CIP-2021 : B29C 49/22 : de preformas o parisones multicapas.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/22[1] › de preformas o parisones multicapas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/22 · de preformas o parisones multicapas.
CIP2021: Invenciones publicadas en esta sección.
PREFORMA PARA FORMACIÓN DE ENVASES CON EFECTO BARRERA A LA LUZ POR MOLDEO POR ESTIRADO-SOPLADO.
(01/08/2012) Preforma para formación de envases con efecto barrera a la luz por moldeo por estirado-soplado.
La preforma comprende una única capa o varias capas, donde la única capa o una capa exterior está hecha de un material polimérico seleccionado entre polietileno de alta densidad (PEHD) y polipropileno (PP), con óxido de titanio TiO2 en una proporción de un 2% a un 8% en peso para proporcionar un efecto barrera a la luz por reflexión a un envase obtenido por moldeo por estirado-soplado de dicha preforma, y con un colorante con capacidad de absorción de rayos infrarrojos, tal como el negro de humo, en una proporción de un 0,0005% a un…
Cuerpo moldeado por inyección que tiene una excelente propiedad de barrera.
(23/05/2012) Un artículo moldeado por inyección con una estructura multicapa que comprende al menos una capa de composición de resina de barrera que contiene una resina de poliamida (A) que comprende una unidad constitutiva de diamina de la que el 70% en moles o mayor se deriva de m-xililendiamina y una unidad constitutiva de ácido dicarboxílico de la que el 70% en moles o mayor se deriva de un ácido dicarboxílico que contiene un ácido dicarboxílico alifático α,ω-lineal C4 a C20 y ácido isoftálico en una proporción molar de 30:70 a 100:0, una poliolefina modificada (B) y un poliamida (D) libre del grupo m-xilileno; caracterizado por el hecho de que la composición de resina de barrera comprende de 50 a 90% en masa de…
Recipiente para líquidos de infusión.
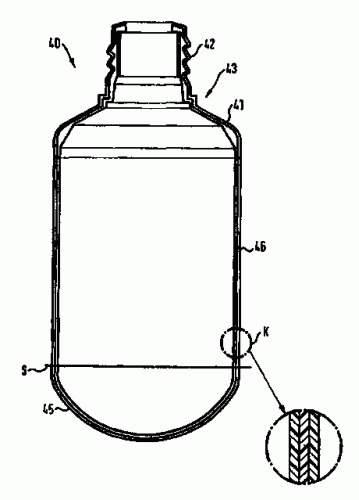
(21/05/2012) Recipiente moldeado que se sostiene por sí mismo para líquidos de infusión, que comprende paredes que forman un fondo de apoyo plano , que permite colocación en vertical del recipiente, y un sector de hombro que se integra en un sector de cuello , estando formadas en las paredes del fondo de apoyo y/o del sector de hombro formadas unas líneas de plegado (BL) dispuestas y realizadas de manera que éstas en la extracción no aireada de líquido del recipiente , producen un aplanamiento del sector que presenta las líneas de plegado, caracterizado porque en el fondo de apoyo se encuentra realizada sobre el fondo de apoyo…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN CONTENEDOR.
(15/07/2011) Procedimiento para la fabricación de un contenedor, que consiste en un contenedor exterior esencialmente rígido y una bolsa interior fácilmente deformable, de plásticos termoplásticos sin unión soldada entre sí, con una abertura de contenedor y por lo menos una abertura de pared en el contenedor exterior, a través de las cuales tiene lugar una compensación de presión en el espacio intermedio entre la bolsa interior y el contenedor exterior, siendo coextrusionada una preforma que consta de por lo menos dos mangueras y siendo dispuesta entre las mitades abiertas de un molde de soplado y siendo cerrado el molde de soplado, cuando la preforma tiene la longitud necesaria para la fabricación del contenedor, siendo separado aplastando material sobrante en la zona del fondo del contenedor que hay que fabricar y siendo formado un nervio a partir…
PROCEDIMIENTO DE REALIZACIÓN DE UNA RETOMA DE AIRE EN UN RECIPIENTE DE PAREDES MÚLTIPLES.
(11/04/2011) Procedimiento de realización de una toma de aire en un recipiente de paredes múltiples, del tipo constituido por una caja externa rígida en el interior de la cual se expone un bolsillo flexible destinado para contener un producto y en unión con un órgano de toma sin retoma de aire, siendo un recipiente tal obtenido en un molde por coextrusión por soplado de una masa de vidrio formada a partir de una 5 capa principal exterior en material plástico relativamente rígido destinado para constituir la caja y una capa secundaria interna en material plástico relativamente flexible destinado para constituir el bolsillo las dichas…
DISPOSITIVO PARA LA PRODUCCION DE TUBOS PROVISTOS CON NERVIOS TRANSVERSALES.
(01/03/2007). Solicitante/s: AUDIOTON KABELWERK GMBH ZWEIGNIEDERLASSUNG SCHEINFELD. Inventor/es: LEINFELDER, KLAUS.
Dispositivo para la producción de tubos provistos con nervios transversales con semimoldes que se mueven de manera circular a lo largo de dos vías de conducción sin fin , situadas adyacentes una a la otra mediante cada vez un dispositivo de accionamiento asociado, presentando ambas vías de conducción una sección de molde común , cada vez una sección de retorno y cada vez una sección de desvío , presentando la sección de desvío correspondiente un órgano de desvío con un borde de guiado arqueado, presentando las vías de conducción elementos de desgaste que están previstos intercambiables sobre un equipamiento de base del dispositivo , caracterizado porque las vías de conducción presentan, a lo largo de la sección de molde común y a lo largo de las secciones de retorno , elementos de desgaste oblongos de un material plástico de bajo desgaste.
COMPOSICIONES DE PINTURA SECABLES AL AIRE QUE COMPRENDEN POLIESTERES BASADOS EN CARBOHIDRATOS.
(01/12/2006). Solicitante/s: KRONES AG. Inventor/es: HUMELE, HEINZ, KRONSEDER, VOLKER.
Poliéster obtenible por transesterificación o interesterificación de: (i) un carbohidrato o un éster de acilo del mismo, (ii) un éster de alquilo C1 a C6 de un ácido graso secante, ácido graso semi-secante o mezclas de los mismos; y (iii) un éster de alquilo C1 a C6 de un ácido policarboxílico no aromático, en el que dicho carbohidrato comprende al menos 2 unidades carbohidrato o más, y en el que dicho acilo es de fórmula R1CO- en la que R1 es alquilo C1 a C6.
PROCEDIMIENTO PARA LA FABRICACION DE UN CONTENEDOR MULTICAPA, DE ACABADO POR SOPLADO.
(01/11/2006) Un procedimiento de fabricación de un contenedor multicapa de plástico moldeado por soplado, que tiene un acabado de boca ancha, que comprende las etapas de: obtener una pre-forma tubular que tiene una porción de formación de cuerpo de contenedor que incluye un extremo inferior cerrado de dicha pre- forma , una porción de formación de desperdicio que incluye un extremo superior abierto de dicha pre- forma , y una porción de formación de acabado por soplado situada entre la citada porción de formación de cuerpo de contenedor y la citada porción de formación de desperdicio, temiendo la citada porción de formación de cuerpo de dicha pre-forma una estructura multicapa que incluye al menos una…
PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE PROVISTO DE UNA ABERTURA DE COMPENSACION DE LA PRESION, Y RECIPIENTE FABRICADO SEGUN ESTE PROCEDIMIENTO.
(01/04/2005) Procedimiento para fabricar un recipiente pro visto de una abertura , con un recipiente exterior sustancialmente rígido en su forma y una bolsa interior dispuesta en éste y que se encuentra en contacto con el contenido posterior del recipiente, hechos ambos de mate riales sintéticos termoplásticos de naturalezas diferentes que no establecen ninguna unión entre sí, y con una abertura de compensación de presión que compensa una diferencia de presión existente entre el recipiente exterior y la bolsa interior y que está dispuesta en el recipiente exterior , en el que se produce primero una preforma…
RECIPIENTES Y PIEZAS MOLDEADAS, QUE SE PRODUCEN MEDIANTE MOLDEO POR SOPLADO A BASE DE UN MATERIAL SINTETICO CON PROPIEDADES ANTIESTATICAS MEJORADAS.
(01/03/2005). Solicitante/s: BASELL POLYOLEFINE GMBH. Inventor/es: ROHDE, WOLFGANG, DR., SPRINGHOLZ, BERNHARD, HAUFE, ANDREAS.
Recipientes o piezas moldeadas a base de un material sintético, que se producen de acuerdo con el procedimiento de moldeo por soplado y que poseen propiedades antiestáticas mejoradas, realizándose que los recipientes o las piezas moldeadas se caracterizan porque tienen una pared externa y una pared interna, y que los recipientes o las piezas moldeadas contienen unas franjas hechas de un material termoplástico conductor de la electricidad, que discurren junto a la pared interna.
PROCEDIMIENTO PARA LA FABRICACION DE UN RECIPIENTE, ASI COMO RECIPIENTE CON ORIFICIOS PARA LA COMPENSACION DE LA PRESION.
(16/05/2003) Procedimiento para la fabricación de un recipiente formado por un recipiente exterior esencialmente rígido y por una bolsa interior fácilmente deformable, cada uno de diferentes materiales termoplásticos, que no establecen entre sí una unión por soldadura, con una boca de recipiente y con al menos un orificio de pared en el recipiente exterior a través del que tiene lugar una compensación de presión en la zona entre la bolsa interior y el recipiente exterior, al mismo tiempo, que se coextrusiona una preforma formada por al menos dos mangueras, que se coloca entre las mitades abiertas de un molde de soplado, que es cerrado, cuando la preforma posee la longitud necesaria…
RECIPIENTE DE CAPAS MULTIPLES RESISTENTE A LAS TEMPERATURAS Y PRESIONES ELEVADAS Y SU PROCEDIMIENTO DE PRODUCCION.
(16/02/2003) UN RECIPIENTE DE PLASTICO DE MULTIPLES CAPAS CON UNA MAYOR RESISTENCIA A APLICACIONES DE ALTAS TEMPERATURAS Y PRESIONES, COMO POR EJEMPLO LA PASTERIZACION DE ZUMOS CARBONATADOS. EL RECIPIENTE ES ECONOMICO COMERCIALMENTE EN COMPARACION CON RECIPIENTES DE VIDRIO PASTERIZABLES DE TECNICAS ANTERIORES, Y OFRECE TODAS LAS VENTAJAS DEL PLASTICO CON RESPECTO AL VIDRIO, ES DECIR, PESO LIGERO, RESISTENTE A LA FRAGMENTACION, ETC. EN UNA VERSION PARTICULAR, EL RECIPIENTE DE MULTIPLES CAPAS INCLUYE CAPAS INTERIORES Y EXTERIORES CON UN POLIETILENO VIRGEN DE IV RELATIVAMENTE ALTO, POR EJEMPLO, 0,85-0,90 DL/G, Y UNA CAPA CENTRAL DE…
CUERPOS DE TUBO DE PLASTICO Y SU PROCEDIMIENTO DE FABRICACION.
(16/01/2003). Ver ilustración. Solicitante/s: KUHN, HANS. Inventor/es: KUHN, HANS.
LA PRESENTE INVENCION SE COMPONE DE UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PARTE PREMOLDEADA DE TUBO EN PROCESO DE MOLDEO DE INYECCION. EL INVENTOR DE LA PRESENTE INVENCION HA ENCONTRADO QUE EN LA ELABORACION DE PARTES PREMOLDEADAS DE TUBO EN PROCEDIMIENTOS DE MOLDEO DE INYECCION, PUEDEN SER CONFIGURADAS BIEN EN UNA CAPA O MULTIPLES CAPAS, Y DE FORMA QUE EL ESTIRAMIENTO QUE TIENE LUGAR A CONTINUACION ES OBTENIBLE ESPECIALMENTE A TRAVES DE CALENTAMIENTO DE LA PARTE PREMOLDEADA Y EXPANSION BIAXIAL A TRAVES DE AIRE A PRESION PARA LA OBTENCION DE UN TUBO, CUYO APOYO DE TUBO TIENE LA RESISTENCIA NECESARIA PARA UNA ROSCA TECNICA, Y CUYA SUPERFICIE DE CUBIERTA MUESTRA ENTRE OTRAS COSAS LA DUCTILIDAD DESEADA PARA UN TUBO.
PROCEDIMIENTO PARA LA FABRICACION DE UN RECIPIENTE CON ABERTURAS DE COMPENSACION DE LA PRESION.
(16/10/2002). Ver ilustración. Solicitante/s: GAPLAST GMBH. Inventor/es: KNEER, ROLAND.
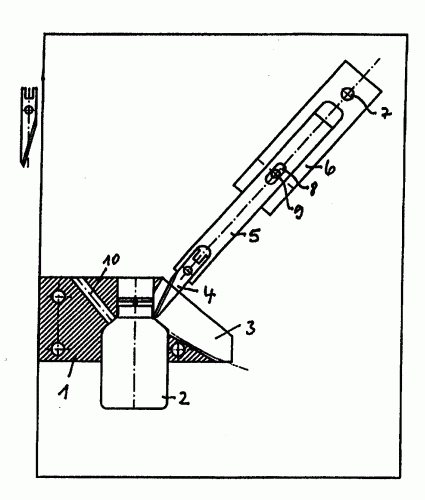
EL RECIPIENTE ES ELABORADO POR MEDIO DE UN PROCEDIMIENTO DE SOPLADO DE COEXTRUSION Y CONSISTE EN UN RECIPIENTE EXTERIOR RIGIDO Y UNA BOLSA INTERIOR FACILMENTE DEFORMABLE QUE SON ELABORADOS EN BASE A TIPOS DIFERENTES DE MATERIALES TERMOPLASTICOS QUE NO PUEDEN SER SOLDADOS CONJUNTAMENTE. EL FONDO DEL RECIPIENTE CONTIENE UNA COSTURA DE SOLDADURA EN CUYA ZONA SE SUJETA LA SOLDADURA DE LA BOLSA INTERIOR. LOS ORIFICIOS DE COMPENSACION DE PRESION EN EL RECIPIENTE EXTERIOR SON ELABORADOS MEDIANTE CORTE DE UNA ENTALLADURA DENTRO DE SU PARED HASTA QUE SOLO PERMANECE UN ESPESOR RESIDUAL LIGERO, QUE ES ENTONCES DESGARRADO MEDIANTE APLICACION DE UNA FUERZA.
RECIPIENTES HUECOS CON UNA CAPA SUPERFICIAL INERTE O IMPERMEABLE, MUY DELGADA, OBTENIDOS POR RECUBRIMIENTO DE LA SUPERFICIE INTERIOR DE LA PREFORMA.
(01/03/2001). Solicitante/s: THE COCA-COLA COMPANY. Inventor/es: PLESTER, GEORGE.
UNA CAPA INTERNA MUY FINA (6') COMPUESTA DE UN POLIMERO ELEGIDO POR SUS PROPIEDADES DE BARRERA Y/O INERTIVIDAD, QUE SE FABRICA DENTRO DE UNA PREFORMA DE UN CONTENEDOR (8',14) CONSTRUIDO PRINCIPALMENTE DESDE OTRO POLIMERO, O UNA ESTRUCTURA DE POLIMEROS. LA CAPA INTERNA (6') EN LA PREFORMA SE PRODUCE BIEN POR UN METODO DE RECUBRIMIENTO CONTROLADO, QUE INCLUYE RECUBRIR LA BIELA DEL NUCLEO DEL MOLDE DE INYECCION ANTES DEL MOLDEADO POR INYECCION, O BIEN POR UN RECUBRIMIENTO APLICADO DIRECTAMENTE A LA PREFORMA DESPUES DEL MOLDEADO POR INYECCION. ESTO PERMITE QUE LAS CAPAS INTERNA Y PRINCIPAL SE UNAN EN EL MOMENTO EN QUE LA SUPERFICIE DE CONTACTO ENTRE AMBAS SEA FUNDIDA. SE PUEDE EMPLEAR UNA CAPA DE ENLACE, CUANDO SEA DESEABLE, PARA PERMITIR EL COMBINADO DE LAS CAPAS SIN FUNDIR LA SUPERFICIE DE CONTACTO.
PIEZA DE CAPAS MULTIPLES MOLDEADA POR SOPLADO.
(01/10/2000) EL RETO TECNICO ESTRIBA EN PROPORCIONAR UN ARTICULO MOLDEADO POR INSUFLACION DE AIRE COMPRIMIDO EN MULTIPLES CAPAS, QUE ABARCA UNA PLURALIDAD DE TIPOS DE RESINAS TERMOPLASTICAS, ESTANDO LAS CAPAS FIJADAS FUERTEMENTE ENTRE SI SIN SEPARACION EN CONDICIONES NORMALES DE FUNCIONAMIENTO, Y ESTANDO LAS CAPAS Y/O LAS PARTES DEFINIDAS EN UNA DIRECCION CIRCUMFERENCIAL, TENIENDO AMBAS UNAS RESINAS DIFERENTES, Y PUDIENDO SEPARARSE CON FACILIDAD ENTRE SI EN UN RECICLAJE O EN UNA REUTILIZACION. SE PROPORCIONA UN ARTICULO MOLDEADO POR INSUFLACION DE AIRE COMPRIMIDO EN MULTIPLES CAPAS, EN UNA ZONA MULTI-CAPA DE PARED MARGINAL ACOLCHADA CON VARIAS CAPAS, PROYECTANDOSE UNA PARTE CURVADA HACIA DENTRO GENERALMENTE DE FORMA CONVEXA DE DENTRO HACIA FUERA QUE SE HA MOLDEADO DE TAL FORMA, QUE EL FACTOR…
RECIPIENTE DE PLASTICO MULTIESTRATIFICADO COEXTRUIDO EMPLEANDO PLASTICO CONSUMIDO.
(01/04/1999). Solicitante/s: OWENS-ILLINOIS PLASTIC PRODUCTS INC.. Inventor/es: MOORE, DUANE H., RITTER JR., RICHARD W.M.
SE DESCRIBE UN RECIPIENTE DE PLASTICO MULTIESTRATIFICADO COEXTRUIDO EMPLEANDO RESINA DE PLASTICO CONSUMIDO QUE CONSTA DE UNA APARIENCIA QUE REALZA LA DELGADA CAPA EXTERNA DE POLIMEROS DE ETILENO, LA CUAL MEJORA LA APARIENCIA DEL RECIPIENTE, UNA CAPA INTERMEDIA QUE CONSTA DE UNA MEZCLA DE FUSION DE RESINA CONSUMIDA CON O SIN COLORANTE Y UNA TERCERA CAPA QUE CONTIENE UNA MEZCLA DE FUSION DE RESINA CONSUMIDA QUE PUEDE TENER COLORES MEZCLADOS. EN UNA FORMA MODIFICADA Y PREFERIDA, SE DISPONE DE UNA CUARTA CAPA DE POLIMERO DE ETILENO VIRGEN.
PROCEDIMIENTO PARA PREPARAR UNA PREFORMA DE POLIESTER PARA UNA BOTELLA DE POLIESTER.
(16/08/1997). Solicitante/s: CONSTAR INTERNATIONAL ATLANTA INC. Inventor/es: MREIJEN, HUBERTUS.
LA INVENCION SE REFIERE A UNA PREFORMA PARA UNA BOTELLA DE POLIESTER, EN CUYA SUPERFICIE SE APLICA UN REVESTIMIENTO DE UN MATERIAL QUE REDUCE EL COEFICIENTE DE FRICCION DEL POLIESTER Y A UN METODO PARA LA PRODUCCION DE UNA PREFORMA PARA UNA BOTELLA DE POLIESTER, QUE TIENE UN REVESTIMIENTO DE UN MATERIAL QUE REDUCE EL COEFICIENTE DE FRICCION DEL POLIESTER UTILIZADO, QUE CONSISTE EN PRODUCIR UNA PREFORMA MEDIANTE UN MOLDEO POR EXTRUSION O POR INYECCION, SEGUIDO DE LA APLICACION DE DICHO REVESTIMIENTO A LA PREFORMA.
PREFORMADO DE TRES/CINCO CAPAS DOS MATERIALES.
(01/07/1995). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., KRISHNAKUMAR, SUPPAYAN M., COLLETTE, WAYNE N., SCHMIDT, STEVEN LYLE.
UN PREFORMADO PLASTICO EN EL QUE SE MOLDEA UN CONTENEDOR PLASTICO POR INSUFLACION DE AIRE COMPRIMIDO. EL PREFORMADO REEMPLAZA UN PREFORMADO DE TRES CAPAS SUMINISTRANDO UN PREFORMADO CONSTRUIDO DE CINCO CAPAS EN LA PORCION QUE FORMA SU BASE Y EN EL QUE UN MATERIAL SECUNDARIO QUE FORMA LA CAPA CENTRAL DE LA CONSTRUCCION DE PREFORMADO DE TRES CAPAS SE DIVIDE EN UNA CAPA INTERMEDIA INTERNA Y UNA CAPA INTERMEDIA EXTERNA MEDIANTE UNA TERCERA INYECCION DE MATERIAL. PREFERENTEMENTE EL MATERIAL INYECTADO EN TERCER LUGAR ES EL MISMO MATERIAL QUE EL MATERIAL PRIMARIO QUE SE INYECTA EN PRIMER LUGAR. ESTO RESULTA EN LA REDUCCION DEL COSTO DEL PREFORMADO Y TAMBIEN PROVEE EN LA BOCA DE INYECCION UNA CANTIDAD DEL ULTIMO MATERIAL INYECTADO QUE ES IGUAL AL PRIMER MATERIAL INYECTADO PARA EL SIGUIENTE PREFORMADO EN LA MISMA CAVIDAD DE MOLDE DE INYECCION DEL PREFORMADO.
PROCEDIMIENTO PARA FABRICACION DE CUERPOS HUECOS DE PLASTICO TERMOPLASTICO CON UNA PARED DE VARIAS CAPAS.
(01/04/1995). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Inventor/es: DAUBENBUCHEL, WERNER, DIPL.-ING., JIRA, ALFRED.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE CUERPOS HUECOS, CUYA PARED CONSTA PARCIALMENTE DE PLASTICO TERMOPLASTICO ESPUMOSO, EN PROCEDIMIENTO DE SOPLADO DE EXTRUSION, EN EL QUE SE EXTRUYE UN PREMOLDEADO QUE MUESTRA AL MENOS DOS CAPAS DE LAS QUE AL MENOS CONSTA DE PLASTICO ESPUMOSO Y SE DILATA EN UNA FORMA DE SOPLADO UTILIZANDO LA SOBREPRESION INTERNA. LA ESPONJOSIDAD DE LA CAPA QUE CONSTA DE MATERIAL ESPUMOSO SE CONSIGUE TRAS LA EXTRUSION DEL PREMOLDEADO QUE SE DILATA POSTERIORMENTE EN LA FORMA DE SOPLADO. LA COSTURA DE SOLDADURA QUE SE ENCUENTRA EN LA ZONA DEL CUERPO HUECO A FABRICAR, EN QUE SE LLEVA A CABO UN PROCESO DE APLASTAMIENTO, TIENE FORMA DE PASADERA Y EN CUANTO A SU ANCHO ESTA FORMADO DE MODO QUE LA CAPA DE MATERIAL ESPUMOSO SE PRESIONA TANTO QUE NO ES TAN ESPESA COMO EN EL ESTADO ESPUMOSO.
(01/06/1994) EL RECEPTACULO EN FORMA DE BOTELLA SE HA PRODUCIDO POR EL PROCEDIMIENTO DE SOPLADO POR COEXTRUSION Y TIENE UN RECIPIENTE EXTERIOR ESTABLE EN SU FORMA Y UNA BOLSA INTERIOR FACILMENTE DEFORMABLE, QUE CONSTAN DE MATERIALES SINTETICOS TERMOPLASTICOS NO SOLDABLES ENTRE SI. LA PIEZA PRECONFORMADA TIENE UN DIAMETRO QUE ES SUPERIOR AL DE CUELLO DE LA BOTELLA DE MANERA QUE LAS MITADES DE LA FORMA SOPLADA AL CERRAR LA FORMA SOPLADA APLASTAN EL MATERIAL SOBRANTE NO SOLO EN EL FONDO SINO TAMBIEN EN LA ZONA DE APOYO Y EN EL CUELLO. AQUI SE PRODUCEN EN LA ZONA DE APOYO Y EL CUELLO COSTURAS NO SOLDADAS DEL RECEPTACULO EXTERIOR. EN LA ZONA DEL…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO CON PAREDES DE ESPUMA.
(16/05/1994). Solicitante/s: TARGOR GMBH. Inventor/es: LOW, WOLFGANG.
CUERPOS HUECOS DE PLASTICO CON PAREDES DE ESPUMA, QUE SE COMPONEN DE VARIAS CAPAS CON DIFERENTES POROSIDADES, SE FABRICAN TRATANDO LA PIEZA PREMOLDEADA EN LA TOBERA CON BAJA PRESION, Y ESO NO SOLO DESDE FUERA, COMO NORMALMENTE, SINO TAMBIEN DESDE DENTRO DE LA PIEZA.
CABEZA DE EXTRUSION DE PARISON DUAL PARA EL MOLDEO POR SOPLADO DE CAPAS MULTIPLES.
(16/05/1994) CABEZA DE EXTRUSION DE PARISON DUAL PARA EL MOLDEO POR SOPLADO DE EXTRUSION DE CAPAS MULTIPLES EN EL QUE UN CUERPO DE MOLDE RODEA DOS MANDRILES PARALELOS SEPARADOS DESDE LOS QUE SE EXTRUSIONAN PARISONES. SE PROVEE UNA SERIE DE CONDUCTOS DE SUMINISTRO DE RESINA PARA DIRIGIR CADA RESINA A AMBOS PASAJES. LA SERIE DE CONDUCTOS SE SEPARAN AXILMENTE EN LA CABEZA DE EXTRUSION PARA DIRIGIR UNA PLURALIDAD DE RESINAS PLASTICAS A CADA UNO DE LOS PASAJES PARA FORMAR UN PARISON MULTICAPA. LOS CONDUCTOS DE SUMINISTRO DE RESINA SE DISPONEN SIMETRICAMENTE ALREDEDOR DE UN PLANO VERTICAL CORTANDO TRANSVERSALMENTE LA CABEZA DE EXTRUSION ENTRE LOS DOS PASAJES PARA PRODUCIR UNA SIMETRIA DE FLUJO Y TERMICA EN LA RESINA PARA EQUILIBRAR EL FLUJO DE RESINA HACIA…
RECIPIENTE PLASTICOS DE VARIAS CARGAS PREPARADAS MEDIANTE COEXTRUSIONES DE FORMA INSUFLADAS.
(16/03/1994). Solicitante/s: DAIMLER-BENZ AKTIENGESELLSCHAFT. Inventor/es: SCHEURENBRAND, DIETER, WAWRA, HELMUT, DR.
LA RESISTENCIA DE LA COSTURA DE LOS RECIPIENTES PLASTICOS PREPARADOS MEDIANTE COEXTRUSIONES DE FORMA INSUFLADAS Y EQUIPADOS CON UNAS CAPAS DE DIFUSION NO UTILIZADAS COMO CAPAS DE SOPORTE, NO SATISFACE LAS REIVINDICACIONES LLEVADAS. PARA MEJORAR LA RESISTENCIA DE LA COSTURA SE CONFORMA A LA MISMA COMO COSTURA NERVADA QUE SE PLEGA EN FORMA DE LABERINTO O DE MEANDRO Y SE SUELDAN LOS PLIEGUES.
MECANISMO Y PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS DE MATERIAS TERMOPLASTICAS.
(16/05/1993). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Inventor/es: DAUBENBUCHEL, WERNER, DIPL.-ING., EISELEN, OTTO, DIPL.-ING., FRIEDRICHS, KARSTEN, DIPL.-ING., KIEFER, ERICH, DIPL.-ING., KLUSENER, PETER, DIPL.-ING.
EL INVENTO CONCIERNE A UN PROCEDIMIENTO Y A UN MECANISMO PARA CONSTRUIR CUERPOS HUECOS DE MATERIAS PLASTICAS (POR EL SISTEMA TERMOPLASTICO), CUYAS PAREDES CONSTAN DE UNA LAMINA DE AL MENOS DOS CAPAS. ESTA PARED SE CONSTRUYE CON AYUDA DE LA EXTRUSION, A CUYO EFECTO Y PRIMERAMENTE SE CONSTRUYE UN MOLDE. TRAS ELLO, LA PARED SE FORMA CON AYUDA DE LA CABEZA DE EXTRUSION Y UN DETERMINADO NUMERO DE CAPAS. PARA LA FABRICACION SE LLEVA A LA CABEZA DE EXTRUSION EL MATERIAL ADECUADO O PRECISO, Y DE MANERA QUE UNA VEZ CONSTRUIDO EL CUERPO HUECO, ESTE QUEDE LIBRE DE LOS RESIDUOS SITUADOS EN LA ZONA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CUERPOS HUECOS DE MATERIAL TERMOPLASTICO.
(16/05/1993). Solicitante/s: KRUPP KAUTEX MASCHINENBAU GMBH. Inventor/es: DAUBENBUCHEL, WERNER, DIPL.-ING., EISELEN, OTTO, DIPL.-ING., FRIEDRICHS, KARSTEN, DIPL.-ING., KIEFER, ERICH, DIPL.-ING., KLUSENER, PETER, DIPL.-ING.
PROCEDIMIENTO Y DISPOSITIVO DE EXTRUSION PARA LA FABRICACION DISCONTINUA DE PREFORMAS PARA LA FABRICACION DE CUERPOS HUECOS DE MATERIAL TERMOPLASTICO, CUYA PARED SE COMPONE DE UN LAMINADO, QUE POSEE AL MENOS DOS CAPAS. EL CHORRO DE MATERIAL, QUE FORMA EL LAMINADO, SE CONDUCE DENTRO DEL CABEZAL DE EXTRUSION, POR MEDIO DE UN DIMENSIONADO APROPIADO DEL VOLUMEN DE LOS CANALES QUE ALOJAN EL LAMINADO, DE TAL FORMA, QUE LAS ZONAS DEFECTUOSAS DEL LAMINADO SE HALLEN EN LOS EXTREMOS DE LA PREFORMA, QUE SE SEPARAN DESPUES DE LA PREFORMA EXTRUSIONADA Y SON DESECHO.
PROCEDIMIENTO PARA PREPARAR CUERPOS HUECOS DE MATERIAL SINTETICO TERMOPLASTICO EN MOLDEADO POR SOPLADO.
(01/12/1991). Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: NEHRIG, JUERGEN.
PARA PREPARAR CUERPOS HUECOS DE MATERIAL SINTETICO TERMOPLASTICO; SE DESHORNA UN TUBO FLEXIBLE FUNDIDO DE UN CABEZAL DEL TUBO FLEXIBLE CON UNA LAMINA Y SE MOLDEA POR SOPLADO LA UNION DE TUBO FLEXIBLE FUNDIDO Y LAMINA EN UN MOLDE PARA FUNDICION POR INYECCION.
PREPARACION DE UN OBJETO A PARTIR DE UN PLASTICO MULTICAPA.
(16/04/1990). Solicitante/s: STAMICARBON B.V.. Inventor/es: GEESINK, JOHANNES, HENDRIK, LE DOUX, GEORGE FERNAND JOSEPH.
CONSTA DE UNA CAPA EXTERNA Y UNA INTERNA UNA DE LAS CUALES ESTA EN FASE DE FUSION, SE INTRODUCEN EN UN MOLDE ABIERTO Y DESPUES CERRANDO ESTA, SE PRESIONAN CONTRA LAS PAREDES DEL MOLDE POR UN MEDIO PRESURIZADO, DONDE LAS CAPAS SE CONECTAN ENTRE SI EN TODO EL AREA DE LAS SUPERFICIES ENCARADAS Y SON SELLADAS JUNTAS ANTES DE QUE EL MOLDE SEA CERRADO.
UN CUERPO DE ENVASE DE RESINA SINTETICA Y CAPAS MULTIPLES.
(01/04/1986). Solicitante/s: NISSEI ASB MACHINE CO., LTD..
METODO DE FABRICAR UN CUERPO DE ENVASE DE RESINA SINTETICA Y CAPAS MULTIPLES. COMPRENDE: A) OBTENER UN PARISON CON FONDO DE TRES CAPAS Y CON UN BORDE TERMINAL FRONTAL DE UNA CAPA INTERMEDIA COLOCADO DEBAJO DE LA PORCION DE CUELLO, MEDIANTE MOLDEO DE UNA BOQUILLA QUE TIENE DOS PASOS DE RESINA EN FORMA DE CIRCULOS CONCENTRICOS; B) MOLDEAR Y ESTIRAR UN MIEMBRO INTERMEDIO DEL PARISON DE A) EN FORMA DE BOTELLA, PARA PRODUCIR UNA PORCION EXTENDIDA CON UNA SOLA CAPA; Y C) CORTAR A LA PORCION EXTENDIDA DEL MIEMBRO INTERMEDIO DEL PARISON EN EL LADO INFERIOR, PARA PRODUCIR UN ENVASE QUE TIENE UN CUERPO Y UN FONDO CON TRES CAPAS Y BORDE ABIERTO JUNTO AL LADO INFERIOR CON UNA SOLA CAPA. LAS RESINAS QUE FORMAN EL CUERPO SE ELIGEN ENTRE TEREFTALATO DE POLIETILENO Y CLORURO DE POLIVINILO Y LAS RESINAS QUE FORMAN LA CAPA INTERMEDIA SE ELIGEN ENTRE RESINAS DE POLIAMIDA, COPOLIMERO ETILENO-ALCOHOL VINILICO Y POLIESTORENO.
PROCEDIMIENTO PARA LA PRODUCCION DE UN RECIPIENTE BIAXIALMENTE ORIENTADO.
(16/08/1978). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Resumen no disponible.
UN APARATO PARA HACER ARTICULOS COMPUESTOS DE PLASTICO.
(16/05/1976). Solicitante/s: EMERY IMRE VALYI.
Resumen no disponible.
{kind=link}
{kind=link}