CIP-2021 : B29C 45/17 : Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/17[1] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP2021: Invenciones publicadas en esta sección.
MAQUINA DE MOLDEO POR INYECCION.
(16/03/2002) EN UNA MAQUINA DE FUNDICION DE INYECCION CON UNA PLACA DE SUJECION DE MOLDE UNIDO DE FORMA FIJA CON LA ESTRUCTURA DE MAQUINA Y CON PLACA DE SUJECION DE MOLDE MOVIL APOYADA DE FORMA DESPLAZABLE EN LA ESTRUCTURA DE MAQUINA Y PLACA DE APOYO, QUE PORTA UN MECANISMO DE CIERRE ACOPLADO CON LA PLACA DE SUJECION DE MOLDE MOVIL, ESTANDO UNIDA LA PLACA DE APOYO Y LA PLACA DE SUJECION DE MOLDE FIJA UNA CON OTRA A TRAVES DE UN EQUIPO DE TRANSMISION DE FUERZA, QUE ADMITE UN ACCESO LIBRE ENTRE LAS PLACAS DE SUJECION DE MOLDE FIJA Y MOVIL, A PARTIR DE LOS LADOS. PARA PODER COMPENSAR EN EL LUGAR DE SUJECION DEL EQUIPO…
PLACA UNIFORMEMENTE COMPRESIBLE.
(16/12/2001). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: GLAESENER, PIERRE.
SE PRESENTA UNA PLATINA PARA SU USO EN UNA OPERACION DE SUJECION EN LA QUE SE GENERA UNA FUERZA (F) QUE TIENE UNA PRIMERA DIRECCION QUE INCLUYE UNA PRIMERA PARED QUE TIENE BORDES UN AREA CENTRAL Y AL MENOS UN PRIMER Y UN SEGUNDO LADO, EN DONDE EL PRIMER LADO ESTA ADAPTADO PARA POSICIONARSE LO MAS CERCA DE LA OPERACION DE SUJECION. LA PLATINA INCLUYE ADEMAS UNA SEGUNDA PARED SEPARADA Y SUBSTANCIALMENTE PARALELA CON RESPECTO A LA PRIMERA PARED , EN DONDE LA PRIMERA Y LA SEGUNDA PARED SE EXTIENDEN DE FORMA SUBSTANCIALMENTE TRANSVERSAL A LA PRIMERA DIRECCION DE LA FUERZA (F). UN SOPORTE INTERMEDIO SE POSICIONA ENTRE LAS PAREDES Y SE UTILIZA PARA DIRIGIR LA FUERZA DESDE LOS BORDES DE LA SEGUNDA PARED HACIA EL AREA CENTRAL DE LA PRIMERA PARED PARA EVITAR SUBSTANCIALMENTE LA DEFLEXION NO UNIFORME DE LA PRIMERA PARED A LO LARGO DEL PRIMER LADO.
PROCEDIMIENTO PARA PRODUCIR UN CUERPO COMPUESTO.
(16/11/2000). Ver ilustración. Solicitante/s: MAHLE FILTERSYSTEME GMBH. Inventor/es: GEBERT, HANS, LENZEN, DITRICH, POGORIUTSCHNIG, HARTWIG.
LA INVENCION SE REFIERE A UNA PIEZA MOLDEADA POR INYECCION, UNA DE CUYAS SUPERFICIES EXTERIORES SE PRODUCE USANDOSE UNA TECNICA DIFERENTE A LA ANTERIOR. DICHA PIEZA SE PRODUCE CON EL USO DE UN PROCEDIMIENTO DE MOLDEO POR INYECCION, YA CONOCIDO, QUE UTILIZA PRESION POR UN GAS INTERNO. DICHO PROCEDIMIENTO ES ESPECIALMENTE ADECUADO PARA FORMAR UNA PIEZA MOLDEADA POR INYECCION SOBRE UN CUERPO POROSO . CON EL PROCEDIMIENTO DE LA INVENCION SE PERMITE LA PRODUCCION EFICIENTE DE PLACAS DE EXTREMO DE UNA ESTRELLA DE FILTRO ANULAR.
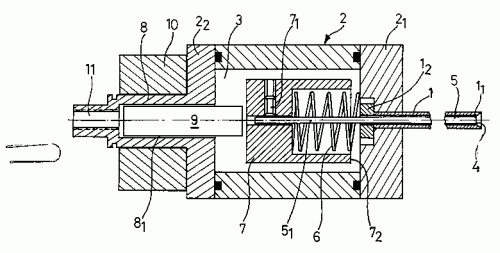
INYECTOR DE GAS PARA EL MOLDEO DE PIEZAS HUECAS DE MATERIA PLASTICA.
(16/10/2000). Ver ilustración. Solicitante/s: GEBR. HAPPICH GMBH.. Inventor/es: REMONGIN,BRUNO.
Inyector de gas para el moldeo de piezas huecas de materia plástica, que comprende un tubo conectado con una fuente de gas bajo presión y destinado a desembocar, a través de su extremidad, en la huella de un molde inyección de materia plástica para asegurar el hinchamiento de esta materia plástica y la realización de una pieza hueca, caracterizado porque el tubo forma en esta extremidad (1{sub,1 ) el asiento de una chapaleta de obturación , prologándose esta chapaleta hasta el interior del tubo por medio de un vástago , dispuesto bajo la acción de un resorte , que asegura el cierre de esta chapaleta, estando dispuesto este vástago igualmente bajo la acción de un medio motor dotado con un medio de accionamiento para asegurar la apertura de la chapaleta en contra de la acción del resorte.
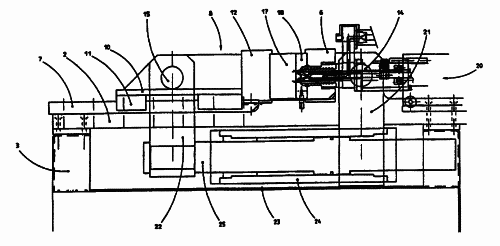
UNIDAD DE CIERRE PARA UNA MAQUINA DE MOLDEO POR INYECCION.
(01/10/2000). Ver ilustración. Solicitante/s: ETTLINGER KUNSTSTOFFMASCHINEN GMBH. Inventor/es: GANZ, MARTIN, SILLMANN, PAUL.
UNA UNIDAD DE CIERRE CON UN RAIL DE SOPORTE FIJO Y UNA PLACA DE SUJECION ESTACIONARIA , ASI COMO UNA DESPLAZABLE PRESENTA DETRAS DE LAS PLACAS DE SUJECION UN COJINETE GIRATORIO . EN ESTOS COJINETES ROTATIVOS SE ARTICULA UN ACCIONAMIENTO DE CIERRE DE TAL FORMA QUE ESTE PUEDE DESPLAZARSE LIBREMENTE ENTRE LOS COJINETES ROTATIVOS Y LAS FUERZAS DE CIERRE EJERCIDAS POR EL ACCIONAMIENTO DE CIERRE , NO EJERCEN NINGUN MOMENTO FLECTOR SOBRE EL BASTIDOR DE LA MAQUINA.
DISPOSITIVO PARA MOLDEAR PRODUCTOS DE MATERIA PLASTICA.
(16/07/2000). Solicitante/s: FIBOX OY AB. Inventor/es: AIRAS, RISTO, EILOMAA, MIKA, TIRRONEN, TIMO.
LA INVENCION SE RELACIONA CON UN APARATO PARA MOLDEAR PRODUCTOS DE PLASTICO (31'-36'') QUE COMPRENDE POR LO MENOS DOS MAQUINAS DE MOLDEADO DE PLASTICO (1', 2'), CADA UNA DE LAS CUALES COMPRENDIDA POR UN ROBOT (7', 8') PARA TRANSFERIR UN PRODUCTO MOLDEADO (31', 32') DESDE LA MAQUINA DE MOLDEADO SOBRE UNA CINTA TRANSPORTADORA. PARA FACILITAR SIGNIFICATIVAMENTE Y ACELERAR UNA INSPECCION DE CUALIDAD Y, POR LO TANTO, TAMBIEN PERMITIR QUE CUALQUIER DEFECTO SEA RAPIDAMENTE CORREGIDO, Y PARA SIMPLIFICAR CONSIDERABLEMENTE EL TRANSPORTE DE LOS PRODUCTOS Y LA ESTRUCTURA DEL APARATO, POR LO MENOS LAS DOS MAQUINAS DE MOLDEAMIENTO (1', 2') MENCIONADAS ARRIBA ESTAN MONTADAS A LO LARGO DE UNA CINTA TRANSPORTADORA COMUN (30') DISPUESTAS ESENCIALMENTE DE MANERA SUCESIVA EN EL MISMO LADO DE LA CINTA, POR LO QUE SUS ROBOTS (7', 8') ESTAN COLOCADOS DE TAL MANERA QUE PUEDEN COLOCAR LOS PRODUCTOS MOLDEADOS (31', 32') EN DIFERENTES PUNTOS SOBRE TODO EL ANCHO DE LA CINTA.
PROCEDIMIENTO DE FABRICACION DE UN MOLDE PARA EL MOLDEO POR INYECCION DE PIEZAS OPTICAS DE DISPOSITIVOS DE ILUMINACION PARA AUTOMOVILES QUE UTILIZAN ELEMENTOS CURVADOS.
(01/06/2000). Solicitante/s: MAGNETI MARELLI S.P.A.. Inventor/es: MASUELLI, STEFANIA, TODESCO, FLORIANO.
EL MOLDE COMPRENDE UNA MITAD DE MOLDE ESTACIONARIA Y UNA MITAD DE MOLDE MOVIL QUE COOPERA, DURANTE SU USO, CON LA MITAD DEL MOLDE ESTACIONARIO . LA MITAD DEL MOLDE MOVIL COMPRENDE UNA PARED DE SOPORTE MOVIL QUE LLEVA UN TROQUEL FIJADO MEDIANTE PLACAS DE ANCLAJE . UNA LAMINA QUE SOPORTA LOS RELIEVES EN NEGATIVO DE LA PIEZA OPTICA A REPRODUCIR SE ANCLA DE FORMA MECANICA Y MAGNETICA AL TROQUEL , ESTE ULTIMO ESTA HECHO DE MATERIAL NO MAGNETICO Y ALOJA INSERTOS DE MATERIAL MAGNETIZABLE . LA MITAD DEL MOLDE MOVIL SOPORTA ADEMAS GENERADORES DE CAMPOS MAGNETICOS QUE MAGNETIZAN LOS INSERTOS Y GARANTIZAN UNA BUENA ADHERENCIA DE LA LAMINA AL TROQUEL.
MAQUINA DE MOLDEO POR INYECCION PARA LA FABRICACION DE RECIPIENTES DE PARED HUECA.
(01/05/2000) EN LA ELABORACION DE RECIPIENTES DE PAREDES HUECAS A BASE DE MATERIAL TERMOPLASTICO EN UNA MAQUINA DE FUNDICION DE INYECCION SE INCLUYEN DURANTE EL PROCESO DE INYECCION UN ELEMENTO DE NUCLEO EN EL ESPACIO HUECO DEL MOLDE, QUE DESPUES DE LA SOLIDIFICACION DEL MATERIAL SINTETICO TERMOPLASTICO SE EXTRAE BAJO LA FORMACION DE UN ESPACIO HUECO DE PARED. PARA PODER CONSEGUIR UN ESPACIO HUECO DE PARED CERRADO EN UN RECIPIENTE SEGUN PROCESO DE FUNDICION, SE PROPONE QUE EL ELEMENTO DE NUCLEO SE ELABORE A PARTIR DE UN CASQUILLO INTERIOR Y UN CASQUILLO EXTERIOR, SIENDO DESPLAZABLES AMBOS UNO CONTRA OTRO POR MEDIO DE UNA UNIDAD CILINDRO-EMBOLO CONFIGURADO A PARTIR DE UN SEGUNDO CASQUILLO INTERIOR Y EXTERIOR DE TAL MODO, QUE…
ABRAZADERA DE MOLDE ELECTRICO.
(16/04/2000). Solicitante/s: INCOE CORPORATION. Inventor/es: BOTT, JAMES, A., TARR, JOHN.
SE PRESENTA UN SISTEMA Y UN APARATO ELECTRICO PARA LA FIJACION DE UN MOLDE . UN MECANISMO DE FIJACION QUE CONTIENE UN PAR DE MIEMBROS DE MORDAZA ES ACTIVADO POR UN MOTOR ELECTRICO . EL MOTOR ELECTRICO HACE FUNCIONAR UN PISTON ROSCADO CON ROSCAS DE CIMA QUE A SU VEZ HACEN FUNCIONAR UNA PLACA IMPULSORA PARA EXTENDER Y CONTRAER LOS MIEMBROS DE FIJACION . LOS MIEMBROS DE FIJACION SE UTILIZAN PARA SUJETAR UNA PLANCHA DE MOLDEADO EN UNA MAQUINA A INYECCION . LOS MIEMBROS DE FIJACION ESTAN PIVOTANTEMENTE SUJETOS A UN MECANISMO DE PLACA IMPULSORA Y TIENEN UNA SUPERFICIE QUE ENCAJA CON UNA EXCENTRICA EN FORMA DE CUÑA PARA EMPUJAR AL MIEMBRO DE FIJACION CONTRA LA PLANCHA DEL MOLDE. LA CARRERA DEL MECANISMO DE FIJACION SE REGULA MEDIANTE LA EXTRACCION DE AMPERAJE EN EL MOTOR ELECTRICO . SE UTILIZA UN CONMUTADOR LIMITE PARA FINALIZAR EL EXTREMO DE LA CARRERA DE CONTRACCION. SE UTILIZA UNA LUZ INDICADORA PARA INDICAR LA POSICION DE FIJACION DEL DISPOSITIVO.
METODO DE FABRICACION DE AGUJAS.
(16/03/2000). Solicitante/s: STEVENS, SMITH & BARTLETT PTY. LTD. Inventor/es: STEVENS, JOHN, FREDERICK, SMITH, TREVOR, GORDON, BARTLETT, JACK, HARRY.
SE PRESENTA UN METODO PARA MANUFACTURAR UNA AGUJA INTEGRAL EN UNA SOLA PIEZA. EL METODO COMPRENDE EL SUMINISTRO DE UNA RESINA POLIMERICA EN EL INTERIOR DE UNA CAVIDAD DE MOLDEADO Y LA INYECCION DE UN FLUIDO BAJO PRESION AL INTERIOR DE AL MENOS UNA PARTE DE LA CAVIDAD PARA EXPULSAR DE LA MISMA LA REGION CENTRAL DE LA RESINA POLIMERICA. ESTO CREA UN ANILLO DE RESINA POLIMERICA QUE TIENE UN ORIFICIO A TRAVES DEL MISMO, EL ANILLO DE RESINA POLIMERICA FORMA LA CANULA DE LA AGUJA, EL CILINDRO DE MONTAJE ES PROVISTO POR LA PARTE RESTANTE DE LA CAVIDAD.
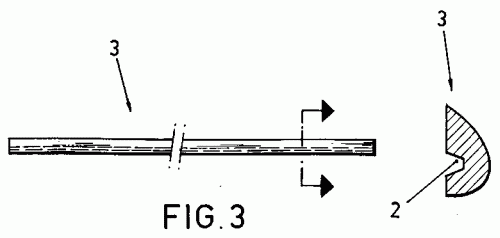
METODO PARA FABRICACION DE PERFILES PLASTICOS ASIMETRICOS.
(01/03/2000). Ver ilustración. Solicitante/s: LAB. RADIO, S.A. Inventor/es: GARCIA CALVO,ANGEL.
Método para fabricación de perfiles plásticos asimétricos. Tiene especial aplicación en los perfiles plásticos obtenidos por inyección, macizos y de los empleados en industrias del automóvil, plástica, etc. La fabricación puede llevarse a cabo por extrusión o moldeo. La longitud del perfil, al ser muy grande en proporción con sus otras dimensiones, es lo que crea el problema de deformación o arqueamiento, conocidos, tras el experimento de la pieza. Acorde con la invención, se evita la deformación al prever una ranura longitudinal en el perfil , para provocar una rotura térmica en la masa del mismo y equilibrar las tensiones debidas al enfriamiento, de las secciones resultantes a uno y otro lado de dicha ranura , la cual queda situada en la zona precisa para lograr tal efecto. Esta ranura se encuentra lógicamente practicada en la cara inferior u oculta del perfil.
PIEZA MOLDEADA DE MATERIAL SINTETICO.
(16/01/2000) Pieza moldeada de material sintético, que tiene una primera superficie y una segunda superficie opuesta a ésta, así como por lo menos un perfil de refuerzo asociado con la segunda superficie. La pieza moldeada consiste preferiblemente en cubiertas de forma plana o laminar, por ejemplo batientes de cubierta para argollas de remolque de vehículos automóviles, que están integradas en parachoques que tienen unos correspondientes rebajos. Estos rebajos son cerrados entonces de manera soltable con los batientes de cubierta, de manera tal que los parachoques ofrecen una impresión visualmente cerrada en sí misma. Con el fin de evitar con seguridad por motivos decorativos marcas en el lado exterior o "visto' de estas piezas moldeadas,…
METODO PARA FABRICAR ARTICULOS POR TANDAS MEDIANTE MOLDEO ASISTIDO POR GAS Y APARATO PARA LLEVAR A CABO EL METODO.
(16/06/1999). Solicitante/s: SCHOELLER-PLAST S.A.. Inventor/es: UMIKER, HANS.
EN LA ELABORACION EN SERIE DE ARTICULOS COMO POR EJEMPLO CAJAS DE BOTELLAS EN UN PROCESO DE CONFORMACION GASEOSA SE GUIA EL REBOSE DESPLAZADO A PARTIR DE UN ESPACIO HUECO RELLENO CON MASA DE FUNDICION DE INYECCION A PARTIR DE UN MOLDE RODEADO DE FORMA PRECEDENTE A TRAVES DE LAS ABERTURAS DE INYECCION, POR MEDIO DE UNA ABERTURA DE DERIVACION A UN CILINDRO CALENTABLE DE UNA BOMBA EMBOLO Y ALLI SE MANTIENE DE FORMA PLASTICA, MIENTRAS QUE SE ENFRIA EL ARTICULO Y SE EXPULSA DESPUES DE SU PROCESO DE SOLIDIFICACION. EN LA ELABORACION DEL ARTICULO PROXIMO SE BOMBEA DE NUEVO EN EL ESPACIO HUECO A TRAVES DE LA ABERTURA DISTANCIADA DE ACUERDO CON EL REBOSE POR MEDIO DE LA ABERTURA DE DERIVACION DESPUES DEL CIERRE DEL MOLDE A PARTIR DEL RELLENO DEL ESPACIO HUECO POR MEDIO DE LAS ABERTURAS DE INYECCION.
PANEL DE RESINA SINTETICA CON ARMAZON HUECO MOLDEADO INTEGRALMENTE.
(16/06/1999). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: SATOH, YUKIO , MAHER, OWEN R.
UN PANEL REFORZADO ESTRUCTURALMENTE PARA UN CHASIS DE VEHICULO INCLUYE UN PANEL DE RESINA MOLDEADO DE INYECCION QUE TIENE UN ARMAZON DE REFUERZO HUECO MOLDEADO INTEGRAMENTE QUE SE EXTIENDE A TRAVES DEL PANEL.
MAQUINA DE MOLDEO POR INYECCION DE TIPO VERTICAL.
(01/06/1999) UNA MAQUINA DE MOLDEO POR INYECCION DE TIPO VERTICAL QUE COMPRENDE UN SEMI-MOLDE INFERIOR FIJO MONTADO SOBRE UNA BASE DE MAQUINA, UN SEMI-MOLDE MOVIL SUPERIOR SITUADO SUPERIORMENTE CON RESPECTO A DICHO SEMI-MOLDE FIJO INFERIOR EN RELACION DE CONFRONTACION CON EL, Y UN DEPOSITO DE MATERIAL PARA ALMACENAR UN MATERIAL DE LIMPIEZA Y VARIAS CLASES DE MATERIALES INDIVIDUALMENTE MOLDEADOS. EL DEPOSITO DE MATERIAL TIENE UNOS MEDIOS (5A) DE CONMUTACION PARA CONMUTAR UNA CLASE DE MATERIAL DE MOLDEO SOBRE OTRO. LA MAQUINA DE MOLDEO POR INYECCION TAMBIEN COMPRENDE UN INYECTOR QUE TIENE UNA TOBERA (3A), UN CILINDRO (3B) DE INYECCION, Y UNA UNIDAD (3C) DE SUMINISTRO DE MATERIAL DE MOLDEO CONECTADO A LOS MEDIOS (5A) DE CONMUTACION A TRAVES…
(16/05/1999). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO.
SE PREVE UNA LAMINA QUE COMPRENDE UNA CAPA DE RESINA DE NUCLEO Y UNA REVESTIMIENTO LAMINADO INTEGRAMENTE SOBRE ESTA. LA LAMINA TIENE LAS PROYECCIONES, TALES COMO BORDES, FORMADAS SOLIDARIAS CON LA CAPA DE RESINA DE NUCLEO. TAMBIEN UNA PARTE HUECA SE FORMA EN EL INTERIOR DE LA CAPA DE RESINA CERCA DE LA INTERSECCION DE LA CAPA DE RESINA DE NUCLEO Y CADA PROYECCION. LA LAMINA ESTA LIBRE DE DEPRESIONES EN SU POSICION QUE CORRESPONDE A LAS PROYECCIONES SOBRE LA PARTE TRASERA Y TIENE UN BUEN ASPECTO Y UNA EXCELENTE RESISTENCIA MECANICA.
METODO PARA LA PREPARACION DE JERINGUILLAS DE PLASTICO PREVIAMENTE LLENADAS.
(01/04/1999). Solicitante/s: BRACCO INTERNATIONAL B.V.. Inventor/es: HEFFERNAN, GAYLE, WELSHER, ALLEN.
UN METODO NUEVO PARA LA PREPARACION DE JERINGUILLAS DE PLASTICO PREVIAMENTE LLENADAS, Y PREFERIBLEMENTE LA PREPARACION DE UNA JERINGUILLA DE PLASTICO PREVIAMENTE LLENADA CON UN AGENTE DE CONTRASTE DE DIAGNOSTICO. DICHA JERINGUILLA TIENE COMO COMPONENTES: UN CONTENEDOR , UN SELLO DE PUNTA CAPAZ DE SELLAR LA TOBERA DEL CONTENEDOR Y UN PISTON CAPAZ DE DESLIZARSE EN EL MISMO Y SELLAR EL EXTREMO ABIERTO DEL CONTENEDOR COLOCADO EN FRENTE DE LA TOBERA, QUE COMPRENDE LOS SIGUIENTES PASOS: (A) PROPORCIONAR AL MENOS UN COMPONENTE DE DICHA JERINGUILLA, EL CUAL ES MOLDEADO BAJO CONDICIONES SUSTANCIALMENTE LIBRES DE PIROGENOS Y MACROPARTICULAS VIABLES Y NO VIABLES; Y (B) EL LLENADO Y ENSAMBLAJE DE DICHA JERINGUILLA.
DISPOSITIVO PARA LA GENERACION DE NITROGENO DE ALTA PRESION.
(16/09/1998) EL DISPOSITIVO ABARCA UN COMPRESOR DE AIRE ENFRIADO MEDIANTE INYECCION DIRECTA DE ACEITE ASI COMO UN ENFRIADOR DE AIRE CONECTADO A CONTINUACION, QUE SIRVE COMO SEPARACION DE CONDENSADO. EL ENFRIADOR SE ENCUENTRA EN CONTACTO UN INTERCAMBIADOR DE CALOR, QUE SE CALIENTA POR MEDIO DEL CALOR RADIADO A PARTIR DEL ACEITE EVACUADO DEL COMPRESOR DE AIRE. LA TEMPERATURA DEL AIRE SE ELEVA ENTONCES HASTA UN NIVEL, EN DONDE LOS SEPARADORES CONECTADOS A CONTINUACION DESARROLLAN UN RENDIMIENTO OPTIMO. EL NITROGENO QUE APARECE A PARTIR DE LOS SEPARADORES , CUYO GRADO DE PUREZA ES PREVIAMENTE DADO POR MEDIO DE UN ESTRANGULADOR CONECTADO A CONTINUACION, LLEGA A UNA BOMBONA CON CAPACIDAD…
DISPOSITIVO DE EMBRIDADO DE UN SEMIMOLDE EN UN PLATO DE UNA PRENSA DE MOLDEO, Y PRENSA DE MOLDEO PROVISTA DE DICHO DISPOSITIVO.
(01/06/1998). Solicitante/s: BILLION S.A.. Inventor/es: GUYON, JEAN-FRANCOIS.
ESTE DISPOSITIVO DE EMBRIDADO ES DEL TIPO QUE COMPRENDE UNA PIEZA SALIENTE DEL SEMIMOLDE Y ACOGIDO EN UNA CAVIDAD DEL PLATO, Y UN MECANISMO DE SUJECION QUE COMPRENDE UN ELEVADOR TRANSVERSAL Y UNA CUÑA ADAPTADA PARA COOPERAR CON LA PIEZA PARA ASEGURAR LA FIJACION MOVIL DEL SEMIMOLDE. EL MECANISMO DE SUJECION COMPRENDE UN BLOQUE DE APOYO ADAPTADO PARA FIJARSE A LA ENTRADA DE LA CAVIDAD Y COMPRENDE POR UN LADO UN PASO PARA LA PIEZA Y POR OTRO LADO UNA RAMPA DE APOYO DE LA CUÑA DISPUESTA SOBRE LA CARA DEL BLOQUE GIRADO HACIA LA CAVIDAD DEL PLATO. LA PIEZA ES DE REVOLUCION, CON UNA CABEZA ANCHA. SE APLICA AL MOLDEO DE MATERIAS PLASTICAS POR INYECCION.
EQUIPO PARA LA OBTENCION DE PIEZAS MOLDEADAS POR INYECCION EN MATERIAL PLASTICO Y PIEZA REALIZADA CON DICHO EQUIPO.
(16/02/1998) EQUIPO PARA LA OBTENCION DE PIEZAS MOLDEADAS POR INYECCION EN MATERIAL PLASTICO Y PIEZA REALIZADA CON DICHO EQUIPO. COMPRENDE UNA MAQUINA MEZCLADORA DE RESINAS PROVISTA DE UN DISPOSITIVO INYECTOR , UNA PLURALIDAD DE MAQUINAS MOLDEADORAS (51 A 54), CADA UNA DE LAS CUALES COMPRENDE EL MOLDE DE LA PIEZA A REALIZAR, MEDIOS PARA LA APERTURA Y CIERRE DEL MOLDE, Y MEDIOS (55 A 58) PARA EL CALENTAMIENTO DEL MOLDE, ESTANDO DISPUESTAS LAS MAQUINAS MOLDEADORAS (51 A 54) ALREDEDOR DE LA MAQUINA MEZCLADORA . EL DISPOSITIVO INYECTOR ES DESPLAZABLE PARA LA INTRODUCCION DE LAS RESINAS EN LOS DISTINTOS MOLDES. LA PIEZA OBTENIDA ESTA REALIZADA EN UN MATERIAL PLASTICO QUE COMPRENDE POR UN LADO UNA PARTE EN PESO DE RESINA DE POLIESTER INSATURADA O MONOMERO ACRILICO, ENTRE TRES Y SEIS PARTES DE CARGA, Y POR OTRO LADO ENTRE UN 10 Y UN 30%…
METODO DE MOLDEAR PREFORMA EN MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO DE ESTIRAJE DE INYECCION.
(01/11/1997). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: KODA, HIDEAKI, NAKAJIMA, HISASHI.
UN METODO DE MOLDEAR UNA PREFORMA EN UN MOLDEO POR INSUFLACION DE AIRE COMPRIMIDO DE ESTIRAJE DE INYECCION, DONDE SE INTRODUCE UN GAS DENTRO DE UN LIMITE ENTRE LA PREFORMA Y UN NUCLEO DE INYECCION, PARA QUE LA PRESION DEL GAS HAGA QUE LA PREFORMA EN EL MOLDE DE INYECCION SE AISLE DEL NUCLEO DE INYECCION, PERMITIENDO ASI LA LIBERACION DE ALTA TEMPERATURA DE LA PREFORMA.
SISTEMA PARA LA MANIPULACION DE MOLDES DE FUNDICION.
(16/10/1997). Solicitante/s: SPIESS, ARMIN. Inventor/es: SPIESS, ARMIN.
LA INVENCION SE REFIERE A UN SISTEMA PARA MANEJO DE MOLDES DE FUNDICION TANTO EN LA ELABORACION DE CAVIDADES DE MOLDEO COMO EN LA FUNDICION PROPIA, DONDE LAS CASSETTES INTERCAMBIABLES QUE INCLUYEN LAS CAVIDADES DE MOLDE PUEDEN SER INSERTADAS DENTRO DE GUIAS (7A, 7B; 13A, 13B) POSITIVAS DE EMPAREJADO EN EL DISPOSITIVO DE FUNDICION. PARA SIMPLIFICAR Y ACELERAR EL TRABAJO DE ELABORACION Y ADAPTACION DE LAS CAVIDADES DE MOLDE EN UN SISTEMA DE MANEJO DE ESTE TIPO, LA INVENCION PROPONE QUE EL DISPOSITIVO DE SUJECION EN LA ESTACION DE MECANIZADO TENGA RECEPTACULOS DE CASSETTE CON GUIAS POSITIVAS QUE CORRESPONDEN A LAS GUIAS POSITIVAS (9A, 9B; 15A, 15B) DE LAS CASSETTES.
MOLDEO POR INYECCION ASISTIDO POR UN GAS.
(16/10/1997) SE PUEDE MOLDEAR POR INYECCION UN ARTICULO TERMOPLASTICO EN UN MOLDE QUE CONSTA DE UNA CAVIDAD QUE DEFINE LA FORMA DEL ARTICULO, AL MENOS UNA APERTURA DE ENTRADA TERMOPLASTICA ADAPTADA PARA RECIBIR LA RESINA TERMOPLASTICA DERRETIDA PROCEDENTE DE LA BOQUILLA DE UNA MAQUINA DE MOLDEO POR INYECCION , UN CONDUCTO DE FLUJO TERMOPLASTICO QUE SE COMUNICA CON LA APERTURA DE ENTRADA TERMOPLASTICA Y CON LA CAVIDAD Y UN CONDUCTO PARA EL FLUJO DE FLUIDOS QUE SE EXTIENDE ENTRANDO EN EL MOLDE. EL CONDUCTO PARA EL FLUJO DE FLUIDOS SE EXTIENDE DESDE UNA SUPERFICIE EXTERIOR DEL MOLDE HASTA EL CONDUCTO DE FLUJO TERMOPLASTICO. SE PUEDE INYECTAR UN FLUIDO DE BAJA VISCOSIDAD, TAL COMO UN GAS, A TRAVES DEL CONDUCTO PARA EL FLUJO DE FLUIDOS Y HACERLO…
PROCESO DE FABRICACION POR MOLDEADO DE UNA PIEZA QUE COMPRENDE UNA ZONA HUECA.
(16/10/1997). Solicitante/s: REYDEL. Inventor/es: DURIEZ, DOMINIQUE, LE LANNOU, MICHEL.
PROCESO DE FABRICACION POR MOLDEADO DE UNA PIEZA QUE COMPRENDE UNA CAVIDAD INTERNA QUE SE PRESENTA EN FORMA DE UN ELEMENTO DE INSERCION REALIZADO EN UN PRIMER MATERIAL TERMOPLASTICO, RECUBIERTO AL MENOS PARCIALMENTE POR UNA CAPA DE UN SEGUNDO MATERIAL TERMOPLASTICO DE RECUBRIMIENTO. SEGUN LA INVENCION, SE PREVE UNA CONTRAPRESION EN LA CAVIDAD INTERNA CUANDO EL ELEMENTO DE INSERCION TODAVIA ES MALEABLE DURANTE LA FASE DE COLOCACION DEL MATERIAL DE RECUBRIMIENTO . LA INVENCION SE REFIERE IGUALMENTE A UNA APLICACION DE ESTE PROCESO A LA FABRICACION DE PIEZAS TALES COMO PARTICULARMENTE EMPUÑADURA DE PUERTAS DE VEHICULOS.
METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE.
(01/10/1997) UN METODO PARA FORMAR UN OBJETO DE UN MATERIAL SINTETICO TERMOFRAGUABLE EN UN MOLDE , QUE TIENE AL MENOS UNA CAMARA , SEGUN EL CUAL UNA MEZCLA DE COMPONENTES, QUE REACCIONA Y SE CURA PASADA UNA TEMPERATURA CRITICA, SE LICUA Y SE INTRODUCE EN LA CAMARA A TRAVES DE UNA PIEZA DE ADMISION , QUE TIENE AL MENOS UN CONDUCTO DE LLENADO QUE SE ABRE ENTRANDO EN LA CAMARA ; DESPUES SE DEJA REACCIONAR Y CURAR LA MEZCLA ANTEDICHA ASEGURANDOSE QUE LA TEMPERATURA DEL MOLDE SEA SUPERIOR A LA TEMPERATURA CRITICA ANTEDICHA; DESPUES DE ESTO, SE RETIRA DEL MOLDE EL OBJETO CON LA PIEZA DE ADMISION, Y QUE SE CARACTERIZA PORQUE LA MEZCLA LIQUIDA SE INTRODUCE EN EL MOLDE A TRAVES DE LA PIEZA DE ADMISION QUE SE PEGA A TRAVES DE UNA PARED QUE HAY EN EL MOLDE…
PROCEDIMIENTO PARA MOLDEO POR INYECCION DE PIEZAS PREFORMADAS DE MATERIALES SINTETICOS TERMOPLASTICOS, ASI COMO UTIL PARA LA REALIZACION DEL MISMO.
(01/07/1997) SE PROPONE UN PROCESO PARA EL MOLDEADO POR INYECCION DE PRODUCTOS ELABORADOS DE UN MATERIAL TERMOPLASTICO, CUYAS PAREDES ENCIERRAN UN ESPACIO HUECO EN DONDE EL PLASTICO FUNDIDO ES INYECTADO EN UNA CANTIDAD PREDETERMINADA DENTRO DE LA CAVIDAD O NIDO MOLDEADOR DE UN MOLDE , DURANTE Y/O MEDIANTE LO CUAL SE APLICA UN MEDIO FLUIDO A PRESION (GAS) DE MODO QUE CON LA FORMACION DEL ESPACIO HUECO, EL PLASTICO FUNDIDO SE DISTRIBUYA A LO LARGO Y SE SITUE CONTRA LAS PAREDES DE LA CAVIDAD DEL NIDO DE MOLDEADO. EL MEDIO A PRESION (GAS) SE ALIMENTA DENTRO DE LA CAVIDAD O NIDO DE MOLDEADO Y EN EL PLASTICO FUNDIDO, EN PRINCIPIO ESENCIALMENTE SOLO EN LA DIRECCION DE FLUJO DEL PLASTICO FUNDIDO Y EN UNA CANTIDAD Y/O PRESION QUE PRODUZCA…
METODO Y APARATO DE MOLDEO POR INYECCION.
(01/04/1997) LA PRODUCCION DE UN MOLDEO DE INYECCION DE MATERIAL PLASTICO COMPRENDE INTRODUCIR UN SUMINISTRO DE MATERIAL PLASTICO A TRAVES DE UNA O MAS ABERTURAS EN UN ESPACIO DE MOLDEO, E INTRODUCIR POR MEDIO DE AL MENOS UN PASO DE SUMINISTRO DE GAS UN GAS PRESURIZADO A TRAVES DE UNA ABERTURA SEPARADA EN EL ESPACIO DE MOLDEO DENTRO DEL MATERIAL PLASTICO QUE RELLENA EL ESPACIO DE MOLDEO POR EL QUE EL GAS CREA UNA CAVIDAD QUE CONTIENE GAS EN EL MATERIAL PLASTICO. LA ABERTURA Y EL CIERRE DEL PASO DE SUMINISTRO DE GAS ESTA CONTROLADO POR UNA VALVULA QUE ESTA ABIERTA POR EL GAS PRESURIZADO. LA VALVULA COMPRENDE UNA PUERTA DE VALVULA…
PROCEDIMIENTO Y DISPOSITIVO PARA EL MOLDEO POR FUNDICION INYECTADA DE UN CUERPO SINTETICO HUECO.
(01/04/1997). Solicitante/s: UTESCHENY - ENDOS GMBH. Inventor/es: UTESCHENY, RALF GOTTFRIED, DIPL.-ING.
PROCEDIMIENTO Y DISPOSITIVO PARA EL MOLDEO POR FUNDICION INYECTADA DE UN CUERPO SINTETICO HUECO CURVADO, 2, POR EL QUE UN TALADRO CIEGO 7 ES VACIADO POR MEDIO DE UNA LENGUETA CORREDERA 9, Y UN HUECO 4 ES VACIADO POR EXPULSION DEL ANIMA SINTETICA TODAVIA BLANDA, POR MEDIO DE UNA CONDUCCION DE GAS A PRESION 11, QUE ESTA TENDIDA EN EL INTERIOR DE LA LENGUETA CORREDERA.
MAQUINA DE MOLDEO POR INYECCION.
(01/04/1997). Solicitante/s: SVOBODA, BRUNO. Inventor/es: SVOBODA, BRUNO.
MAQUINA DE FUNDICION DE INYECCION CON UNA ESTRUCTURA DE MAQUINA Y UNA PLACA DE SUJECION DE MOLDEADO MOVIL, FIJADA DE FORMA HIDRAULICA O ELECTROMECANICA. PARA COMPENSAR HASTA UN PUNTO DETERMINADO EL MOMENTO DE FLEXION QUE SE ALCANZA DURANTE EL CIERRE DEL MOLDE, QUE DISTORSIONA LA ESTRUCTURA DE MAQUINA, LA MAQUINA DISPONE DE FORMA ADICIONAL DE UN MIEMBRO DE FUERZA DE ACTUACION QUE OPERA EN LA PLACA DE SUJECION DE MOLDEADO, CON PREFERENCIA UN CILINDRO HIDRAULICO, UN MIEMBRO DE POTENCIA ADICIONAL DERIVABLE CUYA FUERZA SE APLICA DE FORMA SIMETRICA CON RESPECTO AL PRIMER MIEMBRO, QUE ES ACTUADA SIMULTANEAMENTE MEDIANTE UNA FUERZA QUE CORRESPONDE O ES PROPORCIONAL A LA FUERZA DE CIERRE PRODUCIDA EN EL PRIMER ELEMENTO DE POTENCIA.
PROCESO PARA LA FABRICACION DE PANELES DE GUARNICION PARA VEHICULOS DE MOTOR.
(16/03/1997). Solicitante/s: COMMER S.P.A.. Inventor/es: VECCHIARINO, LUIGI.
LOS PANELES PARA EL INTERIOR DE VEHICULOS DE MOTOR SE FABRICAN A BASE DE PRODUCIR, EN PRIMER LUGAR, MEDIANTE UN MOLDEO POR INYECCION, UN PANEL QUE PRESENTE PORCIONES AUSENTES CON UNA AREA Y FORMA PREDETERMINADAS, CONSISTIENDO DICHO MOLDEO EN LA INYECCION SIMULTANEA DE UNA CAPA DE REVESTIMIENTO SUPERFICIAL Y DE UNA CAPA DE SOPORTE INTERNA, Y DE PRODUCIR POR SEPARADO UNA PLURALIDAD DE PORCIONES DE PANEL (8') QUE TENGAN UN AREA Y UNA FORMA QUE CORRESPONDAN SUSTANCIALMENTE A LAS DE LAS PORCIONES AUSENTES Y EN FIJAR DICHAS PORCIONES PRODUCIDAS POR SEPARADO (8') A DICHOS PANELES.
MOLDEO POR INYECCION DE POLIMEROS TERMOPLASTICOS.
(16/12/1996). Solicitante/s: KONTOR MOULDING SYSTEMS LIMITED. Inventor/es: DE\'ATH RODERICK, MICHAEL.
UN METODO Y APARATO PARA INYECCION DE POLIMEROS TERMOPLASTICOS DE MOLDEO, EN DONDE UNA CAPA DE GAS PRESURIZADO SE PROPORCIONA ENTRE AL MENOS PARTES MOLDEADAS ELEGIDAS Y EL POLIMERO ENFRIADO. EL GAS COMIENZA LA CONTRACCION MIENTRAS EL POLIMERO SE ENFRIA Y PERMITE QUE SEAN SUSTANCIALMENTE ELIMINADAS MARCAS VISUALES DE CAVIDADES. ADEMAS, SE REDUCEN LOS TIEMPOS DE CICLO, PERMITIENDO QUE SEA RAPIDAMENTE ENFRIADO POR EMPUJE DEL POLIMERO CONTRA EL MOLDE EXTERNO Y ENFRIANDO EL OTRO MOLDE.
MAQUINA DE MOLDEO DE INYECCION VERTICAL.
(01/11/1996). Solicitante/s: YKK CORPORATION. Inventor/es: KUSE, KAZUKI, YOSHIDA, HIROSHI.
UN PLACA ACCESORIO DE MOLDEO INFERIOR SE FIJA A UNA BASE MAQUINA Y TIENE MONTADA EN SU SUPERFICIE SUPERIOR MEDIO MOLDE . UN PLACA ACCESORIO DE MOLDEO SUPERIOR TIENE UNIDO MEDIO MOLDE MOVIBLE EN OPOSICION AL MOLDE , Y SE MUEVE HACIA ARRIBA Y ABAJO POR UNOS CILINDROS DE MOVIMIENTO DE MOLDEO (5,5A). UN DISCO GIRATORIO TIENE VARIOS AGUJEROS DE INSERCION DE CILINDROS DE INYECCION (3A) Y GIRA PIVOTADO SOBRE LA SUPERFICIE SUPERIOR DEL PLACA , EN CIRCULO Y EN ALINEACION VERTICAL CON LOS AGUJEROS (2A) DEL PLACA . UNAS UNIDADES DE INYECCION PLURAL , MONTADAS SOBRE EL DISCO SE UNEN AL MISMO COMO UNA UNIDAD, EN DISTANCIAS PREDETERMINADAS A LO LARGO DEL CIRCULO. EL DISCO GIRA HACIA UNA POSICION ANGULAR DIVIDIDA, UNA CADENA DE AJUSTE SE TRANSPORTA A LO LARGO DE LA EXTENSION DE SU TRAYECTORIA POR UNA LONGITUD PREDETERMINADA A CADA MOLDEO DE INYECCION POR MEDIO DE UN TRANSPORTADOR DE CADENA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}