CIP-2021 : B29K 105/04 : celular o porosa.
CIP-2021 › B › B29 › B29K › B29K 105/00 › B29K 105/04[1] › celular o porosa.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES.
B29K 105/00 Presentación, forma o estado de la materia moldeada.
B29K 105/04 · celular o porosa.
CIP2021: Invenciones publicadas en esta sección.
(27/05/2020). Solicitante/s: Finnfoam Oy. Inventor/es: NIEMINEN,HENRI.
Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos paralelos, y primer y segundo bordes laterales cortos paralelos perpendiculares a los bordes laterales largos, que delimitan las superficies, estando hecha dicha placa de aislamiento de perlas de polímero de poliestireno expandido, polipropileno expandido o polietileno expandido, en donde las perlas de polímero y sus celdas están intactas y tienen una forma alargada en toda la placa de aislamiento, y la conductividad térmica de la placa de aislamiento perpendicular a las superficies grandes es de 0,026 a 0,033 W/K · m, o de 0,027 a 0,030 W/K · m.
PDF original: ES-2811501_T3.pdf
Método de fabricación de un producto inflable con un acabado de espuma unible.
(13/05/2020). Solicitante/s: NautiBuoy Marine Limited. Inventor/es: BUILDER,CLAY, ANDERSON,NINA.
Método de fabricación de un producto inflable con un acabado de espuma unible caracterizado por:
modificar una estructura molecular de al menos una hoja de espuma;
encolar un material flexible, encolable o soldable sobre la al menos una hoja de espuma modificada para crear una estructura adherida; y
encolar la estructura adherida al producto inflable.
PDF original: ES-2810248_T3.pdf
Dispositivo de mezclado con un dispositivo de mantenimiento de presión, y procedimiento relacionado.
(06/05/2020) Dispositivo de mezclado con al menos una abertura de alimentación para al menos un líquido, y con al menos otra abertura de alimentación para al menos un endurecedor o un agente de reticulación líquido, donde el líquido y/o el endurecedor o el agente de reticulación líquido está o están mezclados con un gas, y con una abertura de descarga para descargar una mezcla del al menos un líquido y al menos un endurecedor o un agente de reticulación líquido, que puede producirse en el dispositivo de mezclado, donde está previsto un dispositivo de mantenimiento de presión para mantener una presión predeterminable más elevada que aquella presión en la cual en el dispositivo de mezclado se produce un espumado del gas, donde…
Procedimiento en molde para producir nanoespuma.
(25/03/2020) Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del molde definida por las paredes del molde, comprendiendo las paredes del molde por lo menos tres piezas que forman un recinto cerrado alrededor de la cavidad del molde, mientras que por lo menos una pared es móvil con respecto a las otras paredes, en el que las tres piezas son la placa superior y la placa inferior opuestas y las placas laterales orientadas de tal manera que las placas laterales se extienden entre las placas superior e inferior, teniendo el molde además un puerto sellable que proporciona acceso a la cavidad del molde cuando está abierto…
Aparato y procedimiento para la producción de embriones de espuma expandida.
(18/03/2020) Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de:
- proporcionar un plastisol;
- proporcionar una unidad de inyección para el moldeo por inyección que comprende un cilindro con una boquilla y una unidad de control adaptada para controlar la contrapresión Pback en el interior del cilindro y para mantener dicha presión por encima de una presión de espumación crítica;
- proporcionar un molde que comprende un orificio de inyección, un medio que ejerce una fuerza, una primera y una segunda mitad de molde que forman una cavidad de molde con un volumen de cavidad, donde las mitades de molde pueden moverse una respecto de la otra para modificar el volumen de la cavidad, donde el molde se proporciona en un estado frío que tiene…
Cierre sintético multicomponente y método de su fabricación.
(01/01/2020) Un método para producir unos cierres multicomponente que comprenden al menos un polímero termoplástico para que se introduzca y quede retenido fijamente en un cuello que forma una boca de un envase, comprendiendo dicho método los pasos de:
a. extrudir una extensión de material de forma sustancialmente cilíndrica, alargada y continua para formar el elemento central del cierre ;
b. opcionalmente, extrudir separadamente una o varias capas independientes y separadas de material plástico con un ajuste de unión íntimo con la extensión alargada y continua de material que forma el elemento central o, en el caso de varias capas independientes, con un ajuste de unión íntimo con la capa independiente más exterior respectiva que se forma…
Membrana de separación con una adhesión mejorada y proceso para obtenerla.
(27/11/2019) Membrana del tipo separador con adhesión mejorada, de material plástico, compuesta de una lámina extruida del tipo protuberante e impermeable que está acoplada en el lado inferior con una capa de base permeable de una tela no tejida; en que dicha lámina está provista de protuberancias dispuestas en una matriz con un paso constante (P) que sobresale hacia abajo de tal manera que las respectivas cámaras se abren en la cara superior para permitir la penetración del pegamento adhesivo del cuello del lecho del suelo; en que dicha lámina está provista en correspondencia con cada cámara con un elemento de retención de dicho adhesivo de cemento;
en que en el lado inferior de dicha membrana las superficies de contacto entre las partes anteriores de las protuberancias y dicha capa de base suman…
Elemento filtrante con capacidad de verificación mejorada después de la vaporización en seco.
(13/11/2019) Elemento filtrante fusionado con capacidad de verificación mejorada después de la vaporización en seco o alternativamente después de la esterilización por irradiación, que comprende una carcasa que comprende un plástico o una mezcla de plástico, y una membrana polimérica porosa, resistente a la acción mecánica, térmica y química hidrófilamente modificada, cuya tensión superficial a 20 °C es mayor que 72 mN/m, en donde la hidrofilización de la membrana polimérica se logra modificando química o físicamente una membrana polimérica no modificada con un agente hidrofilizante,
la membrana polimérica se une a la carcasa a través…
Procedimiento para la producción de una banda de película multicapa y una banda de película multicapa.
(30/10/2019) Un procedimiento para la producción de una banda de película multicapa a partir de al menos dos bandas de película de partida hechas de material polimérico termoplástico, en el que cada banda de película de partida comprende al menos un componente polimérico de bajo punto de fusión y al menos un componente polimérico de alto punto de fusión, en el que el procedimiento comprende las siguientes etapas:
producir las al menos dos bandas de película de partida mediante extrusión por soplado, extrusión plana o una combinación de extrusión por soplado y extrusión plana,
guiar las al menos dos bandas de película de partida…
Dispositivo de filtración y proceso de formación del mismo.
(23/10/2019) Un dispositivo de filtración que comprende una primera y una segunda placa de soporte, en el que la primera y segunda placas de soporte están formadas por fluoruro de polivinilideno, cada una de las placas de soporte primera y segunda tienen una primera superficie enfrentada y una segunda superficie opuesta a la primera superficie de cada soporte placa, las placas de soporte primera y segunda tienen cada una al menos un puerto formado desde la primera superficie hasta la segunda superficie de cada placa de soporte respectivamente, en la que la primera superficie de la primera placa de soporte está unida por calor a una membrana porosa seleccionada del grupo que consiste de polisulfona, polietersulfona, mezclas de los mismos y copolímeros…
Bastidor auxiliar y método para reforzar el mismo.
(24/07/2019) Un método para reforzar un bastidor auxiliar de vehículo que comprende una o más piezas de chapa metálica huecas, en el que el método comprende:
una etapa que consiste en determinar al menos un área en la pieza de chapa metálica hueca del bastidor auxiliar con respecto a las condiciones especificadas, en el que la etapa que consiste en determinar el área se consigue por tecnología de optimización de la topología en un ordenador; una etapa que consiste en preparar una pieza de refuerzo que es capaz de ser insertada en la pieza de chapa metálica hueca del bastidor auxiliar en dicha área, en el que la pieza de refuerzo comprende un soporte ligero para soportar la pieza de chapa metálica y una preespuma de un material de espuma que puede expandirse después de calentarse, en el que el soporte ligero comprende al menos una…
Procedimiento para producir una pieza de material de plástico que tiene un núcleo de espuma.
(30/04/2019). Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: GILLE, DENIS, PRAT,JEAN-FRANÇOIS, HERAULT,RICHARD.
Procedimiento para producir una pieza de material de plástico (PS) que tiene una estructura de tipo intercalado, en el que:
- se disponen en un molde (MO) al menos dos láminas de material de plástico (FMP) reforzado con fibras;
- se dispone en el molde (MO) al menos un inserto de espuma (IM) entre las láminas de material de plástico (FMP), formando el inserto de espuma (IM) un núcleo estructural;
- se cierra el molde (MO), y se aplica una presión y una temperatura elegidas para permitir la fluencia y la polimerización del material de plástico; y
- se desmoldea la pieza (PS) así obtenida.
PDF original: ES-2711121_T3.pdf
Procedimiento continuo para extruir espuma nanoporosa.
(18/03/2019) Un procedimiento de espumación por extrusión continuo, que comprende las siguientes etapas:
(a) proporcionar un fundido polimérico en un extrusor de una línea de espumación por extrusión, comprendiendo el fundido polimérico una composición polimérica que tiene una temperatura de ablandamiento y que consiste en todos los polímeros en el fundido polimérico;
(b) introducir dióxido de carbono en el fundido polimérico dentro de la línea de espumación por extrusión a una presión de adición inicial mientras se mezclan el fundido polimérico y el dióxido de carbono entre sí y mientras el fundido polimérico está a una temperatura de adición inicial que está por encima de la temperatura de ablandamiento de la composición polimérica, para formar una mezcla polímero/dióxido de carbono en donde la cantidad total de dióxido de carbono añadida…
Estructuras compuestas de película-espuma anisotrópicas.
(12/03/2019). Solicitante/s: Dow Global Technologies LLC. Inventor/es: MAZOR,MICHAEL,H, DOOLEY,JOSEPH, BARGER,MARK A, BAER,ERIC, BLAND,DAVID, GARCIA,JERRY A.
Una estructura compuesta de espuma-película multicapa que comprende de 5 a 300 capas, las capas alternando entre película y espuma, en donde cada una de las capas está en relación adyacente con y fusionada a las capas adyacentes inmediatas y cada capa de espuma comprende celdillas anisotrópicas que tienen una relación anisotrópica X a Z de más de 2, en donde X es el tamaño celular promedio en la dirección de la máquina y Z es el tamaño celular promedio en la dirección de espesor, y en donde cada capa de espuma tiene un espesor de desde 10 μm a 1.000 μm.
PDF original: ES-2703697_T3.pdf
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde.
(06/03/2019) Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo moldeado de espumación , el miembro de inserto incluye una pieza incrustada a incrustar en el cuerpo moldeado de espumación formado de cuencas pre-expandidas de resina con base de poliolefina y una pieza protuberante (3a) que sobresale del cuerpo moldeado de espumación hacia el exterior, en donde
el molde para moldeo de espuma en molde de resina con base de poliolefina comprende:
una pieza cóncava de acomodo que puede acomodar la pieza protuberante (3a); y
unos medios de apertura/cierre tienen una pieza de apertura/cierre que puede abrir y cerrar una abertura de lado cavidad de la pieza cóncava de acomodo…
Procedimiento para la preparación de una cinta de película cargada.
(26/02/2019). Solicitante/s: RKW SE. Inventor/es: BORMANN,LUDWIG.
Procedimiento para la producción de una cinta de película cargada a partir de una cinta de película de partida microporosa de material polimérico termoplástico, que contiene al menos un componente polimérico de bajo punto de fusión, un componente polimérico de alto punto de fusión y una carga, el procedimiento que comprende las siguientes etapas:
calentamiento de la cinta de película de partida microporosa hasta el estado parcialmente fundido, en el que se encuentra al menos un componente polimérico de bajo punto de fusión en estado líquido fundido y al menos un componente polimérico de alto punto de fusión no en estado líquido fundido, y
enfriamiento mediante conducción de la cinta de película parcialmente fundida mediante una ranura de rodillo enfriada.
PDF original: ES-2701915_T3.pdf
Procedimiento para la fabricación de planchas termoplásticas de varias capas mediante soldadura térmica de chapas diferentes.
(29/11/2018) Procedimiento para la fabricación de planchas termoplásticas de al menos dos capas mediante soldadura térmica de al menos una primera plancha termoplástica más delgada que tiene una densidad (D1) y al menos una segunda plancha termoplástica más delgada que tiene una densidad (D2), en cuyo caso la densidad (D1) de la primera plancha termoplástica más delgada es más pequeña que la densidad (D2) de la segunda plancha termoplástica más delgada, el cual comprende los siguientes pasos a) a e):
a) la primera plancha termoplástica más delgada y la segunda plancha termoplástica más delgada se orientan mutuamente en paralelo a una distancia (a), de modo que forman un espacio intermedio,
b) al menos un primer elemento…
Hoja separadora altamente porosa.
(23/10/2018). Solicitante/s: TREOFAN GERMANY GMBH & CO.KG. Inventor/es: BUSCH, DETLEF, SCHMITZ,BERTRAM, KLEIN,DOMINIC.
Método para producir una hoja de polipropileno porosa de una sola capa o capas múltiples en el que el polímero de propileno y agentes ß-nucleantes se funden en un extrusor y se extruyen a través de una boquilla plana en un rodillo de extracción, en el que la película fundida se enfría y solidifica, formando ß-cristalitos y esta hoja a continuación se estira en la dirección longitudinal y subsiguientemente se estira en la dirección transversal,
caracterizado porque en el estiramiento transversal la hoja se estira a una velocidad de estiramiento lenta de menos de 40 %/seg.
PDF original: ES-2687090_T3.pdf
Espuma moldeada tubular con una parte en forma de placa y método para conformar la misma.
(07/03/2018) Un método para conformar una espuma moldeada tubular que tiene un cuerpo de tubo y una parte en forma de placa que se extiende desde el exterior del cuerpo de tubo, comprendiendo el método una etapa de restricción del espesor de la parte en forma de placa durante el moldeo, con el fin de formar al menos una ranura rebajada en la zona de unión entre la parte en forma de placa y el cuerpo de tubo, que incluye conformar al menos una restricción configurada para seguir al menos parte de la forma del exterior del cuerpo de tubo ;
en donde la parte en forma de placa se presiona en una dirección del espesor entre las superficies…
Película separadora de alta porosidad con recubrimiento y función de desactivación.
(21/02/2018). Solicitante/s: TREOFAN GERMANY GMBH & CO.KG. Inventor/es: BUSCH, DETLEF, SCHMITZ,BERTRAM, KLEIN,DOMINIC.
Película porosa biaxialmente orientada, de una capa o de capas múltiples, que comprende al menos una capa porosa y esta capa contiene al menos un polímero de propileno y polietileno,
(I) la porosidad de la película porosa es de 30% a 80% y
(II) la permeabilidad de la película porosa es de < 1000 s (número de Gurley);
caracterizada porque
(III) la película porosa comprende un recubrimiento inorgánico, preferiblemente de cerámica y
(IV)la película porosa recubierta tiene un número de Gurley de < 1500 s y
(V) la película porosa recubierta tiene un número de Gurley de > 6000 s cuando se calienta durante 5 minutos para superar los 140°C
y en la que en la película porosa de la película existe al menos un agente de nucleación β.
PDF original: ES-2668819_T3.pdf
Fabricación de placas de espuma de XPS de gran grosor mediante soldadura.
(03/05/2017) Procedimiento para la soldadura térmica de al menos dos placas de partida de XPS en una nueva placa , especialmente de placas de partida de XPS accionadas sin halógeno en nuevas placas con un grosor mínimo de 70 mm, preferiblemente con un grosor mínimo de 100 m, calentándose las placas de partida de XPS en las superficies de contacto y presionándose unas contra otras después de la carga térmica, caracterizado por que
a) se utilizan las placas de partida de XPS sin pieles de extrusión en la superficie de contacto y
b) solicitándose las superficies de contacto a una temperatura que asciende como mínimo a 100 grados Celsius, preferiblemente como mínimo a…
Placas de espuma termoplástica con un grosor de cordón de soldadura de desde 30 hasta 200 micrómetros.
(05/04/2017). Solicitante/s: BASF SE. Inventor/es: DIETZEN, FRANZ-JOSEF, HAHN, KLAUS, SCHERZER, DIETRICH, DR., LICHT, ULRIKE, HAHN, CHRISTOPH, DIEHLMANN,TIM, MOCHEV,STEFAN.
Placa de espuma termoplástica, que presenta al menos dos capas y que se produce mediante soldadura térmica a partir de al menos dos placas de espuma termoplástica más fina, y que presenta al menos un cordón de soldadura con un grosor promedio de desde 30 hasta 200 mm, caracterizada porque las al menos dos placas de espuma termoplástica más finas son una espuma de extrusión de poliestireno o de un copolímero producido a partir de estireno, y el tamaño celular de la placa de espuma termoplástica es de < 150 mm, y/o el número de células medio asciende a > 6 células/mm.
PDF original: ES-2632197_T3.pdf
Procedimiento y dispositivo para la fabricación de piezas moldeadas de plástico reforzadas con fibras.
(09/11/2016) Procedimiento para la fabricación de una pieza moldeada de plástico espumada reforzada con fibras,
a) obteniéndose en una primera fase una masa fundida polímera que contiene fibras a partir de un granulado de un plástico termoplástico y de fibras de refuerzo en una unidad de plastificación ,
b) mezclándose en una segunda fase la masa fundida polímera con un agente expansor físico y
c) inyectándose a presión en una siguiente tercera fase por medio de un cilindro de inyección en una cavidad de molde de un útil de moldeo , utilizándose como unidad de plastificación una extrusionadora de tornillo sin fin con varias entradas separadas dispuestas unas tras otras, previéndose la primera entrada para la adición del granulado ,
plastificándose…
Agente de desmoldeo, piezas moldeadas de plástico y procedimiento para su fabricación.
(26/10/2016) Procedimiento para la fabricación de piezas moldeadas de plástico a partir de poliuretano, en el que
a) el molde se trata previamente con un agente de desmoldeo externo,
b) en el molde tratado previamente se introduce la cantidad necesaria para la formación de la pieza moldeada de componentes de reacción y coadyuvantes y aditivos, en donde el componente isocianato contiene del 1 al 10 % en peso de al menos un componente (X) del grupo constituido por anhídridos de ácidos carboxílicos con restos de hidrocarburo iguales o diferentes, en donde al menos uno de los restos de hidrocarburo tiene de 8 a 40 átomos de carbono,…
Dispositivo para embutir a profundidad.
(21/09/2016). Solicitante/s: Coveris Rigid (Zell) Deutschland GmbH. Inventor/es: BERGNER,DIETER.
Dispositivo para embutir a profundidad una lámina plástica apta para la embutición profunda, con una cubeta adaptada a la forma ulterior del objeto a embutir a profundidad y un molde macho para hundir el material de partida en la cubeta , caracterizado porque el molde macho presenta al menos un nervio que sobresale en el borde periférico, estando dispuestos varios nervios unos encima de otros en el borde periférico, de manera que un material de partida ya no se apoya en toda la superficie del molde macho y puede igualarse más fácilmente, considerado en cuanto a su superficie.
PDF original: ES-2608360_T3.pdf
Artículos de espuma termoformados.
(08/06/2016) Un método para fabricar un artículo de espuma de poli(bifenil éter sulfona) termoformada que comprende las siguientes tres etapas:
Etapa 1. preparar una composición espumable de poli(bifenil éter sulfona) [composición (FP)].
Etapa 2.- espumar la composición (FP) para producir un material de poli(bifenil éter sulfona) espumado [material de espuma (P)], y
Etapa 3. moldear dicho material de espuma (P) bajo el efecto del calor y la presión para proporcionar un artículo espumado termoformado,
en el que la composición (FP) comprende un polímero de poli(bifenil éter sulfona) (P1) en una cantidad por encima del 50% en peso, basado en el peso total de la composición (FP),
y en el que más del 50% en peso de las unidades reiterativas del polímero de poli(bifenil éter sulfona) (P1) son unidades reiterativas (R2) de fórmula (A):
Ar1-(T-Ar2)n-O-Ar3-SO2-[Ar4-(T-Ar2)n-SO2]m-Ar5-O-…
Procedimiento de fabricación de un cuerpo compuesto comprendiendo una pieza moldeada de espuma particulada conectada en arrastre de fuerza con un cuerpo hueco.
(08/06/2016) Procedimiento de fabricación de un cuerpo compuesto comprendiendo un cuerpo principal y una envoltura externa conectada con el cuerpo principal, donde el cuerpo principal comprende una pieza moldeada de espuma particulada obtenible a partir de partículas de espuma pre-espumadas y la envoltura externa comprende un cuerpo hueco abierto unidireccionalmente o bien por dos caras opuestas, caracterizado porque en un paso procedimental a) se funden partículas de espuma pre-espumadas en un molde introduciendo un fluido portador de calor con una temperatura de 105°C a 180°C para generar una pieza moldeada de espuma particulada, y la pieza moldeada de espuma particulada se desmolda a continuación a una temperatura del molde de 40°C a 100°C, en un siguiente paso procedimental b) se enfría la pieza moldeada de espuma particulada extraída del molde a una temperatura…
Procedimiento para la preparación de placas de espuma por medio de dos elementos de calentamiento inclinados en paralelo uno hacia otro.
(01/06/2016) Procedimiento para la preparación de una placa de espuma termoplástica, de al menos dos capas, mediante soldadura térmica de al menos dos placas más delgadas de espuma termoplástica, el cual comprende los siguientes pasos a) a e):
a) dos placas más delgadas de espuma termoplástica se orientan en paralelo entre sí a una distancia tal que forman un espacio intermedio,
b) en el espacio intermedio se introducen al menos dos elementos de calentamiento en planos inclinados entre sí en paralelo y en paralelo a las dos placas más delgadas de espuma termoplástica , en cuyo caso las superficies de las dos placas más delgadas de espuma termoplástica y los elementos…
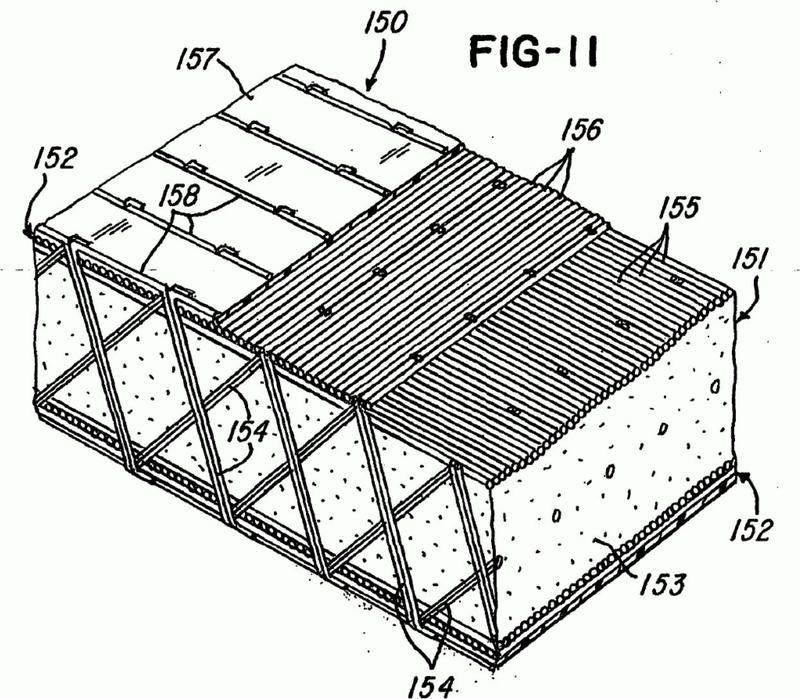
Núcleos de material compuesto reforzados con fibras.
(09/03/2016). Ver ilustración. Solicitante/s: MILLIKEN & COMPANY. Inventor/es: DAY,STEPHEN W, CAMPBELL,G. SCOTT, HUTCHESON,DANIEL M.
Un núcleo reforzado con fibra adaptado para la impregnación con una resina endurecible y que tiene superficies de núcleo opuestas adaptadas para ser unidas a revestimientos correspondientes, comprendiendo dicho núcleo una pluralidad de tiras alargadas de material de células cerradas de baja densidad, una primera capa de mechas porosas y fibrosas arrolladas helicoidalmente que circundan cada una de dichas tiras y dichas mechas circundantes están conectadas juntas para formar dicho núcleo, caracterizado por que dichas tiras alargadas están unidas conjuntamente con un velo adhesivo.
PDF original: ES-2573671_T3.pdf
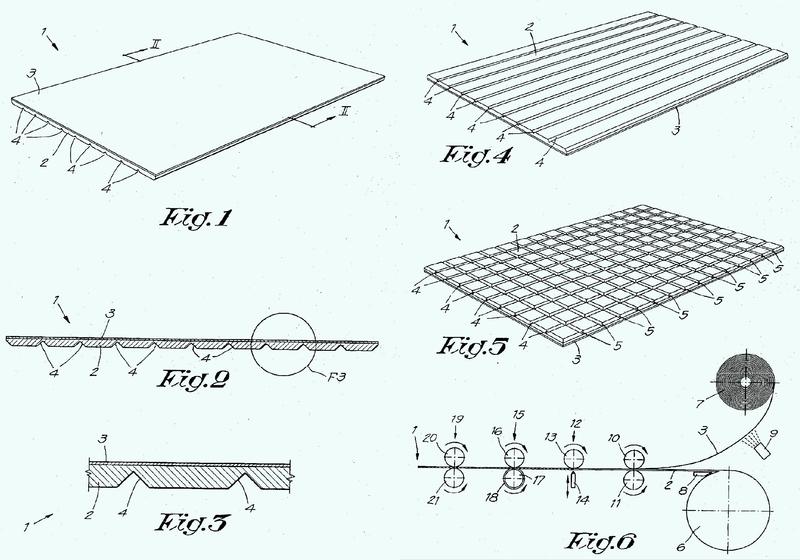
Lámina de subsuelo, procedimiento para realizar dicha lámina de subsuelo y dispositivo para aplicar dicho procedimiento.
(23/12/2015). Ver ilustración. Solicitante/s: NMC S.A.. Inventor/es: VEREECKE,THIERRY LOUIS CAROLINE.
Lámina de subsuelo, que consiste en por lo menos dos partes unidas una sobre otra, a saber, una capa de base de espuma de plástico, y una capa superior de un material impermeable al agua y al vapor de agua, estando unos canales previstos en el lado exterior libre de la capa de base , consistiendo la capa de base en una espuma de plástico comprimida, cuyas celdas están rotas y caracterizada por que los canales se extienden en diferentes direcciones de la capa de base , intersecándose los canales entre sí.
PDF original: ES-2565052_T3.pdf
Proceso y equipo de extrusión de espuma de poliéster que pueden ser utilizados en plantas para la fabricación de láminas, planchas o tubos de espuma de poliéster.
(10/12/2015) Equipo de extrusión de espuma de poliéster que comprende un armazón termorregulado dotado de una entrada de alimentación de material de poliéster puro y/o reciclado, estando dispuestos en el interior de dicho armazón dos husillos co-rotantes , definiendo dichos husillos co-rotantes con las paredes internas de dicho armazón una primera zona de desgasificación (A, B) interpuesta entre una zona de alimentación situada en dicha entrada de alimentación y una primera zona estanca , una segunda zona de desgasificación (C, D) situada más abajo de dicha primera zona de desgasificación (A, B) y separada de la última por medio de dicha primera zona estanca , una zona de…
Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero y pieza de revestimiento estructural de peso ligero producida.
(19/08/2015) Procedimiento de fabricación de una pieza de revestimiento estructural de peso ligero que consiste en las etapas siguientes:
insertar una pluralidad de capas en una herramienta de moldeo con un primer semi-molde y un segundo semi- molde , cuyo segundo semi-molde comprende una pluralidad de hendiduras con forma de copa, caracterizado por que la pluralidad de capas comprende al menos:
• una primera capa de revestimiento permeable al aire de fieltro termoplástico, frente al primer semimolde ,
• una segunda capa de revestimiento hermética al aire, que consiste en una cubierta exterior permeable al aire de un fieltro termoplástico como la capa exterior y una película interior hermética al aire, frente al segundo semi-molde , y
• una capa de película permeable al aire, entre la primera capa de revestimiento…
{kind=link}
{kind=link}