CIP-2021 : B29C 45/17 : Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/17[1] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/17 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP2021: Invenciones publicadas en esta sección.
APARATO DE MOLDEO POR INYECCION.
(16/02/1993). Solicitante/s: CINPRES LIMITED. Inventor/es: SAYER, MATTHEW EMMETT.
APARATO PARA MOLDEAR POR INYECCION PLASTICO, QUE CONSTA DE UN ELEMENTO DE INTRODUCCION DEL PLASTICO POR UNA O MAS ABERTURAS EN UN MOLDE Y ELEMENTOS PARA INTRODUCIR GAS A PRESION A TRAVES DE UNA ABERTURA SEPARADA EN EL MATERIAL PLASTICO QUE LLENA EL MOLDE, CREANDO UNA CAVIDAD CON GAS EN EL PLASTICO. A CONTINUACION SE ELIMINA LA PRESION DENTRO DE LA CAVIDAD ANTES DE ABRIRSE EL MOLDE. EL ELEMENTO DE ALIMENTACION DE GAS ELIMINACION DE LA PRESION CONSTA, EN DICHA ABERTURA SEPARADA , DE UNA PUERTA DE VALVULA QUE SE ABRE DIRECTAMENTE AL MOLDE, UNA VALVULA QUE ABRE Y CIERRA LA ANTERIOR PUERTA, UN ELEMENTO DE SUMINISTRO DE GAS A PRESION AL MOLDE. ESTE ALIMENTA EL GAS A TRAVES DE LA VALVULA ENCONTRANDOSE LA PUERTA DE VALVULA EN POSICION CERRADA PARA CREAR UNA CAVIDAD. TERMINADA LA OPERACION DE MOLDEO SE SUSPENDE EL SUMINISTRO DE GAS A PRESION Y EL GAS EXISTENTE EN LA CAVIDAD DEL MOLDE PUEDE CONDUCIRSE A LA ATMOSFERA POR UN MOVIMIENTO DE LA VALVULA QUE ABRE LA PUERTA CITADA.
BOQUILLA PARA MAQUINAS DE MOLDEO POR INYECCION.
(16/02/1993) SE DESCRIBE UNA BOQUILLA PARA MAQUINAS DE MOLDEO POR INYECCION QUE SIRVE PARA INTRODUCIR UN MEDIO SECUNDARIO, P. EJ. UN GAS, UN LIQUIDO U OTRO PLASTICO FUNDIDO MAS, EN EL INTERIOR DE UNA PRIMERA MASA FUNDIDA QUE ACABA DE INYECTARSE PARCIAL O COMPLETAMENTE EN UN MOLDE. EL CANAL DE SALIDA DE LA BOQUILLA Y UNA PERFORACION ALINEADA A ESTE, QUE COMPLETA EL CONDUCTO, A TRAVES DE LA HERRAMIENTA DE MOLDEO HASTA LA SUPERFICIE DEL MOLDE , LLEVAN UN SISTEMA DE AGUJAS HUECAS CONCENTRICAS, AJUSTADAS ENTRE ELLAS, RESPECTO A LA PARED DEL CANAL DE SALIDA Y A LA PERFORACION , Y DESPLAZABLES EN DIRECCION AXIAL. LA AGUJA HUECA INTERIOR ESTA CERRADA EN EL EXTREMO QUE DA AL MOLDE, PERO LA PARED LATERAL PROXIMA A ESTE EXTREMO, EN CAMBIO, DISPONE DE VARIAS ABERTURAS…
UN SISTEMA PARA LA SUJECION RAPIDA DE MATRICES EN UNA PRENSA HORIZONTAL PARA MOLDEO POR INYECCION DE MATERIALES PLASTICOS.
(01/01/1993). Solicitante/s: FIAT AUTO S.P.A.. Inventor/es: BRIZIO, GIUSEPPE, GALLIZIO, ROBERTO, TOSCO, LUIGI.
UN SISTEMA PARA LA SUJECION RAPIDA DE MATRICES EN UNA PRENSA HORIZONTAL PARA MOLDEO POR INYECCION DE MATERIALES PLASTICOS, CONSISTE EN UN PAR DE ESTRUCTURAS DE FIJACION FIJADAS PERMANENTEMENTE A LO LARGO DE LAS DOS CARAS OPUESTAS DE LOS PLATOS FIJOS Y MOVILES DE LA PRENSA Y DEFINIENDO EN ELLOS DOS GUIAS ADAPTADAS EN FORMA DESLIZANTE PARA RECIBIR LOS SALIENTES DE FIJACION (F) DE LA MATRIZ RESPECTIVA. UNOS MECANISMOS DE FIJACION MOTORIZADOS ESTAN ASOCIADOS A ESAS GUIAS Y SE ACTUAN SIMULTANEAMENTE PARA UNIR LOS SALIENTES DE FIJACION (F) DE LA MATRIZ (S) A LAS ESTRUCTURAS DE FIJACION.
MAQUINA DE FUNDICION INYECTADA DE PLASTICO PARA UN RELLENO DE FORMA CENTRAL O LINEAL, A ELECCION.
(01/11/1992) LA UNIDAD DE LA FUNDICION INYECTADA (S) DE LA MAQUINA DE FUNDICION INYECTADA DE PLASTICOS ES GIRATORIA MEDIANTE UN ENGRANAJE HELICOIDAL DE UNA POSICION DE TRABAJO DETERMINADA POR UN EJE DE INYECCION CENTRAL A UNA POSICION SIGUIENTE DE TRABAJO CON EJE DE INYECCION (W-W) PARA UNA PIEZA FUNDIDA ASIMETRICA EN UNA FORMA DE FUNDICION INYECTADA (G). A TRAVES DE UN GIRO CONTRARIO ES TRASLADABLE LA UNIDAD DE FUNDICION INYECTADA A UNA POSICION VACIA DE FUNDICION, DONDE SE PRESENTA MATERIAL INYECTADO SOBRE UNA POSICION DE REBATIMIENTO DEL SOPORTE DE FORMA PARA EL DESABASTECIMIENTO. EL CILINDRO DE PLASTIFICACION BLOQUEABLE EN UN AJUSTE DESLIZANTE DEL ZOQUETE SOPORTE SE PUEDE DEJAR LIBRE A TRAVES DE UN MOCIMIENTO DE RETROCESO DEL ZOQUETE SOPORTE . UNA PIEZA GIRATORIA (49B) TRASERA DEL…
GRUPO DE PLASTIFICADO EN UNA UNIDAD DE FUNDICION A PRESION DE PLASTICO.
(16/08/1992). Solicitante/s: HEHL, KARL. Inventor/es: HEHL, KARL.
EL CILINDRO DE PLASTIFICADO DEL GRUPO DE PLASTIFICADO ESTA EQUIPADO CON UNA DOBERA (V) CERRADIZO, QUE ES DIRIGIBLE MEDIANTE UNA UNIDAD DE CILINDRO-EMBOLO HIDRAULICO (CILINDRO DE MANDO 14). EL CUERPO DE LA TOBERA DE LA DOBERA (V) MUESTRA UN CANAL LIBRE DE LA TOBERA (70A) COAXIAL, QUE SE EXTIENDE PARA DESEMBOCADURA DE LA TOBERA Y PARA LA CIRCULACION DEL MATERIAL DE PLASTICO. LA AGUJA DEL INYECTOR , QUE BLOQUEA AL CANAL DE LA TOBERA (70A) EN LA DESEMBOCADURA DE LA TOBERA SE SOPORTA EN UN TALADRO CORREDIZO (70E), QUE SE DESVIA AL CANAL DE LA TOBERA (70A) , ANGULOS DE LA PUNTA. DE ESE MODO SE CONSIGUE QUE SEA POSIBLE UNA CIRCULACION DEL MATERIAL DE PLASTICO A TRAVES DE LA TOBERA DE CONEXION Y SE PUEDE EVITAR LA DISMINUCION DE PRESION INDICADO HABITUALMENTE CONTINUO EN LA DOBERA DE CONEXION. ADEMAS LA TOBERA (V) CERRADIZO MUESTRA TODOS LAS CARACTERISTICAS DE UNA DOBERA "ABIERTA" Y ES APLICABLE COMO TAL, CUANDO LA AGUJA DE CONEXION SE ENCUENTRA EN POSICION ABIERTA PERMANENTEMENTE.
DISPOSITIVO DE CAMBIO PARA EL CILINDRO DE TORNILLO DE UNA MAQUINA DE FUNDICION INYECTADA.
(01/02/1992) SE DESCRIBE UN DISPOSITIVO DE CAMBIO PARA EL CILINDRO DE TORNILLO DE UNA MAQUINA DE FUNDICION INYECTADA , EN EL QUE EL EJE DEL TORNILLO DEL CILINDRO DE TORNILLO SE ENCUENTRA UNIDO POR EMPALME DE ACOPLAMIENTO SEPARABLE A LA UNIDAD MOTRIZ , PUDIENDOSE DESPLAZAR EL CILINDRO DE TORNILLO , JUNTO CON EL TORNILLO, PARA LA SEPARACION Y EL EMBRAGUE DEL EMPALME DE ACOPLAMIENTO, DE FORMA TRANSVERSAL CON RESPECTO A SU SENTIDO LONGITUDINAL RELATIVO A LA MAQUINA DE FUNDICION INYECTADA. DE FORMA SIMETRICA Y CON SUS EJES EN PARALELO RESPECTO AL PLANO LONGITUDINAL CENTRAL DE LA MAQUINA DE FUNDICION INYECTADA, SE ENCUENTRAN DISPUESTOS DOS CILINDROS HIDRAULICOS A CIERTA DISTANCIA ENTRE SI. LOS DOS CILINDROS HIDRAULICOS ESTAN EN CONTACTO NEUTRO MEDIANTE UN TRAVESAÑO . DICHOS CILINDROS Y EL CITADO TRAVESAÑO DELIMITAN UN ESPACIO LIBRE QUE CONECTA HACIA DELANTE…
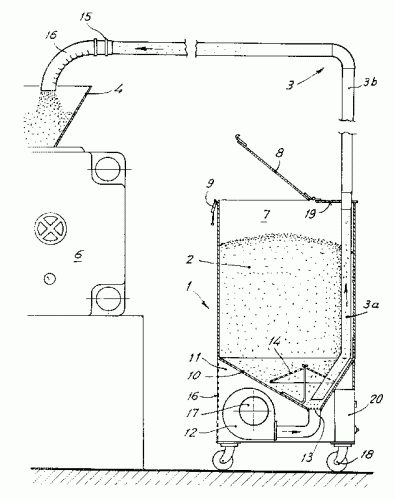
INSTALACION PARA ALIMENTACION DE MAQUINAS DE INYECCION DE PLASTICOS.
(16/05/1991). Ver ilustración. Solicitante/s: MARSE SANDALINAS., ANDRES.
INSTALACION PARA ALIMENTACION DE MAQUINAS DE INYECCION DE PLASTICOS. CONSTA DE UN ORGANO CONTENEDOR-IMPULSOR DE LOS GRANULOS DE MATERIA TERMOPLASTICA , UN CONDUCTO DE TRANSPORTE DE LOS MISMOS Y UNA TOLVA QUE DESEMBOCA EN LA MAQUINA INYECTORA . EL ORGANO TIENE UNA PARTE QUE ES EL DEPOSITO DE LOS GRANULOS Y UN COMPARTIMENTO INFERIOR EN EL QUE EXISTE UN SOPLANTE CONECTADO CON EL FONDO DE AQUEL DEPOSITO ; FRENTE A DICHO FONDO SE ENCUENTRA EL COMIENZO DEL CONDUCTO DE TRANSPORTE (3A) QUE, POR EFECTO VENTURI, SE LLEVA LOS GRANULOS HACIA LA TOLVA . ESTA PREVISTO UN TEMPORIZADOR CON EL QUE SE REGULA EL TIEMPO DE FUNCIONAMIENTO DEL SOPLANTE.
INSTALACION DEL CAMBIO DE MOLDE DE FUNDICION EN UNA MAQUINA DE LA FUNDICION INYECTADA DE PLASTICOS.
(01/03/1991) LA INSTALACION DEL CAMBIO DE MOLDE DE FUNDICION ENGLOBA UNA PALANCA ANGULAR , DE DOS BRAZOS, ALOJADO/ GIRATORIO (EJE 41) EN LA MITAD DEL MOLDE QUE ES GIRATORIO A TRAVES DE UN IMPULSO DE DESBLOQUO MOTORIZADO, ATACANTE SOBRE EL BRAZO DEL ACCIONAMIENTO (40B) CONTRA LA FUERZA DE UN MUELLE RECUPERADORA (42B) EN LA POSICION DE DESBLOQUEO Y A TRAVES DEL MUELLE RECUPERADORA (42B) TENDIDA DELANTE EN LA POSICION DEL DESBLOQUEO. EL BRAZO DEL ACCIONAMIENTO (40B) ESTA SOPORTADO EN UNA ESCOTADURA DE LA PLACA DE LA INSTALACION DE LA MITAD DEL MOLDE (S S) TOCANTE DE TAL MENRA, QUE SU CANTO DE IMPULSION (40D), EQUIPADO CON UN PERFIL BASCULANTE SOBRESALE…
DISPOSITIVO DE EXTRACCION PARA PIEZAS FUNDIDAS EN MAQUINAS DE FUNDICION POR INYECCION.
(01/12/1990). Solicitante/s: FIRMA A. RAYMOND. Inventor/es: HANSEL, MATHIAS.
UN DISPOSITIVO DE EXTRACCION DE PIEZAS FUNDIDAS CONSISTE EN UNA CARCASA Y EN UN BRAZO ARTICULADO QUE ESTA ALOJADO EN LA CARCASA Y ES GIRABLE POR UNA TRANSMISION HORIZONTAL ES INCLINABLE EN AMBOS LADOS POR UN ACCIONADOR DE MANIVELA. EN EL EXTREMO LIBRE DEL BRAZO ARTICULADO ESTA ALOJADO Y ES GIRABLE UN BRAZO-PINZA BASCULANTE UNIDO A UN MANILLAR PARALELO AL BRAZO BASCULANTE . EL MANILLAR PRESENTA EN SU EXTREMO INFERIOR UNA POLEA DE RODADURA GUIADA RIGIDAMENTE ENTRE DOS CANTOS PARALELOS DIRIGIDOS HACIA ARRIBA, YA QUE EL DEDO/PINZA LOCALIZADO EN EL EXTREMO INFERIOR DEL BRAZO/PINZA ES MOVIDO HACIA ABAJO MEDIANTE LA PIEZA CURVA SUPERIOR DEL CANTO EN FORMA DE BORDE CIRCULAR Y LA PIEZA CURVA INFERIOR DEL CANTO EN FORMA VERTICAL. SE ASEGURA QUE EL DEDO/PINZA UTILIZADO PARA SOPORTES DE HERRAMIENTAS CERRABLES PUEDA INTRODUCIRSE EN LOS INSTERSTICIOS LIBRES.
DISPOSITIVO DE EMBRIDADO PARA LA FIJACION DESMONTABLE DE LOS MOLDES DE CONFORMADO SOBRE LAS MESAS DE LAS PRENSAS DE MOLDEO.
(16/09/1990). Solicitante/s: COUTIER, ANDRE CLEMENT. Inventor/es: COUTIER, ANDRE CLEMENT.
EL DISPOSITIVO COMPRENDE UN TETON DE CABEZA CON REBORDE (3B) FIJADO SOBRE EL ELEMENTO DEL MOLDE, MIENTRAS QUE LA MESA DE LA PRENSA ESTA EQUIPADA CON UN PISTON QUE DESLIZA OBLICUAMENTE BAJO EL EFECTO DE UN CILINDRO LATERAL . EL PISTON ESTA CONFORMADO CON UNA ABERTURA OVAL CUYA PARTE DE MAYOR DIAMETRO (9B) ES ATRAVESADA POR LA CABEZA (9B) CITADA, MIENTRAS QUE LA PARTE DE MENOR DIAMETRO (9A) NO DEJA PASAR MAS QUE AL FUSTE CILINDRICO (3A) DEL TETON.
DISPOSITIVO DE INYECCION PARA MATERIALES SINTETICOS EN ESTADO PLASTICO.
(16/04/1987) Dispositivo de inyección para materiales sintéticos en estado plástico, que comprende una boquilla de inyección que puede introducir dichos materiales en un molde, un conducto de inyección que une dicha boquilla con un tornillo sinfin de inyección que puede moverse horizontalmente, una cámara de mayor volumen que dicho conducto, dispuesta en serie a lo largo de éste último inmediatamente encima de dicha boquilla con respecto al sentido de avance que imparte a los materiales dicho tornillo sinfin, y una válvula de interceptación dispuesta en serie a lo largo del mencionado conducto encima de dicha cámara, caracterizado porque la mencionada cámara está dotada de…
PRENSA PARA LA VULCANIZACION DE DOBLE MOLDE.
(16/11/1986). Solicitante/s: PIRELLI COORDINAMENTO PNEUMATICI S.P.A..
PRENSA PARA LA VULCANIZACION DE DOBLE MOLDE. COMPRENDE UNA ESTRUCTURA QUE INCLUYE UNA BANDA (F) PROVISTA DE DOS ASIENTOS DE APOYO PARA LAS MESAS (L) INFERIORES Y UNA TRAVIESA (B) A LA CUAL SE HALLAN VINCULADAS LAS MESAS SUPERIORES, Y DOS MONTANTES (S) QUE CONECTAN LA TRAVIESA CONLA BANCADA (F) A TRAVES DE VINCULOS QUE PERMITEN DESPLAZAMIENTOS DE LA PRIMERA RESPECTO A LA SEGUNDA Y APTOS PARA REALIZAR LA APERTURA Y EL CIERRE DE LOS MOLDES (M); Y ELEMENTOS DE ACOPLAMIENTO CON LOS MOLDES (M) Y QUE SE HALLAN UNIDOS A LA TRAVIESA (B) Y A LA BANCADA (F), PROVISTOS DE SUPERFICIES DE ACOPLAMIENTO CON SUPERFICIES CORRESPONDIENTES CONJUGADAS. TIENE UTILIDAD PARA EL MOLDEO Y LA VULCANIZACION DE ARTICULOS DE MATERIAL ELASTOMERO O PLASTOMERO.
PROCEDIMIENTO Y APARATO PARA PRODUCIR UNA PIEZA MOLDEADA POR INYECCION DE MATERIAL PLASTICO.
(16/04/1985). Solicitante/s: PEERLESS FOAM MOULDING COMPANY LIMITED.
PROCEDIMIENTO PARA PRODUCIR UNA PIEZA MOLDEADA POR INYECCION DE MATERIAL PLASTICO.COMPRENDE: A) DOSIFICAR LA CANTIDAD PREDETERMINADA DE FLUIDO EN UNA CAMARA ANTES DE LA INYECCION DEL FLUIDO EN EL MATERIAL DE PLASTICO; B) INYECTAR EN UNA P MAS POSICIONES ELEGIDAS, UNA CANTIDAD LIMITADA PREDETERMINADA DE UN FLUIDO COMO GAS INERTE O NITROOENO A PRESION, EN LA CORRIENTE DE MATERIAL DE PLASTICO CON REGIMEN CONTROLADO, A TRAVES DE DISPOSITIVOS ALREDEDOR DE LOS CUALES FLUYE LA CORRIENTE DE MATERIAL DE PLASTICO; C) HACER FLUIR AL FLUIDO NO PLASTICO SIMULTANEAMENTE CON EL MATERIAL DE PLASTICO, ENTRE LAS SUPERFICIES DEL MOLDE, PARA LLENAR EL ESPACIO DEL MOLDE; Y D) EJERCER UNA PRESION NEUMATICA SOBRE EL MATERIAL DE PLASTICO CIRCUNDANTE, PARA COMPRIMIR AL MATERIAL DE PLASTICO HACIA FUERA EN DIRECCION HACIA LA SUPERFICIE DEL MOLDE.
APARATO AUTOMATICO DE REGULADO DE UNA PRENSA DE INYECCION PARA MATERIAS PLASTICAS Y OTRAS MATERIAS ANALOGAS.
(16/12/1980). Solicitante/s: SOCIETE DE MACHINES POUR LA TRANSFORMATION DES PLA.
DISPOSITIVO AUTOMATICO REGULADOR DE DESPLAZAMIENTO EN PRENSA DE INYECCION. FORMADO CON UN PLATO MOVIL O PORTA-EMBIELADO , QUE SE DESLIZA SOBRE LAS CUATRO COLUMNAS Y ACCIONADO POR EL GATO DE DOBLE EFECTO, ENCLAVAMIENTO , UNIDO AL PLATO MOVIL PORTA-SEMIMOLDE MEDIANTE DOS BIELAS A MODO DE CHARNELA MANDADO POR UN GATO DE DOBLE EFECTO DE DESPLAZAMIENTO, CON UN CILINDRO (12A) SOLIDARIO DEL PLATO PORTA-EMBIELADO Y CON PISTON (12B) UNIDO AL EJE DE UNION DE LAS DOS BIELAS , CON UNA PLACA SOPORTE , FIJADA SOBRE EL LATERAL DEL PLATO PORTA-EMBIELADO Y DOS CONTADORES (15 Y 16) DE MANDO DEL GATO, UNO FRENTE AL OTRO, Y UNIDOS RESPECTIVAMENTE A LOS DOS CIRCUITOS DE ALIMENTACION, AVANCE Y RETROCESO, DEL PISTON (9B) CORRESPONDIENTE AL GATO 9. USADO EN MOLDEO POR INYECCION DE MATERIAS PLASTICAS.
INSTALACION DE MOLDEO POR INYECCION DE BASTIDOR NORMALIZADO PARA MATERIALES PLASTICOS Y OTROS PRODUCTOS ANALOGOS.
(16/12/1980). Solicitante/s: SOCIETE DE MACHINES POUR LA TRANSFORMATION DES PLA.
INSTALACION DE MOLDEO POR INYECCION CON BASTIDOR NORMALIZADO. CONSTA DE ELEMENTOS INYECTORES DEL MATERIAL , ELEMENTOS DE MOLE CON PLATOS FIJO Y MOVIL , DISPUESTOS SOBRE UN BASTIDOR , CARACTERIZADA POR EL HECHO DE QUE LA ADAPTACION DEL ELEMENTO DE MOLDEO AL BASTIDOR SE ENCUENTRA FIJO A CADA EXTREMIDAD INFERIOR DEL PLATO MOVIL Y FORMADO CON DOS ELEMENTOS DE CALCE, Y QUE LA UNION DEL ELEMENTO DE INYECCION AL BASTIDOR ESTA ASEGURADA POR UN DISPOSITIVO DE UNION. USADA EN MOLDEO DE MATERIALES PLASTICOS. ).
APARATO DE MOLDEO POR INYECCION DE OBJETOS DE MATERIAS PLASTICAS Y MATERIAS ANALOGAS.
(16/12/1980). Solicitante/s: SOCIETE DE MACHINES POUR LA TRANSFORMATION DES PLA.
DISPOSITIVO PARA MOLDEO POR INYECCION. COMPRENDE UN PLATO FIJO Y OTRO MOVIL , PORTADORES, RESPECTIVAMENTE, DE DOS MITADES (3A Y 3B) DE UN MOLDE, UN TERCER PLATO O BASTIDOR Y UN ELEMENTO DE DESPLAZAMIENTO DEL PLATO MOVIL Y CIERRE DE LAS DOS MITADES, QUE LO CARACTERIZA PORQUE LOS PLATOS FIJOS Y BASTIDOR DISPONEN DE SENDOS MARCOS RECTANGULARES, PARALELOS ENTRE SI, Y DE TAL MODO QUE LOS LADOS OPUESTOS SIRVEN DE APOYO AL PLATO FIJO Y AL BASTIDOR. USADO EN MOLDEO DE MATERIALES PLASTICOS.
PROCEDIMIENTO PARA OBTENER UN ARTICULO DE TRAMA ESTRUCTURAL PLASTICA MOLDEADA.
(01/04/1978). Solicitante/s: UNION CARBIDE CORPORATION.
Resumen no disponible.
PROCEDIMIENTO Y APARATO PARA FABRICAR UN RECIPIENTE COMPUESTO.
(16/01/1977). Solicitante/s: AIRFIX INDUSTRIES LIMITED.
Resumen no disponible.
DISPOSITIVO TRANSMISOR DE FUERZA.
(01/07/1975). Solicitante/s: U.S. INDUSTRIES, INC..
Resumen no disponible.
{kind=link}