PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN CONTENEDOR.
Procedimiento para la fabricación de un contenedor, que consiste en un contenedor exterior esencialmente rígido y una bolsa interior fácilmente deformable,
de plásticos termoplásticos sin unión soldada entre sí, con una abertura de contenedor y por lo menos una abertura de pared en el contenedor exterior, a través de las cuales tiene lugar una compensación de presión en el espacio intermedio entre la bolsa interior y el contenedor exterior, siendo coextrusionada una preforma que consta de por lo menos dos mangueras y siendo dispuesta entre las mitades abiertas de un molde de soplado y siendo cerrado el molde de soplado, cuando la preforma tiene la longitud necesaria para la fabricación del contenedor, siendo separado aplastando material sobrante en la zona del fondo del contenedor que hay que fabricar y siendo formado un nervio a partir de material soldado del contenedor exterior, en el cual está aprisionada la costura de fondo soldada de la bolsa interior y está sujeta en dirección axial y siendo la preforma inflada mediante un medio de presión para que entre en contacto con la pared del molde de soplado y siendo retirada del molde de soplado, que comprende las etapas siguientes: a) se obtura la abertura de contenedor, b) dicha por lo menos una abertura de pared está formada gracias a que la pared del contenedor exterior es taladrada o perforada por un taladro, un buril o una aguja de punzonar, siendo introducido, tras ser atravesada por completo la pared del contenedor exterior, un medio de presión en el espacio intermedio entre el contenedor exterior y la bolsa interior, caracterizado porque comprende las etapas siguientes: c) se detiene el avance del taladro, el buril o la aguja de punzonar, cuando en la bolsa interior se ha alcanzado un primer valor umbral de la presión predeterminado, d) se detiene la introducción del medio de presión en el espacio intermedio entre el contenedor exterior y la bolsa interior, cuando en la bolsa interior se ha alcanzado un segundo valor umbral de la presión predeterminado, e) tras la descarga de presión del espacio intermedio entre el contenedor exterior y la bolsa interior, se introduce a través de abertura de contenedor un medio de presión en la bolsa interior, para poner de nuevo en contacto con la misma la bolsa interior separada de la pared del contenedor
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/000117.
Solicitante: GAPLAST GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WURMANSAUERSTRASSE 22 D-82442 ALTENAU ALEMANIA.
Inventor/es: KNEER,Stephan.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Enero de 2007.
Clasificación Internacional de Patentes:
- B29C49/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › de preformas o parisones multicapas.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2362937_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para la fabricación de un contenedor, el cual contiene un contenedor exterior esencialmente rígido y una bolsa interior fácilmente deformable, que están realizados a partir de plásticos termoplásticos, sin unión soldada entre sí, presentando el contenedor una abertura de contenedor y el contenedor exterior por lo menos una abertura de pared, a través de las cuales tiene lugar una compensación de presión en el espacio intermedio entre la bolsa interior y el contenedor exterior, cuando la bolsa interior se contrae como consecuencia de la salida de su contenido. Durante el procedimiento, se coextrusiona una preforma constituida por lo menos por dos mangueras y entre las mitades abiertas se dispone un molde de soplado, siendo cerrado el molde de soplado, cuando la preforma tiene la longitud necesaria para la fabricación del contenedor. Al mismo tiempo, se separa aplastando material sobrante en la zona del fondo del contenedor que hay que fabricar y se forma, preferentemente, un nervio que sobresale hacia fuera de material soldado del contenedor exterior, en el cual está aprisionada la costura de fondo soldada de la bolsa interior y está sujeta en dirección axial. A continuación, la preforma es inflada mediante un medio de presión, en general aire a presión, para que entre en contacto con la pared del molde de soplado y es retirada del molde de soplado.
Un procedimiento de este tipo se conoce por ejemplo por el documento DE 196 26 967 C2. En esta publicación se da a conocer además que la por lo menos una abertura de pared es formada gracias a que la pared del contenedor exterior es taladrada o perforada por un taladro, buril o una aguja de punzonar siendo soplado o inyectado, tras ser atravesada por completo la pared del contenedor exterior, un medio de presión contra la pared de la bolsa interior, para presionarla hacia atrás, para que no sea dañada por el taladro o la aguja de punzonar. En el caso del medio de presión, puede tratarse de aire, gas, agua o un de un gel.
Los plásticos termoplásticos de diversos tipos del contenedor exterior y de la bolsa interior, si bien no presentan ninguna unión soldada entre sí, si que se adhieren entre sí cuando el contenedor es fabricado en un procedimiento de coextrusión según el procedimiento descrito más arriba. Antes de que un contenedor de este tipo sea utilizable, es decir, sea llenado con un contenido del contenedor líquido o, por ejemplo, también en forma de gel, el cual es cedido paulatinamente entonces por ejemplo mediante una bomba Airless, o en el caso de un contenedor Squeeze, mediante su compresión, la bolsa interior debe ser liberada, por lo menos extensamente, de la pared del contenedor exterior y debe ser dispuesto de nuevo en contacto con la misma. Esto tiene lugar hasta ahora de manera que, se aplica a través de la abertura del contenedor una depresión o un vacío en la bolsa interior, la cual se contrae acto seguido de forma repentina. Al mismo tiempo, se desprende la bolsa interior, la cual está aprisionada con su costura de fondo en el nervio de fondo del contenedor exterior, de forma más o menos incontrolada del contenedor exterior pudiendo suceder, por ejemplo, que la bolsa interior se libere únicamente por un lado. A continuación, se introduce, a través de la abertura del contenedor, un medio de presión, en general aire a presión, en la bolsa interior, con el fin de hacer que ésta entre de nuevo en contacto con el contenedor exterior, para que la bolsa interior tenga el volumen de llenado previsto. Cuando el contenedor tiene, al mismo tiempo, una forma de botella con un cuello, el cual se convierte mediante secciones de hombro en el cuerpo por ejemplo cilíndrico del contenedor exterior, es frecuentemente inevitable según la forma de proceder conocida que en la zona de transición del hombro hacia el cuerpo principal del contenedor exterior quede encerrado aire entre el contenedor exterior y la bolsa interior, el cual ya no puede escapar. Esto aparece también cuando el cuerpo del contenedor exterior no se extiende de manera rectilínea, por ejemplo cilíndricamente, sino que tiene escotaduras y abombamientos.
Cuando la bolsa interior no se ha separado extensamente de manera uniforme de la pared del contenedor exterior aparece, a pesar de las aberturas de compensación de la presión en la pared del contenedor exterior, en la bolsa interior, como consecuencia de la cesión de material de relleno, una depresión relativamente más grande. Cuanto mayor es esta depresión, mayor será la permeación a través de la pared de la bolsa interior y el peligro de que está deje de ser estanca. Cuando la depresión en la bolsa interior se hace demasiado grande, esto puede conllevar la incapacidad de funcionar de la bomba prevista generalmente, de manera que no se puede ceder la totalidad del contenido del contenedor. Asimismo, puede ocurrir que la depresión sea al principio tan grande que la botella exterior e interior se plieguen simultáneamente, hasta que la depresión haya alcanzado un valor que permita a la bolsa interior separarse repentinamente.
El documento JP 08175568 A da a conocer un contenedor formado por un contenedor exterior rígido y una bolsa interior blanda, que está separado aplastando por el fondo. La bolsa interior es liberada de un asiento de aprisionamiento de la costura de fondo, con lo cual se forma en la presente memoria una abertura de forma de ranura en el contenedor exterior. A continuación, se taladran, con la ayuda de taladros formados especialmente, dos orificios opuestos entre sí en la zona del cuello a través del contenedor exterior. Mediante los orificios formados de esta manera en la zona del cuello y mediante la abertura de fondo en forma de ranura se insufla entonces aire a presión, que separa la bolsa interior de la pared del contenedor exterior. A continuación, se introduce aire a presión en la bolsa interior, que el cual pone en contacto la bolsa interior hasta una dimensión del 60 al 80%, mejor del 70 al 75, de nuevo en contacto con el contenedor exterior. La bolsa interior no es presionada por completo contra la pared interior del contenedor exterior, para que la bolsa interior no entre de nuevo en la abertura del fondo en forma de ranura del contenedor exterior. En este estadio, según esto queda mucho aire entre la bolsa interior y el contenedor exterior. A continuación se cierra el fondo del contenedor exterior mediante termosellado. Después de esta etapa de termosellado se vuelve a introducir aire a presión en el interior de la bolsa interior, con lo cual debe expulsarse aire residual entre la bolsa interior y le contenedor exterior a través de los dos orificios que hay en la zona del cuello.
La presente invención se plantea el problema de continuar desarrollando de tal manera un procedimiento del tipo mencionado al principio que la bolsa interior sea separada, de forma controlada y de la manera más uniforme posible, del contenedor exterior y pueda entrar de nuevo en contacto, ampliamente sin inclusión de aire (o de otro medio de presión) entre la pared interior del contenedor exterior y la bolsa interior.
Además, es necesario proponer un dispositivo con el cual se puedan fabricar contenedores con estas propiedades.
Estos problemas se resuelven según la invención mediante las características de las reivindicaciones 1 a 9.
Las estructuraciones ventajosas de la invención están caracterizadas en las reivindicaciones subordinadas.
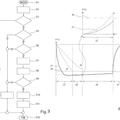
El procedimiento según la invención prevé, tras la fabricación del contenedor en el molde de soplado y su retirada, las etapas siguientes, que se llevan a cabo preferentemente en el dispositivo según la invención:
a) La abertura de contenedor es obturada, lo cual tiene lugar preferentemente mediante un tapón, el cual es introducido a presión de manera obturante en la abertura del contenedor, generalmente un cuello de contenedor. A continuación, se forma, de manera en sí conocida, dicha por lo menos una abertura de pared gracias a que la pared del contenedor exterior es perforada o atravesada por un taladro o una aguja de punzonar, siendo introducido, tras ser atravesada por completo la pared del contenedor exterior, un medio de presión, preferentemente aire a presión, en el espacio intermedio entre el contenedor y la bolsa interior. El medio de presión es expulsado al mismo tiempo, preferentemente, desde un canal en el extremo de la cabeza del taladro o de la aguja de punzonar y es soplado contra la zona opuesta de la bolsa interior, la cual es presionada hacia atrás mediante el medio que está sometido a alta presión. De este modo, aumenta la presión interior en la... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un contenedor, que consiste en un contenedor exterior esencialmente rígido y una bolsa interior fácilmente deformable, de plásticos termoplásticos sin unión soldada entre sí, con una abertura de contenedor y por lo menos una abertura de pared en el contenedor exterior, a través de las cuales tiene lugar una compensación de presión en el espacio intermedio entre la bolsa interior y el contenedor exterior, siendo coextrusionada una preforma que consta de por lo menos dos mangueras y siendo dispuesta entre las mitades abiertas de un molde de soplado y siendo cerrado el molde de soplado, cuando la preforma tiene la longitud necesaria para la fabricación del contenedor, siendo separado aplastando material sobrante en la zona del fondo del contenedor que hay que fabricar y siendo formado un nervio a partir de material soldado del contenedor exterior, en el cual está aprisionada la costura de fondo soldada de la bolsa interior y está sujeta en dirección axial y siendo la preforma inflada mediante un medio de presión para que entre en contacto con la pared del molde de soplado y siendo retirada del molde de soplado,
que comprende las etapas siguientes:
a) se obtura la abertura de contenedor,
b) dicha por lo menos una abertura de pared está formada gracias a que la pared del contenedor exterior es taladrada o perforada por un taladro, un buril o una aguja de punzonar, siendo introducido, tras ser atravesada por completo la pared del contenedor exterior, un medio de presión en el espacio intermedio entre el contenedor exterior y la bolsa interior,
caracterizado porque comprende las etapas siguientes:
c) se detiene el avance del taladro, el buril o la aguja de punzonar, cuando en la bolsa interior se ha alcanzado un primer valor umbral de la presión predeterminado,
d) se detiene la introducción del medio de presión en el espacio intermedio entre el contenedor exterior y la bolsa interior, cuando en la bolsa interior se ha alcanzado un segundo valor umbral de la presión predeterminado,
e) tras la descarga de presión del espacio intermedio entre el contenedor exterior y la bolsa interior, se introduce a través de abertura de contenedor un medio de presión en la bolsa interior, para poner de nuevo en contacto con la misma la bolsa interior separada de la pared del contenedor.
2. Procedimiento según la reivindicación 1, caracterizado porque a ambos lados del plano que se extiende a través de la costura de fondo y el eje longitudinal central del contenedor está formada, en cada caso, por lo menos una abertura de pared.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque en el molde de soplado, en la zona de las aberturas de pared, se forma, en cada caso, un abombamiento del contenedor exterior con un lado interior, con el cual está en contacto la bolsa interior.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque las etapas b) a d) tienen lugar de forma individual para cada abertura de pared, de tal manera que la bolsa interior es separada en primer lugar del plano que se extiende a través de la costura de fondo y el eje central longitudinal y a continuación, en el otro lado.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque los valores umbrales de la presión son registrados por un sensor, el cual está dispuesto en la bolsa interior.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque en la bolsa interior, en conexión con la etapa a), se forma una presión, que es menor que la presión del medio introducido en el espacio intermedio entre el contenedor exterior y la bolsa interior.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque un volumen predeterminado de un medio de presión es introducido en la bolsa interior y porque la presión generada de este modo es medida en la bolsa interior.
8. Procedimiento según la reivindicación 7, caracterizado porque se mide la evolución temporal de la presión interior, con el fin de registrar una posible caída de la presión.
9. Dispositivo para la realización de las etapas a) hasta e) de la reivindicación 1 así como según una de las reivindicaciones 2 a 8, en el que el dispositivo presenta un dispositivo para la recepción de contenedores, un dispositivo de introducción del contenedor con un portador de piezas, dos dispositivos de taladrado con taladros, los cuales contienen unos canales, que están en conexión con una fuente de aire a presión, un dispositivo de medición de la presión y un dispositivo para una comprobación del volumen y una comprobación de la estanqueidad.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
 Procedimiento para la prueba de estanqueidad de una bolsa en el espacio interior de un recipiente, del 30 de Octubre de 2019, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Procedimiento para la prueba de estanqueidad de una bolsa prevista en un recipiente con una instalación , donde la instalación presenta una cámara […]
Procedimiento para la prueba de estanqueidad de una bolsa en el espacio interior de un recipiente, del 30 de Octubre de 2019, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Procedimiento para la prueba de estanqueidad de una bolsa prevista en un recipiente con una instalación , donde la instalación presenta una cámara […]
Contenedor con bolsa interior moldeado por soplado de forma integral que tiene una capa interior y la capa exterior hecha del mismo material y preforma para producirlo, del 2 de Octubre de 2019, de Anheuser-Busch InBev S.A: Un contenedor con bolsa interior moldeado por soplado de forma integral que tiene una región de cuello y una boca adecuada para dispensar un líquido […]
Tubo moldeado por extrusión y soplado y procedimiento, del 9 de Enero de 2019, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Tubo moldeado por extrusión y soplado, tratándose de un tubo llenado o que puede llenarse a través de su extremo posterior, cuyo cuerpo, hombro […]
Parisón extrudida de PET y recipiente fabricado, del 15 de Noviembre de 2018, de PLASTIPAK PACKAGING, INC.: Un parisón de PET extruido que incluye: - un primer polímero extruido que consiste de PET; y - un segundo polímero extruido que consiste de PET; - en el que el primer […]
Un proceso para la producción de un recipiente moldeado por soplado con un excelente carácter deslizante en relación con los contenidos fluidos, del 26 de Octubre de 2018, de Toyo Seikan Group Holdings, Ltd: Un proceso para la producción de un recipiente [10] formado por soplado que tiene una capa [3] líquida formada en una cantidad de no más de […]