Método y unidad para entallar piezas metálicas, particularmente chapas y perfiles.
Método para entallar piezas metálicas que comprende
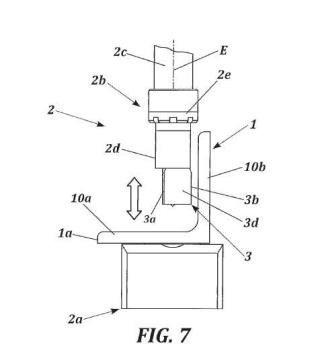
disponer una pieza metálica (1) en una unidad de punzonado (2) que comprende una herramienta de corte (2d) y un cilindro actuador (2c),
en el que
la entalladura (4) se realiza en base a un patrón (6) de entalladura que comprende un contorno proyectado (7) coincidente con el contorno (5) de la entalladura (4),
la periferia cortante (3) de la herramienta de corte (2d) comprende un contorno con una parte cortante delantera (3b) con una configuración y una extensión geométricamente coincidentes con como máximo un tramo delantero (5b) del contorno (5) de la entalladura (4), y sendas partes cortantes laterales (3c, 3d) que tienen una configuración equivalente como máximo a una fracción de un tramo proyectado lateral (7c, 7d), estando el baricentro (CP) de la periferia cortante (3) alineado con el eje (E) del cilindro actuador (2c) de la unidad de punzonado para que la fuerza axial de empuje del cilindro actuador (2c) actúe en dicho baricentro (CP);
la entalladura (4) se realiza aplicando una secuencia de punzonado programada de sucesivos golpes de punzonado en cada uno de los que el perímetro cortante (3) recorta sucesivamente partes de material mediante un programa basado en el patrón (6) de entalladura, sin realizar un giro relativo entre la periferia cortante (3) y la pieza metálica (1).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330549.
Solicitante: GEKA AUTOMATION, S.L.
Nacionalidad solicitante: España.
Inventor/es: HERRERO ZABALETA,Alberto José, AZURMENDI OCHOA DE ALDA,Jaione.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Corte con sacabocados o punzado de piezas sin elaborar o de objetos, con o sin producción de desechos; Entallado.
- B26D3/14 B […] › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Formación de ranuras en el contorno de la pieza por corte.
- B26F1/12 B26 […] › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › para ranurar los bordes de la pieza.
Fragmento de la descripción:
Método y unidad para entallar piezas metálicas, particularmente chapas y perfiles.
Campo de la invención La presente invención se engloba en el sector técnico del conformado en frío, particularmente el entallado, de piezas metálicas y es especialmente útil en el entallado de 5 chapas y perfiles metálicos.
Antecedentes de la invención La operación de entallado ("notching") de piezas metálicas se realiza habitualmente en perfiles metálicos bien para librar zonas de colisión de las piezas metálicas en el montaje de estructuras, bien para proceder al pliegue del componente consistente en la pieza 10 metálica.
La operación de entallado se puede realizar por diversas tecnologías tales como usando una cizalla-punzonadora ("ironworker") , corte por plasma, electroerosión por hilo o corte láser. En general el corte de la pieza metálica, el entallado y la realización de los orificios se lleva a cabo en distintas máquinas. Cuando se trata de realizar series largas 15 minimizando el coste económico de la serie, estos componentes tienden a realizarse en líneas de punzonado, entallado, taladrado y cizalla.
El entallado mecánico se realiza mediante un corte por presión de una porción del canto de la pieza. Se realiza con una herramienta especial para realizar el entallado. Los sistemas que llevan a cabo este proceso utilizan un cilindro hidráulico con una herramienta 20 que presenta una cuchilla móvil y una cuchilla fija entre las que se aplica una holgura.
Mecánicamente, en el proceso de entallado se crea un momento sobre la herramienta que tiende a separarla del material. Por esta razón, el diseño de estos sistemas tiende a disponer de un sistema de guiado de la cuchilla móvil que absorbe el momento con objeto de que el cilindro que aplique la fuerza actúe principalmente en dirección axial y el 25 citado momento no dañe las juntas de su vástago.
La fuerza a aplicar dependerá de la porción del perímetro de la pieza a entallar que cae dentro del material, el espesor de la pieza y la resistencia a cortadura del material. Es habitual que las entallas de perfiles angulares precisen mucha fuerza para llevar a cabo el corte por cizalladura del material. 30
De cara a trabajar en una línea automática, estos sistemas requieren de mucho mantenimiento y son una fuente de problemas cuando deben trabajar en continuo, produciendo un alto número de ciclos. Las guías del sistema de guiado se encuentran sometidas a esfuerzos elevados y a fatiga. Por esta razón, los equipos de entallado no suelen ofertarse como opción por defecto de las líneas automáticas, y pocas compañías los 35 ofertan ni siquiera como opcional por tratarse de una fuente de problemas.
Sin embargo, aunque se aplican los mismos problemas anteriormente descritos, es posible llevar a cabo el proceso de entallado por punzonado y presenta también indudables ventajas por lo que resultaría deseable poder disponer de un sistema que comprendiera las ventajas pero no los inconvenientes del entallado por punzonado. 40
Descripción de la invención La presente invención tiene por objeto superar los inconvenientes anteriormente mencionados mediante un método y un dispositivo en los que la unidad de punzonado se utiliza con una herramienta especial para llevar a cabo el entallado en varios golpes empleando un algoritmo de control que permite obtener la geometría requerida en la entalla, programando los golpes de modo que el momento sobre el punzón se minimice.
Así el método conforme a la invención comprende
disponer una pieza metálica a entallar que tiene al menos un canto, un espesor, y 5 una resistencia a cortadura de material, en una unidad de punzonado que comprende un dispositivo punzonador con un cilindro actuador con un eje, que aplica una fuerza axial de empuje a una herramienta de corte, comprendiendo la herramienta de corte una periferia cortante con dos mitades simétricas y un baricentro por el que pasa un eje ortogonal al eje de simetría; 10
practicar una entalladura que tiene un contorno coincidente con una porción del canto de la pieza metálica;
extraer la pieza metálica entallada de la unidad de punzonado;
de tal forma que la entalladura se realiza en base a un patrón de entalladura que comprende un 15 contorno proyectado coincidente con el contorno de la entalladura, y que comprende un eje proyectado de simetría coincidente con el eje de simetría de la entalladura;
la periferia cortante de la herramienta de corte comprende un contorno con una parte cortante delantera con una configuración y una extensión geométricamente coincidentes con como máximo un tramo delantero del contorno de la entalladura, y sendas partes cortantes 20 laterales que tienen una configuración equivalente como máximo a una fracción de un tramo lateral proyectado, y el baricentro de la periferia cortante de la herramienta de corte está alineado con el eje del cilindro actuador para que la fuerza axial de empuje del cilindro actuador actúe en dicho baricentro;
la entalladura se realiza aplicando una secuencia de punzonado programada de 25 sucesivos golpes de punzonado en respectivas posiciones de corte en cada uno de los que el perímetro cortante recorta sucesivamente partes de material mediante un programa basado en el patrón de entalladura, sin realizar un giro relativo entre la periferia cortante y la pieza metálica.
En una realización, en este método 30
la pieza metálica a entallar comprende un espesor, y una resistencia a cortadura de material y la periferia cortante comprende una parte cortante trasera, una parte cortante delantera y sendas partes cortantes laterales que tienen la misma longitud y unen la parte cortante delantera con la parte cortante trasera, siendo sus dos mitades simétricas respecto de un eje de simetría que se extiende entre la parte cortante trasera y la parte cortante 35 delantera;
la entalladura en la pieza metálica se practica mediante el dispositivo punzonador, empleando una fuerza de punzonado determinada en base al contorno del contorno de la periferia cortante, el espesor y la resistencia a cortadura de la pieza metálica, para obtener una pieza metálica entallada con una entalladura con un contorno delimitado entre un tramo 40 trasero coincidente con una porción del canto de la pieza metálica, un tramo delantero, opuesto al tramo trasero, y sendos tramos laterales de longitudes iguales que se extienden lateralmente entre el tramo trasero y el tramo delantero, y que comprende dos mitades simétricas respecto de un eje de simetría que se extiende entre dicho tramo trasero y dicho tramo delantero, en base al patrón de entalladura comprendiendo el patrón un contorno 45
proyectado un tramo proyectado trasero, un tramo proyectado delantero, dos tramos proyectados laterales, y el eje proyectado de simetría respectivamente coincidentes con los tramos trasero delantero y laterales y con el eje de simetría de la entalladura;
la secuencia de punzonado programada deja libres sucesivas escotaduras dentro del contorno proyectado; 5
en cada posición de corte, la herramienta de corte se ha dispuesto de manera que en cada pareja de partes cortantes opuestas, ambas partes cortantes opuestas cortan sendos lados opuestos de material de resistencia al menos similar, a fin de que la parte de material a cortar que se encuentra debajo de la periferia cortante tenga una distribución que minimice fuerzas de cizalladura que generen momentos cuando se corta dicha parte de material. 10
Para realizar cortes con las partes cortantes laterales de la periferia cortante, preferentemente el eje ortogonal de la periferia cortante se hace coincidir con una línea media de una parte de material que se recorta dentro del contorno proyectado mediante el golpe de punzonado, quedando dicha línea media alineada con el eje ortogonal de la periferia cortante, mientras que, para realizar cortes con las partes cortantes delantera y 15 trasera de la periferia cortante, preferentemente el eje de simetría de la periferia cortante se hace coincidir con una línea central de una porción de material de la que se recorta la parte de material dentro del contorno proyectado mediante el golpe de punzonado, quedando dicha línea central alineada con el eje de simetría de la periferia cortante.
También preferentemente, la secuencia de punzonado comprende un golpe de 20 punzonado inicial efectuado desde una posición de corte inicial, para cortar una primera parte de material situada dentro del contorno proyectado y distanciada del tramo proyectado trasero del contorno proyectado de manera que la periferia cortante realiza un corte inicial por todos sus lados cortantes, y un golpe de punzonado final para cortar una última...
Reivindicaciones:
1. Método para entallar piezas metálicas que comprende disponer una pieza metálica (1) a entallar que tiene al menos un canto (1a) , un espesor, y una resistencia a cortadura de material, en un plano de trabajo en una unidad de punzonado (2) que comprende un dispositivo punzonador (2b) con un cilindro actuador (2c) 5 con un eje (E) , que aplica una fuerza axial de empuje a una herramienta de corte (2d) , comprendiendo la herramienta de corte (2d) una periferia cortante (3) con dos mitades simétricas y un baricentro (CP) por el que pasa un eje ortogonal (OP) al eje de simetría (SPC) ;
practicar una entalladura (4) que tiene un contorno (5) coincidente con una porción del canto (1a) de la pieza metálica (1) ; 10
extraer la pieza metálica (1) entallada de la unidad de punzonado (2) ;
caracterizado porque la entalladura (4) se realiza en base a un patrón (6) de entalladura que comprende un contorno proyectado (7) coincidente con el contorno (5) de la entalladura (4) , y que comprende un eje proyectado de simetría (SPE) coincidente con el eje de simetría (SE) de la 15 entalladura (4) ;
la periferia cortante (3) de la herramienta de corte (2d) comprende un contorno con una parte cortante delantera (3b) con una configuración y una extensión geométricamente coincidentes con como máximo un tramo delantero (5b) del contorno (5) de la entalladura (4) , y sendas partes cortantes laterales (3c, 3d) que tienen una configuración equivalente 20 como máximo a una fracción de un tramo proyectado lateral (7c, 7d) , y el baricentro (CP) de la periferia cortante (3) de la herramienta de corte (2d) está alineado con el eje (E) del cilindro actuador (2c) para que la fuerza axial de empuje del cilindro actuador (2c) actúe en dicho baricentro (CP) ;
la entalladura (4) se realiza aplicando una secuencia de punzonado programada de 25 sucesivos golpes de punzonado en respectivas posiciones de corte en cada uno de los que el perímetro cortante (3) recorta sucesivamente partes de material mediante un programa basado en el patrón (6) de entalladura, sin realizar un giro relativo entre la periferia cortante (3) y la pieza metálica (1) .
2. Método, según la reivindicación 1, caracterizado porque 30
la pieza metálica (1) a entallar comprende un espesor y una resistencia a cortadura de material, y la periferia cortante (3) comprende una parte cortante trasera (3a) , una parte cortante delantera (3b) y sendas partes cortantes laterales (3c, 3d) que tienen la misma longitud y unen la parte cortante delantera (3b) con la parte cortante trasera (3a) , siendo sus dos mitades simétricas respecto de un eje de simetría (SPC) que se extiende entre la parte 35 cortante trasera (3a) y la parte cortante delantera (3b) ;
la entalladura (4) en la pieza metálica (1) se practica mediante el dispositivo punzonador (2b) , empleando a una fuerza de punzonado determinada en base al contorno de la periferia cortante (3) , el espesor y la resistencia a cortadura de la pieza metálica I1) , para obtener una pieza metálica (1) entallada con una entalladura (4) con un contorno (5) 40 delimitado entre un tramo trasero (5a) coincidente con una porción del canto (1a) de la pieza metálica (1) , un tramo delantero (5b) , opuesto al tramo trasero (5a) , y sendos tramos laterales (5c, 5d) de longitudes iguales que se extienden lateralmente entre el tramo trasero (5a) y el tramo delantero (5b) , y que comprende dos mitades simétricas respecto de un eje de simetría (SE) que se extiende entre dicho tramo trasero (5a) y dicho tramo delantero (5b) , 45
en base al patrón (6) de entalladura comprendiendo el patrón (6) un contorno proyectado (7) un tramo proyectado trasero (7a) , un tramo proyectado delantero (7b) , dos tramos proyectados laterales (7c, 7d) , y el eje proyectado de simetría (SPE) respectivamente coincidentes con los tramos trasero (5a) , delantero (5b) y laterales (5c, 5d) y con el eje de simetría (SE) de la entalladura (4) ; 5
la secuencia de punzonado programada deja libres sucesivas escotaduras (8) dentro del contorno proyectado (7) ;
en cada posición de corte, la herramienta de corte (2d) se ha dispuesto de manera que en cada pareja de partes cortantes (3a-3b.
3. 3d) opuestas, ambas partes cortantes opuestas (3a-3b.
3. 3d) cortan sendos lados opuestos de material de resistencia al menos 10 similar, a fin de que la parte de material a cortar que se encuentra debajo de la periferia cortante (3) tenga una distribución que minimice fuerzas de cizalladura que generen momentos cuando se corta dicha parte de material.
3. Método, según la reivindicación 2, caracterizado porque para realizar cortes con las partes cortantes laterales (3c, 3d) de la periferia cortante (3) , el eje ortogonal (OP) de la 15 periferia cortante (3) se hace coincidir con una línea media (LM) de una parte de material que se recorta dentro del contorno proyectado (7) mediante el golpe de punzonado, quedando dicha línea media (LM) alineada con el eje ortogonal (OP) de la periferia cortante (3) .
4. Método, según la reivindicación 1, 2 ó 3, caracterizado porque para realizar cortes con las partes cortantes delantera y trasera (3b, 3a) de la periferia cortante (3) , el eje de simetría 20 (SPC) de la periferia cortante (3) se hace coincidir con una línea central (LC) de una porción de material de la que se recorta la parte de material dentro del contorno proyectado (7) mediante el golpe de punzonado, quedando dicha línea central (LC) alineada con el eje de simetría (SPC) de la periferia cortante (3) .
5. Método, según la reivindicación 1, 2, 3 ó 4, caracterizado porque la secuencia de 25 punzonado comprende un golpe de punzonado inicial efectuado desde una posición de corte inicial, para cortar una primera parte de material situada dentro del contorno proyectado (7) y distanciada del tramo proyectado trasero (7a) del contorno proyectado (7) de manera que la periferia cortante (3) realiza un corte inicial por todos sus lados cortantes (3a, 3b, 3c, 3d) , y un golpe de punzonado final para cortar una última parte de material para 30 completar el tramo proyectado trasero (7a) .
6. Método, según la reivindicación 5, caracterizado porque el golpe de punzonado inicial se realiza en una posición inicial en la que la parte cortante delantera (3b) coincide con el tramo proyectado delantero (7b) del contorno proyectado (7) .
7. Método, según la reivindicación 5 ó 6, caracterizado porque el golpe de punzonado inicial 35 se realiza en una posición de corte inicial centrada de la herramienta de punzonado (2d) , en la que el eje de simetría (SPC) de la periferia cortante (3) coincide con el eje proyectado de simetría (SPE) del contorno proyectado (7) .
8. Método, según la reivindicación, según la reivindicación 7, caracterizado porque
se elige una herramienta de punzonado (2d) con una periferia cortante (3) que tiene 40 forma de un triangulo isósceles en el que las partes cortantes laterales (3c, 3d) convergen en un vértice cortante delantero definiendo entre sí un ángulo () entre una primera parte cortante lateral (3c) y una segunda parte cortante lateral (3d) , constituyendo el vértice cortante delantero la parte cortante delantera (3b) de la periferia cortante (3) ;
el tramo proyectado delantero (7b) del contorno proyectado (7) es un punto delantero 45
en el que convergen un primer tramo proyectado lateral (7c) y un segundo tramo proyectado lateral (7d) que se extienden en respectivos lados opuestos del eje proyectado de simetría (SPE) , en un ángulo igual que el vértice cortante delantero;
en dicha posición de corte inicial el vértice cortante coincide con el punto delantero del contorno proyectado (7) , y dichas partes cortantes laterales (3c, 3d) coinciden con 5 sendas fracciones de los tramos proyectados laterales (7c, 7d) ;
mediante el golpe de punzonado inicial se obtiene un primera escotadura triangular (81) con un primer cateto y un segundo cateto alejados del eje proyectado de simetría (SPE) del contorno proyectado (7) , que convergen en un vértice delantero que coincide con el punto delantero y con respectivas fracciones de los tramos proyectados laterales (7c, 7d) del 10 contorno proyectado (7) ;
después del golpe de punzonado inicial, se realiza una secuencia de dos golpes de punzonado adicionales comprendiendo cada secuencia un primer golpe de punzonado adicional desde una primera posición lateral en la que la primera parte cortante lateral (3c) coincide con el primer tramo proyectado lateral (7c) , y un segundo golpe de punzonado 15 adicional desde una segunda posición lateral en la que la segunda parte cortante lateral (3d) coincide con el segundo tramo proyectado lateral (7d) , de tal manera que en cada uno de los tramos proyectados laterales (7c, 7d) se obtiene una primera escotadura adicional (82) triangular con un cateto alejado del eje proyectado de simetría (SPE) del contorno proyectado (7) y que está alineado con el primer cateto de la primera escotadura (81) y una segunda 20 escotadura adicional (83) triangular con un cateto alejado del eje proyectado de simetría (SPE) y que está alineado con el segundo cateto de la primera escotadura (81) .
9. Método, según la reivindicación 8, caracterizado porque el segundo golpe de punzonado adicional es el golpe de punzonado final.
10. Método, según la reivindicación 8, caracterizado porque 25
el primer golpe de punzonado adicional es un primer golpe de punzonado intermedio y la primera escotadura adicional (82) es una primera escotadura intermedia;
el segundo golpe de punzonado adicional es un sucesivo segundo golpe de punzonado intermedio y la segunda escotadura adicional (83) es una segunda escotadura intermedia; 30
después del segundo golpe de punzonado intermedio se realiza al menos al menos una ulterior secuencia de golpes de punzonado que comprende un primer golpe de punzonado adicional lateral para obtener una primera escotadura adicional lateral (84) triangular y un cuarto golpe de punzonado adicional lateral para obtener una segunda escotadura adicional lateral (85) ; 35
la primera escotadura adicional lateral (84) y la segunda escotadura adicional lateral (85) se realizan en lados opuestos lados opuestos del y son simétricas con respecto al eje proyectado de simetría (SPE) del contorno proyectado y comprenden respectivos vértices delanteros ubicados alineados entre sí y respectivas bases traseras alineadas entre sí y sendos primeros y segundos catetos que se extienden entre los respectivos vértices 40 delanteros y sendos extremos de los las bases traseras de dichas escotaduras adicionales laterales;
cada golpe de punzonado adicional lateral se realiza en una posición de corte de la herramienta de corte (2d) en la que una de las partes cortantes laterales (3c, 3d) de la periferia cortante (3) está alineada con uno de los catetos alejados del eje proyectado de 45
simetría (SPE) del contorno proyectado (7) de una escotadura (82, 83) vecina previamente realizada.
11. Método, según la reivindicación 10, caracterizado porque el último golpe de punzonado adicional lateral es el golpe de punzonado final con el que se completa el contorno (5) de la entalladura (4) . 5
12. Método, según una cualquiera de las reivindicaciones 8 a 11, caracterizado porque al menos un primer golpe de punzonado adicional se realiza desde una posición en la que la primera parte cortante lateral (3c) de la periferia cortante (3) se solapa con el cateto alineado con uno de los catetos alejados del eje proyectado de simetría (SPE) de una escotadura (8, 82, 83) vecina previamente realizada 10
13. Método, según una cualquiera de las reivindicaciones 8 a 12, caracterizado porque al menos un segundo golpe de punzonado adicional se realiza desde una posición en la que la segunda parte cortante lateral (3d) de la periferia cortante (3) se solapa con el cateto alineado con uno de los catetos alejados del eje proyectado de simetría (SPE) de una escotadura (8, 82, 83) vecina previamente realizada 15
14. Método, según una cualquiera de las reivindicaciones 8 a 13, caracterizado porque la periferia cortante (3) tiene forma de un triangulo equilátero.
15. Método, según la reivindicación 7, caracterizado porque
se ha seleccionado una herramienta de corte con una periferia cortante (3) con una parte cortante delantera (3b) que coincide con la configuración y extensión del tramo 20 proyectado delantero (7b) , y partes cortantes laterales paralelas (3c, 3d) coincidentes con fracciones de los respectivos tramos proyectados laterales (7c, 7d) del contorno proyectado (7) ;
mediante el golpe de punzonado inicial se obtiene un escotadura inicial que presenta un ancho uniforme y la configuración y extensión del tramo delantero (5b) así como sendas 25 primeras fracciones de los tramos laterales (5c, 5d) del contorno (5) de la entalladura (4) ;
después del golpe de punzonado inicial, se realiza el golpe de punzado final en el que la última parte de material que se corta para completar el tramo proyectado trasero (7a) es una última franja trasera (1b) de material situada entre el tramo trasero de la escotadura inicial y dicha porción del canto (1a) de la pieza metálica (1) ; 30
el golpe de punzado final se realiza en una posición en la que la parte cortante delantera (3b) sobresale libremente entre las fracciones de los tramos laterales de la escotadura inicial y la parte cortante trasera (3a) sobresale libremente más allá de dicha porción del canto (1a) de la pieza metálica (1) , y en la que las partes cortantes laterales 3c, 3d) están situados sobre las respectivas fracciones de los tramos laterales (5c, 5d) que 35 pasan por dicha última franja trasera (1b) de material.
16. Método, según la reivindicación 15, caracterizado porque la parte cortante delantera (3b) de la periferia cortante (3) es curvada, 17. Método, según la reivindicación 15, caracterizado porque la parte cortante delantera (3b) de la periferia cortante (3) es recta. 40
18. Método, según la reivindicación 12, 13 ó 14, caracterizado porque la parte cortante trasera (3a) de la periferia cortante (3) es curvada,
19. Método, según la reivindicación 15, 16 ó 17, caracterizado porque la parte cortante trasera (3a) de la periferia cortante (3) es recta.
20. Método, según la reivindicación 6, caracterizado porque comprende seleccionar una herramienta de corte (2d) con una periferia cortante (3) que comprende una parte cortante delantera (3b) con un ancho que corresponde a una fracción 5 del tramo proyectado delantero (7b) , y partes cortantes laterales (3c, 3d) paralelas coincidentes con fracciones de los respectivos tramos proyectados laterales (7c, 7d) del contorno proyectado (7) ;
realizar el golpe de punzonado inicial como un primer golpe de punzonado delantero lateral que se realiza en una primera posición delantera lateral a una distancia de un primer 10 lado del eje proyectado de simetría (SPE) del contorno proyectado (7) , de manera que la periferia cortante (3) realiza un corte inicial que comprende cortar una primera fracción delantera extrema del tramo proyectado delantero (7b) y una primera fracción lateral adyacente del primer tramo proyectado lateral (7c) , obteniéndose una primera escotadura delantera (8i) que presenta un ancho uniforme y la configuración y extensión del tramo 15 delantero (4b) de la entalladura (4) ;
realizar un segundo golpe de punzonado delantero lateral en una segunda posición delantera lateral a una distancia de un segundo lado del eje proyectado de simetría (SPE) del contorno proyectado (7) en la que la parte cortante delantera (3b) está alineada con una segunda fracción delantera extrema del tramo proyectado delantero (7b) y una segunda 20 fracción lateral adyacente del segundo tramo proyectado lateral (7d) , para cortar una segunda parte de material situada dentro del contorno proyectado y distanciada del tramo proyectado trasero del contorno proyectado de manera que la periferia cortante realiza un corte adicional por todos sus lados cortantes, obteniéndose una segunda escotadura delantera (8ii) en dicho segundo lado, la cual es simétrica a la primera escotadura delantera 25 (8i) en dicho primer lado, estando separadas la primera y segunda escotadura delantera (8i, 8ii) por una franja delantera (1c) intermedia de material con una línea central (LC) coincidente con una parte del eje proyectado de simetría (SPE) del contorno proyectado (7) y con una parte trasera alineada con las partes traseras de la primera y segunda escotadura delantera (8i, 8ii) , siendo la franja delantera intermedia (1c) menos ancha que la primera y la 30 segunda escotadura delantera (8i, 8ii) ;
realizar un tercer golpe de punzonado en una posición delantera intermedia en la que en la que el eje de simetría (SPC) de la periferia cortante (3) coincide con la línea central (LC) de la franja delantera intermedia (1c) , la parte cortante delantera (3b) está alineada con una fracción delantera intermedia del tramo proyectado delantero (7b) y la parte cortante trasera 35 (3a) está alineada con la parte trasera de la franja delantera intermedia (1c) , los respectivos bordes cortantes laterales (3c, 3d) sobresalen libremente cada uno en una de las escotaduras delanteras (8i, 8ii) , extremas para cortar la franja delantera intermedia (1c) y completar una parte delantera (4a) de la entalladura (4) que comprende un borde trasero (4b) separado del tramo proyectado trasero (7a) por una franja trasera (1b) de material que 40 tiene una línea media (LM) paralela a dicho tramo proyectado trasero (7a) y que tiene un ancho entre la porción del canto (1a) de la pieza metálica (1) menor que la longitud de las partes cortantes laterales (3c, 3d) de la periferia cortante;
realizar un primer golpe de punzonado trasero lateral en una primera posición trasera lateral en la que la primera parte cortante lateral (3c) coincide con una fracción trasera del 45 primer tramo proyectado lateral (7c) , la parte cortante delantera (3b) sobresale libremente a la parte delantera (4a) de la entalladura (4) , y la parte cortante trasera (3a) sobresale libremente del tramo proyectado trasero (7a) , para cortar una primera parte lateral (1d) de la franja trasera (1b) y obtener una primera parte lateral (4c) trasera de la entalladura (4) ;
realizar el golpe de punzonado final como un segundo golpe de punzonado trasero lateral, en una segunda posición trasera lateral, en la que la segunda parte cortante lateral (3d) coincide con una fracción trasera del segundo tramo proyectado lateral (7d) , la parte cortante delantera (3b) sobresale libremente a la parte delantera (4a) de la entalladura (4) , y 5 la parte cortante trasera (3a) sobresale libremente del tramo proyectado trasero (7a) , para cortar una segunda parte lateral (1e) de la franja trasera (1b) simétricamente opuesta a dicha primera parte lateral (1d) de la franja trasera (1b) , y obtener una segunda parte lateral trasera (4d) de la entalladura (4) , completando una parte trasera de la entalladura (4) y así el contorno (5) de la entalladura (4) . 10
21. Método, según la reivindicación 20, caracterizado porque para cortar la franja delantera intermedia (1c) mediante el tercer golpe de punzonado en dicha posición delantera intermedia, el baricentro (CP) de la periferia cortante (3) se hace coincidir con un punto central entre dos mitades de la línea central (LC) de la franja delantera intermedia (1c) .
22. Método, según la reivindicación 20 ó 21, caracterizado porque para realizar cada golpe 15 de punzonado trasero lateral, el baricentro (CP) de la periferia cortante (3) se hace coincidir con un punto central entre dos mitades de la respectiva parte lateral (1d, 1e) que estásituado en la línea media (LM) de la franja trasera (1b) .
23. Unidad de punzonado para realizar el método según una cualquiera de las reivindicaciones precedentes, con una unidad de punzonado (2) que comprende una unidad 20 de soporte (2a) con elementos de inmovilización para una pieza metálica (1) a punzonar, y un cilindro actuador (2c) con un eje (E) , para aplicar una fuerza axial de empuje a una herramienta de corte (2d) amarrada a un dispositivo punzonador (2b) mediante un dispositivo portaherramientas (2e) , comprendiendo la herramienta de corte (2d) una periferia cortante (3) con una parte cortante trasera (3a) , una parte cortante delantera (3b) y sendas 25 partes cortantes laterales (3c, 3d) que tienen la misma longitud, y unen la parte cortante delantera (3b) con la parte cortante trasera (3a) , comprendiendo la periferia cortante (3) dos mitades simétricas respecto de un eje de simetría (SPC) que se extiende entre la parte cortante trasera (3a) y la parte cortante delantera (3b) , y un baricentro (CP) por el que pasa un eje ortogonal (OP) al eje de simetría (SPC) , estando la unidad de punzonado (2) controlada 30 por una unidad de control programada; caracterizada porque
la parte cortante delantera (3b) tiene una configuración y una extensión geométricamente coincidentes con como máximo el tramo delantero (5b) del contorno (5) de la entalladura (4) , y cada parte cortante lateral (3c, 3d) tiene una configuración equivalente como máximo a una fracción del respectivo tramo proyectado lateral (7c, 7d) ; 35
el baricentro (CP) de la periferia cortante (3) de la herramienta de corte (2d) está alineado con el eje (E) del cilindro actuador (2c) para que la fuerza axial de empuje del cilindro actuador (2C) actúe en dicho baricentro (CP) ;
la unidad de control programada comprende a un algoritmo de control basado en el patrón (6) de entalladura, una resistencia a cortadura de material y la secuencia de golpes 40 de punzonado, y las posiciones de corte, diseñado para controlar que, en cada posición de corte, la herramienta de corte (2d) se ha dispuesto de manera que en cada pareja de partes cortantes opuestas (3a-3b.
3. 3d) , ambas partes cortantes opuestas (3a-3b.
3. 3d) cortan sendas partes de material de resistencia al menos similar, a fin de que la parte de material a cortar que se encuentra debajo de la periferia cortante tenga una distribución que minimice 45 fuerzas de cizalladura que generen momentos cuando se corta dicha parte de material.
24. Unidad de punzonado, según la reivindicación 23, caracterizada porque comprende un mecanismo de desplazamiento conectado al dispositivo punzonador (2b) , diseñado para posicionar la herramienta de corte (2d) en posiciones de corte diferentes;
los elementos de inmovilización están diseñados para mantener la pieza metálica (1) 5 en una única posición fija en el plano de trabajo y controlar su posición axial mientras que la herramienta de corte (2d) se desplaza entre las posiciones de corte diferentes.
25. Unidad de punzonado, según la reivindicación 23, caracterizada porque
la herramienta de corte (2d) está inmovilizada en una única posición en el plano de trabajo; 10
comprende elementos de desplazamiento conectados a la unidad de soporte (1a) , diseñados, para desplazar la pieza metálica (1) de forma que quede enfrentada a periferia cortante (3) de la herramienta de corte (2d) en las posiciones de corte diferentes.
26. Unidad de punzonado, según una cualquiera de las reivindicaciones 23 a 25, porque el cilindro actuador (2c) es un cilindro hidráulico. 15
27. Unidad de punzonado, según una cualquiera de las reivindicaciones 23 a 25, porque el cilindro actuador (2c) es un cilindro neumático.
Patentes similares o relacionadas:
Mejoras en y referentes a postes de seguridad, del 13 de Septiembre de 2017, de VALMONT HIGHWAY TECHNOLOGY LIMITED: Un poste frangible para una barrera de cuneta que comprende al menos dos miembros de poste dispuestos perpendiculares entre sí, […]
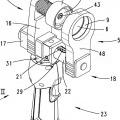 Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Par de mordazas para troquelar agujeros, del 26 de Agosto de 2015, de GUSTAV KLAUKE GMBH: Par de mordazas apto para unirse con un aparato de preferencia hidráulicamente accionable y configurado como un par de mordazas basculantes para […]
Dispositivo de estabilización flexible que incluye una varilla y una herramienta para producir la varilla, del 8 de Octubre de 2014, de Biedermann Technologies GmbH & Co. KG: Dispositivo de estabilización flexible para unir al menos dos dispositivos de anclaje óseo que se aplican a vértebras de la columna vertebral, que comprende una varilla […]
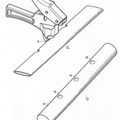
 Dispositivo de estabilización flexible que incluye una barra y una herramienta para producir la barra, del 24 de Abril de 2013, de Biedermann Technologies GmbH & Co. KG: Herramienta para separar material de un elemento flexible en forma de barra (22, 10a) queincluye un material elastomérico, con el fin de realizar […]
Dispositivo de estabilización flexible que incluye una barra y una herramienta para producir la barra, del 24 de Abril de 2013, de Biedermann Technologies GmbH & Co. KG: Herramienta para separar material de un elemento flexible en forma de barra (22, 10a) queincluye un material elastomérico, con el fin de realizar […]
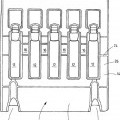 DISPOSITIVO DE SEPARACIÓN, del 6 de Mayo de 2011, de HANSEN, BERND: Dispositivo de separación, para llevar a cabo la separación de artículos para el envasado, individuales, que están constituidos por un conjunto marco […]
DISPOSITIVO DE SEPARACIÓN, del 6 de Mayo de 2011, de HANSEN, BERND: Dispositivo de separación, para llevar a cabo la separación de artículos para el envasado, individuales, que están constituidos por un conjunto marco […]
 HERRAMIENTAS DE PUNZONADO PARA MANGUERA DE RIEGO DE SECCION PLANA, del 16 de Mayo de 2008, de ELDAR,MORDECHAI: Se describe una herramienta de corte para practicar un agujero en una pared de un tubo de plástico plano. La herramienta de corte comprende una parte de cuerpo provista con […]
HERRAMIENTAS DE PUNZONADO PARA MANGUERA DE RIEGO DE SECCION PLANA, del 16 de Mayo de 2008, de ELDAR,MORDECHAI: Se describe una herramienta de corte para practicar un agujero en una pared de un tubo de plástico plano. La herramienta de corte comprende una parte de cuerpo provista con […]
HERRAMIENTA DE PUNZONAR PARA CORREAS., del 16 de Octubre de 2006, de E.C.H. WILL GMBH: Herramienta de punzonar para correas con una estructura de punzonado en zigzag de al menos tres filos de corte , en […]
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]