CIP-2021 : B21D 28/02 : Corte con sacabocados o punzado de piezas sin elaborar o de objetos,
con o sin producción de desechos; Entallado.
CIP-2021 › B › B21 › B21D › B21D 28/00 › B21D 28/02[1] › Corte con sacabocados o punzado de piezas sin elaborar o de objetos, con o sin producción de desechos; Entallado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 28/00 Conformación por corte a presión; Perforación.
B21D 28/02 · Corte con sacabocados o punzado de piezas sin elaborar o de objetos, con o sin producción de desechos; Entallado.
CIP2021: Invenciones publicadas en esta sección.
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio.
(22/07/2020) Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o doblado, a partir de una pieza bruta no circular, de manera que:
- La tira de metal a partir de la cual se toma cada pieza bruta se divide virtualmente en hexagonos regulares identicos en donde dos lados opuestos son sustancialmente perpendiculares a la direccion de laminacion de dicha tira y forman un sistema hexagonal compacto plano
- El perimetro de dicha pieza bruta se calcula mediante ajuste usando un circulo concentrico que tiene un radio menor que el del circulo inscrito…
Método y unidad para entallar piezas metálicas, particularmente chapas y perfiles.
(20/10/2014) Método para entallar piezas metálicas que comprende
disponer una pieza metálica en una unidad de punzonado que comprende una herramienta de corte (2d) y un cilindro actuador (2c), en el que
la entalladura se realiza en base a un patrón de entalladura que comprende un contorno proyectado coincidente con el contorno de la entalladura ,
la periferia cortante de la herramienta de corte (2d) comprende un contorno con una parte cortante delantera (3b) con una configuración y una extensión geométricamente coincidentes con como máximo un tramo delantero (5b) del contorno de la entalladura , y sendas partes cortantes laterales (3c, 3d) que tienen una configuración equivalente como máximo a una fracción de un tramo proyectado lateral (7c, 7d), estando el baricentro (CP) de la periferia cortante alineado…
MENSULA ESCUADRADA PARA SOPORTE DE CANALES DE CABLES, CORTE DE CHAPA PARA FABRICAR LAS MENSULAS ESCUADRADAS Y METODO ASOCIADO PARA FABRICAR MENSULAS ESCUADRADAS A PARTIR DE DICHO CORTE.
(04/02/2013) Ménsula escuadrada para soporte de canales de cables, corte de chapa para fabricar las ménsulas escuadradas y método asociado para fabricar ménsulas escuadradas a partir de dicho corte.
Se proporciona una ménsula en forma de cuerpo tri-rectangular con una primera porción en forma de pestaña constitutiva de la superficie de apoyo de un canal para cables (C); una segunda porción ortogonal a la primera porción que constituye la pared lateral de la ménsula; y una tercera porción constitutiva de la parte de apoyo a la pared de soporte (P) con un primer tramo que se extiende perpendicularmente hacia arriba desde la primera porción y un segundo tramo contenido en el mismo plano que dicho primer tramo que se extiende perpendicularmente desde la segunda porción .
Adicionalmente se proporciona un corte de chapa y un método…
PROCEDIMIENTO Y DISPOSITIVO PARA EL CORTE DE PRECISIÓN DE PIEZAS DE TRABAJO.
(14/06/2011) Procedimiento para el corte de precisión de piezas de trabajo tales como ruedas dentadas o similares, en el que el material, preferentemente chapa, está sujeto al menos entre una placa de presión y una placa de corte , y un punzón cortador está guiado de manera forzada mediante un dispositivo para el guiado, y la pieza de trabajo se recorta mediante un contorno de corte y superficies de corte del punzón cortador y un contrasoporte de acción contraria, guiado en la placa de corte , caracterizado porque durante el procedimiento de corte al menos el punzón de corte realiza un movimiento relativo vertical y al mismo tiempo un movimiento relativo rotativo con respecto a la placa de corte
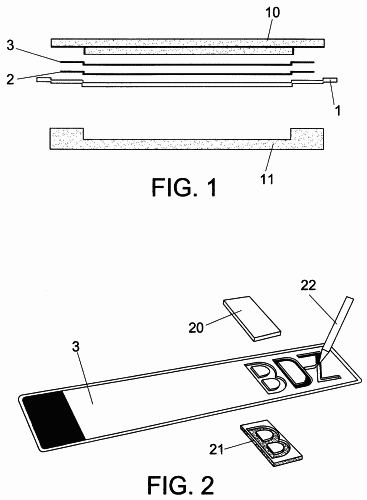
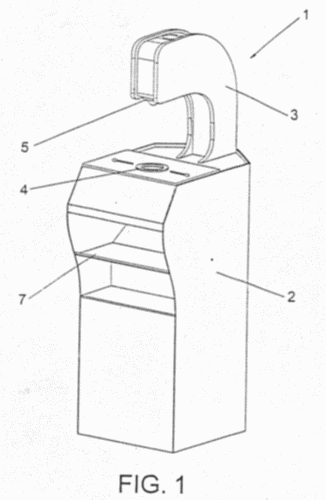
DISPOSICION DE TROQUELADO DE PLACAS O LETREROS EMBUTIENDO POR REHUNDIDO.
(01/02/2006). Ver ilustración. Solicitante/s: INDUSTRAS SAMAR'T, S.A. Inventor/es: SANCHEZ CASADEVALL,ENRIQUE.
Disposición de troquelado de placas o letreros embutiendo por rehundido que consiste en la unión de láminas configurada como una base metálica o plástica a la cual se superpone otra lámina metálica o plástica adhesivada o no, incorporando a continuación material reflexivo o coloreado, generando a partir de la actuación de los troqueles macho y hembra la obtención de los caracteres solicitados para la identificación del vehículo portador.
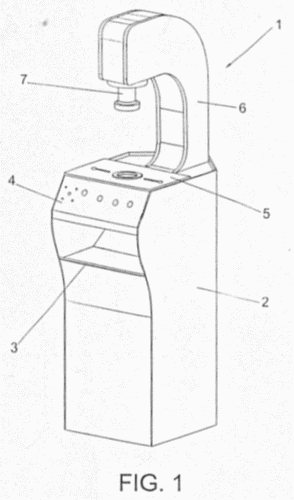
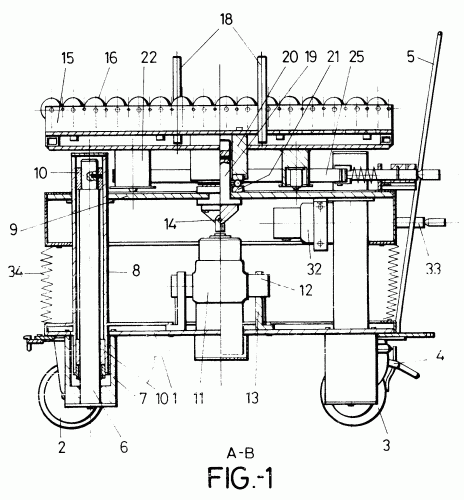
MINIPUNZONADORA HIDRAULICA.
(01/12/2004) 1. Minipunzonadora hidráulica, estructurada por un conjunto ergonómico que tiene un cuerpo inferior donde aloja el equipo motriz e hidráulico, que tiene un acceso frontal y diferentes mandos de accionamiento incluyendo el de emergencia y el pedal de maniobra; un cuerpo superior que consta del cabezal y del seno o espacio donde se contienen los medios de punzonar que se caracterizan porque dichos mecanismos están integrados por un juego de cilindros hidráulicos situados ambos lados del cabezal , montados en la placa final de carrera y fijados a un pisón que oprime, con una presión ligeramente superior al esfuerzo del punzón…
TROQUELADORA OLEO-NEUMATICA DE PERFILES.
(01/03/2003). Ver ilustración. Solicitante/s: TECHMACH, C.B. Inventor/es: FERNANDEZ DOMENE,JOSE.
1. Troqueladora oleo-neumática de perfiles, de las destinadas especialmente para trabajar perfiles de aluminio, caracterizada por estar constituida a partir de un cuerpo , provisto de cajones para herramientas y estantes en la zona delantera, incorporando en la parte superior, un puente y sobre esta un cilindro neumático , existiendo sobre la superficie del cuerpo , un anillo situado en la zona central de una mesa de trabajo , contando con un porta-útiles.
(16/02/2003). Ver ilustración. Solicitante/s: TECHMACH, C.B. Inventor/es: FERNANDEZ DOMENE,JOSE.
1. Troqueladora hidráulica de las destinadas a efectuar trabajos sobre perfiles de aluminio y chapa de hierro, caracterizada por estar constituida a partir de un cuerpo , que actúa como base presentando en la zona delantera, un estante y un panel de mandos situado en diagonal en la parte delantera superior, contando en la parte superior del cuerpo con una mesa de trabajo , incorporándose en la parte superior trasera del cuerpo un puente en el que se acopla el troquel . 2. Troqueladora hidráulica, según la primera reivindicación, caracterizada por disponer de un adaptador de útiles capacitado para recibir un prolongador de adaptador . 3. Troqueladora hidráulica, según las anteriores reivindicaciones, caracterizada porque la base de trabajo está equipada con un dispositivo de giro para el troquel.
PRENSA NEUMATICA PERFECCIONADA.
(01/09/2001) 1. Prensa neumática perfeccionada del tipo de las utilizables para el troquelado de perfiles metálicos que comprenden un bastidor con una base para el posicionamiento y fijación de los troqueles y/o elementos a troquelar y salida del desecho del troquelado, y una prolongación lateral que constituye un soporte para la corredera de la prensa, que es accionada mediante un engranaje por medio de unos brazos laterales, que a su vez son accionados por un pistón neumático, situándose la zona barrida por los brazos por la parte frontal de la prensa, disponiendo de un fin de carrera ajustable para la corredera, y estando el accionamiento de la prensa gobernado por un pedal, disponiendo además de una acometida…
MAQUINA DE MECANIZACION PARA PIEZAS DE TRABAJO EN FORMA DE PLACA CON UN SOPORTE INFERIOR SUBDIVIDIDO EN SEGMENTOS INDIVIDUALES.
(16/07/2000) UNA MAQUINA DE MECANIZACION PARA PIEZAS DE TRABAJO EN FORMA DE PLACAS, EN PARTICULAR UNA PLEGADORA, TIENE UN CONTRASOPORTE COMO APOYO DE PIEZA DE TRABAJO, ASI COMO UN SOPORTE INFERIOR SUBDIVIDIDO EN VARIOS SEGMENTOS , QUE SON MOVILES UNO CON RELACION A OTRO EN LA DIRECCION DE LA LINEA DE DOBLADO Y TAMBIEN REEMPLAZABLES, PERMITIENDO DE ESTA FORMA AJUSTES PARA VARIOS TAMAÑOS Y PERFILES DE LA PIEZA DE TRABAJO , CUYOS BORDES (1A) PUEDEN SER DOBLADOS DE TAL FORMA QUE PUEDEN TENER MUESCAS QUE NO IMPIDEN QUE A LA PIEZA DE TRABAJO SEA RETIRADA DEL SOPORTE INFERIOR. PARA PERMITIR LA ELECCION VIRTUAL DE CUALQUIER SEGMENTO DEL SOPORTE INFERIOR MIENTRAS QUE LOS OTROS PERMANECEN ESTACIONARIOS, CADA SEGMENTO TIENE UNA PARTE DE EMBRAGUE DE VARIACION CONTINUA EN LA DIRECCION DE LA LINEA DE DOBLADO Y PROVISTA DE CON UNA UNIDAD …
NUEVO MONTAJE DE CONSOLAS A PRENSA.
(16/06/2000) 1. Nuevo montaje de consolas a prensa del tipo de las que poseen un enganche en el lateral de la prensa cuyos elementos de fijación se incluyen en el interior de un apoyo lateral, a instalar sobre la mesa de la prensa para la ayuda en el cambio de troqueles, caracterizado porque entre el brazo soporte y el propio soporte de los elementos de fijación que se anclan sobre la mesa de la prensa , se sitúan los elementos de regulación formados por un tornillo allen susceptibles de regularse para posteriormente fijarse el conjunto por mediación de una tuerca , actuando todo ello conjuntamente con una escuadra solidaria al brazo soporte .…
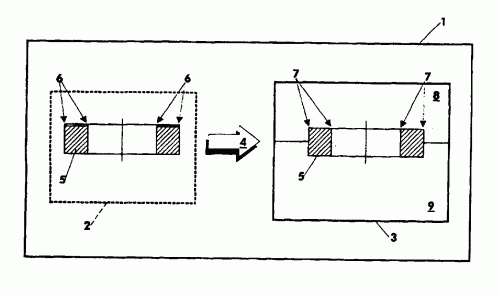
METODO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS ESTAMPADAS.
(16/02/2000). Ver ilustración. Solicitante/s: ZF FRIEDRICHSHAFEN AKTIENGESELLSCHAFT FEINTOOL INTERNATIONAL HOLDING AG. Inventor/es: SKRABS, ALFRED, GRIMM, WILLY.
LA INVENCION SE REFIERE A UN METODO PARA FABRICAR PIEZAS ESTAMPADAS, EN PARTICULAR LAMINAS, QUE CONSTA SOLAMENTE DE DOS ETAPAS. EN UNA PRIMERA ETAPA, LA PIEZA ES ESTAMPADA DENTRO DE UN DISPOSITIVO EN UNA FASE DE CORTE DE PRECISION Y, A CONTINUACION, ES ENVIADA A UNA FASE DE TROQUELADO MEDIANTE UNAS TENAZAS DE TRANSFERENCIA ALOJADAS EN EL DISPOSITIVO . EN LA SEGUNDA ETAPA Y EN LA FASE DE TROQUELADO , QUE TAMBIEN SE ENCUENTRA EN EL INTERIOR DEL DISPOSITIVO , SE ESTAMPAN LOS PERFILES INTERIOR Y EXTERIOR SOBRE LA PIEZA DE TAL FORMA QUE LAS POSIBLES REBABAS APARECIDAS EN LA PIEZA DURANTE LA PRIMERA ETAPA DEL METODO QUEDEN REDONDEADAS.
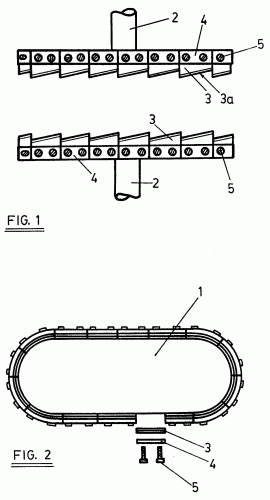
DISPOSITIVO PARA TROQUELAR PANELES CON RELLENO AISLANTE.
(16/11/1997). Ver ilustración. Solicitante/s: MIR DARNACULLETA,ANGEL.
1. DISPOSITIVO PARA TROQUELAR PANELES CON RELLENO AISLANTE, DEL TIPO DE LOS QUE INCORPORAN DOS TROQUELES ENFRENTADOS, PROVISTOS DE UNOS MEDIOS DE CORTE Y QUE SON ACCIONADOS NEUMATICA O HIDRAULICAMENTE; CARACTERIZADO PORQUE LOS MEDIOS DE CORTE ESTAN COMPUESTOS POR UNA PLURALIDAD DE CUCHILLAS QUE SE FIJAN, ALINEADAS, SOBRE LA SUPERFICIE LATERAL DEL TROQUEL CORRESPONDIENTE; DICHAS CUCHILLAS PRESENTAN UN EXTREMO CORTANTE, OBLICUO, QUE SOBRESALE DE LA SUPERFICIE FRONTAL DEL TROQUEL, DEFINIENDO LOS EXTREMOS CORTANTES DE LAS CUCHILLAS MONTADAS SOBRE CADA TROQUEL UN PERFIL ASERRADO.
UN METODO PARA LA FABRICACION DE PIEZAS METALICAS PLANAS, DELGADAS, PEQUEÑAS, DE MULTIPLES CARACTERISTICAS.
(16/09/1997). Solicitante/s: ARROW PRECISION ELEMENTS, INC. Inventor/es: HERZOG, LOUIS F.M.
UN METODO PARA LA FABRICACION DE PIEZAS METALICAS PLANAS, DELGADAS, PEQUEÑAS, DE MULTIPLES CARACTERISTICAS QUE CONSISTE EN LOS PASOS DE PROPORCIONAR UNA PRIMERA Y UNA SEGUNDA TIRA DE METAL QUE POR LO MENOS DIFIERAN EN UNA CARACTERISTICA. LAS TIRAS DE METAL SE SOLDAN ENTRE SI POR SUS BORDES DURANTE UN PROCESO DE SOLDADURA CON HAZ ELECTRONICO Y LAS PEQUEÑAS PIEZAS DE MULTIPLES CARACTERISTICAS SE RETIRAN TRANSVERSALMENTE DE LA TIRA RESULTANTE CON LO QUE CADA PIEZA TIENE UNA PRIMERA PORCION DERIVADA DE LA PRIMERA TIRA Y UNA SEGUNDA PORCION DERIVADA DE LA SEGUNDA TIRA.
APARATO DE PERFILADO POR TROQUEL Y PROCESO Y PRODUCTO ASI FORMADO.
(16/12/1995). Solicitante/s: FRANKLIN ELECTRIC CO., INC. Inventor/es: FOSNAUGH, DAVID L.
SE MUESTRA UN TROQUEL PROGRESIVO PARA PERFILAR UNA SERIE CONSECUTIVA DE DISCOS A PARTIR DE UNA BANDA O MATERIAL RELATIVAMENTE TENSO, QUE COMPRENDE UNA SERIE DE PUESTOS DE TROQUELES ADYACENTES INCLUYENDO UN PUESTO DE CORTADOR DE RANURAS, INCLUYE ESTE ULTIMO MEDIOS DE CORTE PARA FORMAR AL MENOS UNA RANURA EXTENSIBLE LATERALMENTE ENTRE DISCOS ADYACENTES A LA VEZ QUE DEJA AL MENOS UN PUENTE DEFORMABLE Y ESTRECHO QUE CONECTA LOS DISCOS ADYACENTES. LA BANDA O MATERIAL RELATIVAMENTE TENSO INCLUYE UNA SERIE DE DISCOS CONSECUTIVOS FORMADOS A LO LARGO DE LA MISMA, TENIENDO AL MENOS DOS DISCOS ADYACENTES LA RANURA EXTENSIBLE LATERALMENTE Y EL PUENTE DEFORMABLE Y ESTRECHO QUE CONECTA DISCOS ADYACENTES. UN PROCESO PARA TALADRAR POR TROQUEL UNA SERIE DE DISCOS PERFILADOS DE UN BANDA O MATERIAL RELATIVAMENTE TENSO COMPRENDE LOS PASOS DE CORTAR AL MENOS UNA RANURA EN LA BANDA ENTRE CADA PAR DE SECCIONES ADYACENTES QUE CONECTAN CADA PAR DE DISCOS ADYACENTES, Y PERFILAR LOS DISCOS ENTRE LOS PUENTES.
PROCEDIMIENTO SUCESIVO Y HERRAMIENTA SUCESIVA PARA PIEZAS ESTAMPADAS.
(01/01/1993). Solicitante/s: E. WINKEMANN GMBH & CO. KG. Inventor/es: TUSCH, REINHARD.
UN PROCEDIMIENTO SUCESIVO PARA LA ELABORACION DE PIEZAS ESTAMPADAS EN VARIOS PASOS, COMO PASO DE FORMA, PASO DE RETENIDA, RECORTE DE ESTAMPA, DONDE EN EL RECORTE DE ESTAMPA LA PIEZA ESTAMPADA SE RECORTA POR UN PUNZON ESTAMPADOR CORRESPONDIENTE AL CONTORNO EXTERIOR DE LA PIEZA ESTAMPADA EN ACCION CONJUNTA CON UN MATRIZ. EL PROBLEMA TECNICO ES LA PREPACION DE UN PROCEDIMIENTO SUCESIVO, SE TRANSPORTA LA PIEZA ESTAMPADA CON UNA ENTRADA DE ESTAMPADO, QUE DESAPARECE. EN EL PASO DE PRENSADO QUE PRECONECTA EL RECORTE DE ESTAMPADO SE EFECTUA UN PRENSADO EN LA PROFUNDIDAD DE UNA PIEZA DE FRACCION DE ESPESOR DE LA BANDA DEL ESTAMPADO CON UN CONTORNO EXTERIOR ALGO MAS GRANDE QUE EL CONTORNO EXTERIOR DE LA PIEZA ESTAMPADA Y EL USO DE ESTAMPADO QUE SE PRODUCE EN EL PASO ESTAMPADOR SE LLEVA EN EL RECORTE DEESTAMPADO PARA EL FENIDO, ASI QUE SE MANTIENE UNA SUPERFICIE DE CORTE CON LINEA PERFILADA EXACTA. UNA HERRAMIENTA SUCESIVA ABARCA UN PUNZON DE ESTAMPADO CON DIFERENCIAS MAS GRANDES TRANSVERSALES QUE LA PIEZA ESTAMPADA.
(16/07/1989). Ver ilustración. Solicitante/s: ARRASATE, SDAD. COOP. LTD. Inventor/es: REMIREZ SALINAS, FELIX.
CARRO PORTA-TROQUELES, ESENCIALMENTE CARACTERIZADO POR ESTAR CONSTITUIDO A PARTIR DE UNA BASE RODANTE, DE LA QUE EMERGEN GUIAS VERTICALES PARA UN SOPORTE, ESTABLECIENDOSE ENTRE BASE Y SOPORTE UN CILINDRO HIDRAULICO, ASISTIDO POR MEDIOS PROPIOS DE ACCIONAMIENTO ESTABLECIDOS EN LA CITADA BASE, HABIENDOSE PREVISTO QUE SOBRE EL SOPORTE SE ESTABLEZCA A SU VEZ UNA MESA EN LA QUE SE DEFINE UNA PLATAFORMA DE RODILLOS, CON LIBERTAD DE GIRO, DETERMINANTES DEL PLANO DE APOYO PARA LOS TROQUELES, PLANO REGULABLE EN ALTURA A TRAVES DE LA POSIBILIDAD DE DESPLAZAMIENTO RELATIVO ENTRE BASE Y SOPORTE.
MECANISMO DE TRANSMISION MOTRIZ APLICABLE A PRENSAS DE EMBUTICION Y.
(01/07/1989) MECANISMO DE TRANSMISION MOTRIZ APLICABLE A PRENSAS DE EMBUTICION Y CORTE, Y SIMILARES, QUE ESTANDO ESPECIALMENTE CONCEBIDO PARA LIBRAR UNA ELEVADA FUERZA MECANICA EN UN CORTO DESPLAZAMIENTO, ESENCIALMENTE SE CARACTERIZA POR ESTAR CONSTITUIDO MEDIANTE UNA PAREJA DE PISTONES COAXIALES Y CONTRAPUESTOS, QUE JUEGAN EN RESPECTIVOS CILINDROS PREFERENTEMENTE HIDRAULICOS, PERO QUE PUEDEN SER TAMBIEN NEUMATICOS, PISTONES SOLIDARIZADOS ENTRE SI A TRAVES DE UN VASTAGO COMUN, EN DISPOSICION AXIAL, CON LA PARTICULARIDAD DE QUE ESTE VASTAGO INCORPORA UN DENTADO, SOBRE UNA DE SUS GENERATRICES, DETERMINANTE DE UNA CRENALLERA A TRAVES DE LA QUE LOS PISTONES SE RELACIONAN Y TRANSMITEN EL MOVIMIENTO AUN PIÑON, CALADO SOLIDARIAMENTE A UN EJE PERPENDICULAR A DICHO VASTAGO, EJE EN EL QUE A SU VEZ ESTA…
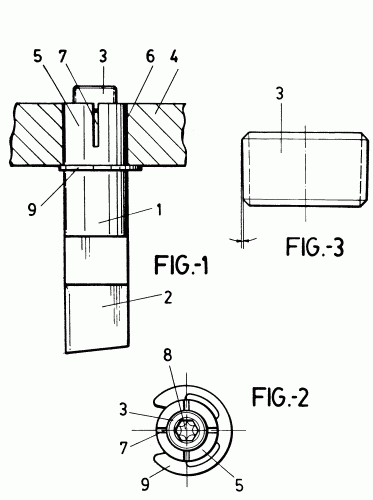
UTIL PERFECCIONADO PARA MATRICERIA.
(16/01/1989). Ver ilustración. Solicitante/s: MORALES TORIJA, LUIS.
UTIL PERFECCIONADO PARA PATRICERIA, QUE SIENDO DEL TIPO DE LOS DESTINADOS A ACOPLARSE EN UNO DE LOS MULTIPLES ORIFICIOS DE QUE PUEDE DISPONER UNA PLACA MATRIZ DOTADA A SU VEZ DE MEDIOS PARA FIJARSE AL NUCLEO MOVIL DE LA PRENSA, ESENCIALMENTE SE CARACTERIZA PORQUE EL CUERPO DEL MISMO, EN SU EXTREMO DE ACOPLAMIENTO A DICHA MATRIZ, INCORPORA UN ORIFICIO AXIAL, CIEGO ROSCADO, Y EN CORRESPONDENCIA CON TAL ORIFICIO CORTES LATERALES EN SENTIDO DE SUS GENERATRICES, HABIENDOSE PREVISTO QUE CON DICHO CUERPO COLABORE UN TORNILLO DESTINADO A ALOJARSE EN EL CITADO ORIFICIO CIEGO Y ROSCADO, Y CON LA PARTICULARIDAD DE QUE DICHO TORNILLO ES DE CONFIGURACION CONICA, DE MANERA QUE EN SU PENETRACION EN EL SENO DEL ORIFICIO CIEGO PROVOCA UNA EXPANSION RADIAL DE ESTA ZONA EXTREMA DEL UTIL Y LA CONSECUENTE Y RIGIDA FIJACION DEL MISMO, A LA PARED DEL ORIFICIO DE LA MATRIZ EN QUE SE ENCUENTRA IMPLANTADO.
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA PRENSA MATRIZ.
(16/01/1989) PERFECCIONAMIENTOS INTRODUCIDOS EN UNA PRENSA MATRIZ, DEL TIPO DE LAS EMPLEADAS EN CARPINTERIA METALICA PARA EFECTUAR EL MECANIZADO DE LAS PIEZAS DE ACOPLAMIENTO ENTRE PERFILES METALICOS Y DE ESTOS MISMOS, QUE PRESENTA UN CUERPO SOPORTE SOBRE EL QUE SE DISPONEN SUPERIORMENTE LOS MEDIOS NECESARIOS PARA PROVOCAR EL AVANCE O RETROCESO DE UN UTIL DE CORTE RESPECTO A UNA PLACA DE SOPORTE, SOBRE LA QUE SE APOYAN LAS PIEZAS A MECANIZAR, DISPUESTA EN LA ZONA INFERIOR A AQUEL, CARACTERIZADOS PORQUE, SEGUN LOS MISMOS, DICHA PLACA SOPORTE PRESENTA AL MENOS DOS ENTRANTES LONGITUDINALES, QUE PERMITEN EL CENTRADO O DESCENTRADO DE LAS PIEZAS EN RELACION AL UTIL DE CORTE AL TIEMPO QUE DEFINEN LATERALMENTE…
(16/08/1988). Ver ilustración. Solicitante/s: MORALES TORIJA, LUIS.
1. PRENSA NEUMATICA, DEL TIPO DE LAS QUE INCORPORAN UN CHASIS PROVISTO DE LA CORRESPONDIENTE PLATAFORMA PARA ASENTAMIENTO DE LAS PIEZAS A MECANIZAR Y SOBRE LAS WUE ACTUA UN NUCLEO MOVIL, DOTADO DE MEDIOS DE AMARRE PARA EL UTIL TROQUELADOR, NUCLEO MOVIL DESPLAZABLE POR EFECTO DE UN CILINDRO NEUMATICO A EXPENSAS DE UN GRUPO VALVULAR CONTROLADO MEDIANTE UN PEDAL, ESENCIALMENTE CARACTERIZADA PORQUE EL CITADO NUCLEO MOVIL, PORTADOR DEL UTIL TROQUELADOR, SE MATERIALIZA EN UNA CREMALLERA, QUE JUEGA EN UN ALOJAMIENTO UN CABEZAL SUPERIOR DEL CHASIS DE LA MAQUINA Y QUE ENGRANA PERMANENTEMENTE CONUN PIÑON SOLIDARIZADO A UN EJE TRANSVERSAL, SE SOLIDARIZAN A SU VEZ RESPECTIVAS BIELAS BASCULANTES, QUE EN SU BASCULACION SUMINISTRAN EL MOVIMIENTO GIRATORIO AL CITADO PIÑON, HABIENDOSE PREVISTO QUE DICHAS BIELAS RECIBAN EL MOVIMIENTO, A TRAVES DE SUS EXTREMOS LIBRES, DEL VASTAGO ASOCIADO AL PISTON DEL CITADO CILINDRO NEUMATICO.
(01/01/1987). Solicitante/s: F.I.M. S.R.L.
CIZALLA ANGULAR. COMPRENDE: DOS ACCIONADORES DE CILINDROS DE EMBOLOS IGUALES PARA UN PUNZON , QUE SE ENCUENTRAN EN LOS BRAZOS LATERALES DE LA CABEZA DEL PUNZON Y DESCANSAN SOBRE LA PLACA DE LA MESA DE LA MAQUINA , YENDO DISPUESTOS DETRAS DE LAS CUCHILLAS, A LA MISMA DISTANCIA LATERAL, JUNTO AL PLANO DE LA SECCION TRANSVERSAL QUE PASA POR LA PUNTA DE LA CUCHILLA Y POR EL EJE PESADO; UN TERCER ACCIONAMIENTO DE CILINDRO DE EMBOLO QUE SE ENCUENTRA EN LA BASE (8B) DEL PUNZON , Y DESCANSA SOBRE LA PLACA DEL FONDO ; Y UNA CAMARA QUE VA CUBIERTA CON UNA PLACA SUPERIOR DE ANILLO DE BRIDAS Y CON UNA PLACA INFERIOR DE ANILLO DE BRIDAS . TIENE APLICACIONES PARA CORTAR ANGULOS DE CHAPA Y SIMILARES.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}