.
(03/02/2016) Procedimiento para el conformado en caliente y el endurecimiento por presión de piezas de trabajo de chapa de acero en forma de plancha o preconformadas, en particular piezas de trabajo de chapa de acero cincadas, en el que la pieza de trabajo se calienta hasta una temperatura por encima de la temperatura de austenización y, a continuación, se conforma y se templa en una herramienta de conformado refrigerada, que presenta al menos un punzón y al menos una matriz , caracterizado porque la matriz empleada para el conformado en caliente y el endurecimiento por presión está recubierta, por adherencia de materiales, en su zona del borde de…
Matriz para estampación en caliente, aparato para estampación, y método de estampación en caliente.
(19/01/2016) Una matriz de estampación en caliente que está configurada para conformar por estampación una placa de acero calentada y para enfriar la placa de acero calentada eyectando un medio de enfriamiento sobre la placa de acero calentada cuando la placa de acero calentada se mantiene sobre la matriz, comprendiendo la matriz para estampación en caliente:
un canal (10a) de alimentación principal configurado para facilitar que el medio de enfriamiento pase a través de él, y una pluralidad de canales (10b) de alimentación secundarios que se extienden desde el canal (10a) de alimentación principal y que incluyen orificios (10c) de eyección que se abren en una superficie de estampación de la matriz,…
Pieza inicial y herramienta de conformación para conformar un recipiente.
(12/08/2015) Pieza inicial (3C; 3D) para conformar un recipiente , comprendiendo la pieza inicial:
una parte central ;
un borde exterior ; y
una parte marginal entre el borde exterior y la parte central, comprendiendo dicha pieza inicial un radio que se extiende desde un centro C de la pieza inicial hasta el borde exterior, comprendiendo dicha parte marginal una serie de líneas de incisiones radiales que tienen una separación angular entre las respectivas líneas de incisiones radiales adyacentes,
comprendiendo dicha serie de líneas de incisiones una serie de primeras líneas de incisiones y una serie de segundas líneas de incisiones , teniendo cada una de dichas primeras líneas de incisiones una respectiva primera longitud (L5; L7) y teniendo cada una de dichas segundas líneas de incisiones una respectiva segunda longitud (L6; L8), siendo la primera…
Procedimiento para la producción de un componente de acero con zonas de distinta dureza o ductilidad.
(29/07/2015) Procedimiento para la producción de un componente de acero con zonas de distinta dureza o
ductilidad, en el que o bien
a partir de una pletina, la chapa de acero se conforma en frío en una herramienta obteniendo un componente y el componente conformado se calienta a continuación a una temperatura por encima de la temperatura de austenización y, para su temple, se coloca en una segunda herramienta que consta de dos mitades y se templa por enfriamiento brusco en la segunda herramienta
o
se calienta una pletina a una temperatura por encima de la temperatura de austenización y, a continuación, para la conformación y temple por enfriamiento brusco, se coloca en una herramienta de conformación…
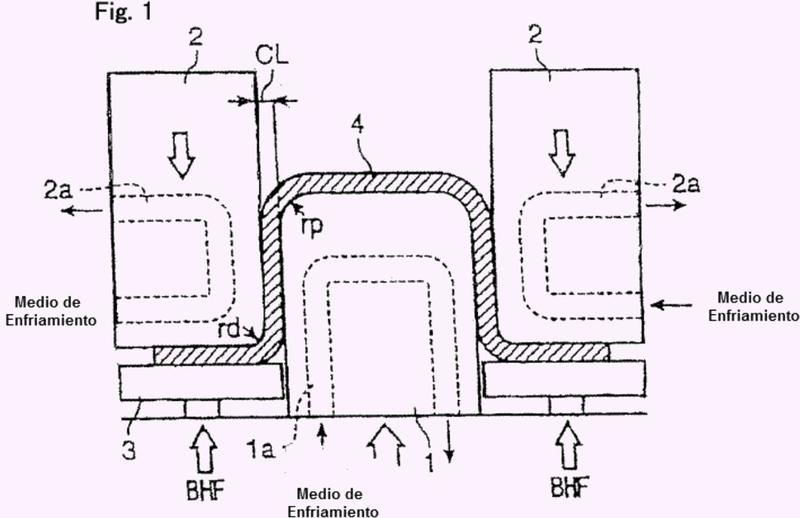
Aparato de conformado por prensado en caliente de un material de chapa metálica y procedimiento de conformado por prensado en caliente.
(13/06/2014) Un aparato de conformado en caliente de un material de chapa metálica,
en el que
en un aparato de conformado en caliente de un material de chapa metálica para conformar por prensado un material de chapa metálica calentado, está provista una tubería de suministro para un medio de enfriamiento en un molde , están provistos orificios de expulsión para el medio de enfriamiento en una superficie de conformado del molde, comunicándose entre sí la tubería de suministro y los orificios de expulsión, caracterizado porque está provista una pluralidad de salientes que tienen una proporción del área de 1 % al 90…
Método de fabricación de una pieza dotada de elevadas características mecánicas, formada por embutición, a partir de chapa de acero laminado, en particular chapa laminada en caliente y dotada de un recubrimiento.
(08/11/2013) Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir deuna chapa de acero laminado, en particular laminada en caliente y recubierta con un metal o una aleación metálicaque asegura una protección de la superficie y del acero, caracterizado porque:
- el metal o la aleación metálica del recubrimiento es zinc o una aleación a base de zinc de un grosor comprendidoentre 5μm y 30μm,
- se lleva a cabo el corte de la chapa para obtener una pieza de chapa en bruto,
- se somete la pieza de chapa en bruto, dotada de recubrimiento, a una elevación de temperatura comprendida entre700ºC y 1200ºC con el objetivo de formar una pieza en caliente,
- se realiza por este hecho un compuesto aleado intermetálico, en la superficie, asegurando…
Método para el recubrimiento de rollo o láminas metálicas para producir artículos huecos.
(06/11/2013) Un método para el recubrimiento de un rollo metálico o de láminas metálicas con una composición derecubrimiento acuosa que comprende al menos un compuesto seleccionado del grupo que consiste en compuestosde zirconio, compuestos de titanio y compuestos de hafnio por lo cual el rollo metálico o láminas metálicas tratadasestá/están configurada(s) por extrusión en frío, por embutición profunda, por embutición, por estrechamiento, portroquelado, por estirado o por cualquier combinación de dichas etapas de procedimiento a un artículo hueco comoun contenedor o una cubierta y se limpia después y opcionalmente se recubre adicionalmente o bien por pretratamientoquímico y después por recubrimiento con tinta o pintura o ambas o por tratamiento químico.
Preforma de envase metálico presurizado y envase metálico presurizado y un método para hacerlo.
(07/08/2013) Preforma de envase metálico presurizado, tal como para un envase de aerosol o envase de bebida, que comprende un cuerpo de envase unitario con una base, cuyo envase se ha hecho por embutición y planchado, en donde la relación de planchado está en el intervalo de aproximadamente 64% a aproximadamente 77%, caracterizada porque el grosor de la base hecha de acero está en el intervalo de aproximadamente 0,45 mm a aproximadamente 0,70 mm.
{kind=link}