CIP-2021 : B29C 51/02 : Termoformación combinada con la fabricación de la preforma.
CIP-2021 › B › B29 › B29C › B29C 51/00 › B29C 51/02[1] › Termoformación combinada con la fabricación de la preforma.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
B29C 51/02 · Termoformación combinada con la fabricación de la preforma.
CIP2021: Invenciones publicadas en esta sección.
Fabricación y utilización de productos no tejidos utilizando fibras en sección transversal en cinta para aplicaciones en vehículos.
(27/03/2019). Solicitante/s: Auria Solutions UK I Ltd. Inventor/es: WHITESELL,JR. KENNETH MITCHELL, SIMMONS,SEAN BRACKEN, WILSON,ERNEST FRANKLIN.
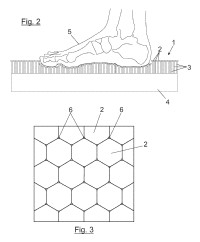
Un procedimiento de fabricación de un textil no tejido de automóvil moldeado que comprende:
la provisión de fibras discontinuas planas que muestran una relación de la anchura con respecto al grosor de 2 a 10 y un denier en el intervalo de 2 a 30;
el enlace mecánico de dichas fibras discontinuas planas para formar un textil no tejido;
el moldeo de dicho textil no tejido en un producto tridimensional moldeado que está configurado para su ajuste sobre un panel de piso metálico de vehículo;
en el que dichas fibras discontinuas planas reducen al mínimo un grado de distorsión del pelo en las áreas de embutición profunda cuando el textil no tejido es moldeado.
PDF original: ES-2731362_T3.pdf
Estructuras compuestas de película-espuma anisotrópicas.
(12/03/2019). Solicitante/s: Dow Global Technologies LLC. Inventor/es: MAZOR,MICHAEL,H, DOOLEY,JOSEPH, BARGER,MARK A, BAER,ERIC, BLAND,DAVID, GARCIA,JERRY A.
Una estructura compuesta de espuma-película multicapa que comprende de 5 a 300 capas, las capas alternando entre película y espuma, en donde cada una de las capas está en relación adyacente con y fusionada a las capas adyacentes inmediatas y cada capa de espuma comprende celdillas anisotrópicas que tienen una relación anisotrópica X a Z de más de 2, en donde X es el tamaño celular promedio en la dirección de la máquina y Z es el tamaño celular promedio en la dirección de espesor, y en donde cada capa de espuma tiene un espesor de desde 10 μm a 1.000 μm.
PDF original: ES-2703697_T3.pdf
COMPLEJO DE LÁMINAS PLANAS, MÉTODO PARA LA OBTENCIÓN DE DICHO COMPLEJO, MÉTODO PARA LA FABRICACIÓN DE UN ENVASE Y MÉTODO PARA ENVASAR UN OBJETO.
(31/01/2019). Solicitante/s: AINIA. Inventor/es: GARCIA REVERTER,JOSE, BLASCO PIQUER,MIGUEL, SUBIRATS HUERTA,SEBASTIAN, ENGUIX NICOLAS,CARLOS, ZOMEÑO ALCALÁ,Pedro, ALBORCH PUCHOL,Miguel Rafael.
La invención proporciona un complejo de láminas planas apiladas de manera sucesiva, diseñado para conformar un envase en una única operación; dicho complejo comprende al menos una primera lámina plana troquelada, diseñada para plegarse y conformar una pared del envase, que comprende un primer reborde continuo delimitado por un contorno externo y un contorno interno, donde el contorno interno comprende una primera porción y el contorno externo comprende una segunda porción, donde al menos una primera pestaña principal se extiende a lo largo de la primera porción del contorno interno en sentido contrario a la segunda porción del contorno externo; y un conjunto que comprende al menos una lámina plana adicional, donde el perímetro de la al menos una lámina plana adicional está delimitado por el primer reborde de la primera lámina plana. La invención además proporciona un método para obtener el complejo, un método para fabricar un envase, y un método para envasar un objeto.
Aparato para termo conformar recipientes de plástico.
(28/12/2018) Un aparato para termo conformar recipientes de plástico que comprende:
una estación de recogida ;
un alimentador para alimentar láminas de material plástico termo formable a la estación de recogida ; al menos un dispositivo de termo conformación que a su vez comprende un molde conformador y un elemento de cierre , pudiéndose mover el molde conformador y el elemento de cierre entre sí al menos entre una posición inicial en la que están alejados el uno del otro, y una posición de formación en la que están cerca uno del otro para, durante su uso, sujetar una lámina entre ellos; comprendiendo el elemento de…
Aparato para el termoformado de contenedores de plástico.
(26/12/2018) Un aparato para el termoformado de contenedores de plástico que comprende:
una estación de recolección ;
un alimentador para alimentar láminas planas de material plástico termoformable a la estación de recolección ;
un dispositivo de termoformado a su vez comprende un molde conformado y un elemento de cierre , el molde conformado y el elemento de cierre son móviles uno con respecto al otro por lo menos entre una posición inicial en la que están lejos el uno del otro, y una posición de formación en la que están cerca el uno del otro para, durante el uso, la fijación de una lámina plana entre ellos; el elemento de cierre comprende una superficie de apoyo que se enfrenta al molde conformado por lo menos cuando se encuentra en la posición de formación, y están equipados con medios de succión diseñados para retener en la superficie…
Instalación de limpieza para la limpieza de la pared interior de recipientes.
(24/05/2017) Instalación de limpieza para la limpieza de la pared interior de recipientes con un líquido sometido a presión, el cual sale, en funcionamiento, de al menos una tobera sujeta en un brazo de un soporte de toberas, estando sujeto el soporte de toberas sobre un árbol de accionamiento que puede girarse, el cual está alojado en una cabeza de toberas , la cual puede girarse alrededor de un eje que transcurre perpendicularmente al árbol de accionamiento , pudiendo girarse el árbol de accionamiento y la cabeza de toberas , de forma reversible, a través de un respectivo engranaje, caracterizado por que a un primer engranaje está conectado un accionamiento auxiliar como accionamiento del soporte de toberas, y por que el…
Procedimiento y dispositivo para fabricar un producto de material compuesto.
(15/02/2017) Procedimiento para fabricar un producto de material compuesto, en el que un producto intermedio se forma a partir de materia prima, incluyendo un material que contiene fibra y un material basado en un polímero, con la ayuda de extrusión, y un producto de material compuesto se forma a partir del producto intermedio con, por lo menos, una herramienta de conformado caracterizado por que el perfil en sección transversal del producto intermedio se forma con, por lo menos, una herramienta de extrusión durante la extrusión, y la temperatura del producto intermedio se controla después de la herramienta de extrusión , de manera que en diferentes…
Aparato y método de conformación.
(12/10/2016). Solicitante/s: ILLYCAFFE S.P.A.. Inventor/es: BARTOLI, ANDREA, MASTROPASQUA,LUCA, TRALDI,Flavio.
Método para fabricar objetos conformando un material laminar termoformable, que comprende el conformado de dichos objetos por la interacción de un medio de troquel y un medio de conformación estando dicho método caracterizado por la compresión y aplastamiento de una primera parte de dicho material laminar mediante un medio de punzón de aplastamiento antes de dicho conformado y mantener dicha primera parte aplastada durante dicho conformado para reducir un grosor de la misma y orientar cadenas de moléculas que componen una estructura de dicho material laminar en dicha primera parte para debilitar dicha estructura y hacer que dicha primera parte debilitada, en particular fácil de perforar, desgarrar y romper, manteniendo dicho medio de punzón de aplastamiento a una temperatura comprendida entre 15 ºC y 40 ºC, para enfriar localmente dicha primera parte y obtener una estructura de dicho material laminar en dicha primera parte en una fase sustancialmente amorfa.
PDF original: ES-2603286_T3.pdf
Envase para productos alimenticios, en particular bandeja, con etiqueta electrónica.
(20/07/2016). Solicitante/s: Linpac Packaging Limited. Inventor/es: ADAMZYK,NORBERT, KÖGLER,JOACHIM.
Medio de almacenamiento, en particular bandeja, para alojar productos alimenticios o fruitivos, en particular carne, pescado y productos avícolas, con un cuerpo de base , sobre el que pueden almacenarse productos alimenticios, presentando el cuerpo de base al menos un medio de identificación unido permanentemente con el mismo, estando el medio de identificación configurado de modo que puede entrar en interacción, sin contacto, con un dispositivo de detección de hurto y/o de lectura de información electrónico independiente, caracterizado porque el cuerpo de base está construido en varias capas, estando dispuesto el medio de identificación entre dos capas , preferentemente totalmente incrustado.
PDF original: ES-2598328_T3.pdf
Procedimiento para termoconformar un elemento de tipo placa de un material de polímero composite y molde que funciona de acuerdo con el procedimiento.
(27/01/2016) Un procedimiento para termoconformar un elemento de tipo placa de material de polímero composite en el que se definen una región central y una región periférica que rodea dicha región central, que comprende:
- proporcionar un molde que incluye un elemento macho formado en una configuración que se desea impartir a dicho elemento de tipo placa, y un elemento hembra contra-formado en relación con dicho elemento macho en el que dichos elementos macho o hembra pueden desplazarse entre una posición operativa de dicho molde en la que se presionan uno contra otro y una posición no operativa en la que se espacian uno del otro,
- disponer dicho elemento de tipo placa…
PROCEDIMIENTO DE TERMOCONFORMADO DE PIEZAS LAMINARES FLEXIBLES.
(22/05/2014). Ver ilustración. Solicitante/s: SIMPLICITY WORKS EUROPE, S. L. . Inventor/es: HERNANDEZ HERNANDEZ,ADRIAN.
Procedimiento para el termoconformado de piezas laminares flexibles, mediante una herramienta que presenta una superficie deformable constituida por una infinidad de pequeñas áreas independientes , soportadas por vástagos axialmente desplazables y montados en una caja estanca . Entre las áreas independientes se delimitan intersticios que están en comunicación con la cámara estanca , a través de los cuales se aplica vacío sobre la superficie inferior de la lámina a conformar.
Sistema y procedimiento de termoformado de láminas.
(10/07/2013) Sistema para termoformar láminas (P), que comprende:
- una estación de termoformado para conformar las láminas (P);
- una estación de suministro para suministrar las láminas (P) a conformar en la estación de termoformado ;
- una estación de pre-secado configurada para el alojamiento simultáneo de una pluralidad de láminas (P) a conformar, en el que las láminas (P) a conformar pueden ser calentadas cada una de una manera predeterminada para garantizar un proceso de presecado predeterminado, caracterizado por el hecho de que la estación de suministro está configurada para una carga automatizada secuencial de las láminas presecadas (P) a una temperatura predeterminada desde la estación de pre-secado en la estación de termoformado en función del ciclo de conformado predeterminado; y por el hecho de que la estación…
Láminas plásticas para termoformar productos dentales y un procedimiento.
(06/06/2012) Un procedimiento de termoformación de un molde de un dispositivo dental activo para el tratamiento ortodóntico, que comprende las etapas de
(a) proporcionar una lámina extrudida de un copolímero plástico de estireno-butadieno que tenga unazona tridimensional preformada en la forma de un arco amplio que se sitúa sobre una zona del moldeen la que se producirá el estiramiento de la lámina; y
(b) conformar el dispositivo dental activo para el tratamiento ortodóntico utilizando una máquinatermoformadora, mediante la cual 10 el plástico se estirará menos de un 50%,
en el que la lámina de plástico tiene una zona engrosada que se sitúa sobre una zona del molde en la que seproducirá el estiramiento de la lámina.
LÁMINAS DE PLÁSTICO PARA TERMOCONFORMADO DE PRODUCTOS DENTALES.
(15/12/2011) Una lámina de plástico para el termoconformado de aparatos dentales mediante estiramiento al vacío de la lámina sobre un modelo de los dientes, - en la que la lámina de plástico tiene un espesor variable en 5 el área que se va a estirar sobre el modelo de modo que cuando se adelgaza tiene un espesor más uniforme, y - en la que la lámina de plástico tiene un área tridimensional preformada que se engrosa parcialmente en parte de la zona que se va a estirar de modo que se adelgaza mucho menos que una lámina plana, caracterizada porque la lámina está hecha de poliestireno extruido.
PROCEDIMIENTO PARA LA PRODUCCIÓN DE UNA PIEZA DE LÁMINA CONFORMADA POR EMBUTICIÓN PROFUNDA DE PLÁSTICO TERMOPLÁSTICO.
(05/12/2011) Procedimiento para la producción de una pieza de película conformada por embutición profunda, al menos parcialmente estampada, metalizada y/o recubierta de otro modo, con al menos las siguientes etapas de procedimiento: - se proporciona un pedazo de lámina liso de al menos un plástico termoplástico al menos parcialmente estampado, metalizado y/o recubierto de otro modo sobre una o sobre las dos superficie(s), que comprende al menos una sección de lámina, que con respecto al tamaño y estampación, metalización y/o recubrimiento corresponde a la pieza de embutición profunda que va a producirse; - se coloca este pedazo de lámina en una disposición definida en un bastidor, apoyándose sobre el bastidor únicamente las secciones de borde del pedazo de lámina; - se introduce en una zona de calefacción el pedazo de lámina que…
CONFORMACION DE RECIPIENTES.
(08/09/2010) Procedimiento que comprende:
- expandir una pieza preformada en unos medios de molde para obtener un recipiente ,
caracterizado porque antes de dicha expansión, se realiza la conformación por compresión de una dosis extrudida de material plástico en un estado pastoso en dichos medios de molde para obtener dicha pieza preformada
PROCEDIMIENTO DE FABRICACION DE PALAS DE AEROGENERADOR CON MATERIAL TERMOPLASTICO.
(15/02/2010) Procedimiento de fabricación de palas de aerogenerador con material termoplástico, que consiste en fabricar previamente unos largueros o una viga cajón, para el armazón interior de la pala, disponiéndose dichos elementos entre las partes de un mandrino dividido, el cual se dispone en una sustentación giratoria , para aplicar sobre él, mediante un cabezal aplicador de cinta de fibra , un encintado envolvente, sobre el cual se incorporan los núcleos de las partes estructurales tipo sándwich de la formación de la pala y un encintado longitudinal en las partes estructurales de laminado monolítico, mientras que en los bordes de entrada y de salida del perfil se incorporan unos refuerzos, para aplicar finalmente, mediante el cabezal ,…
CABEZAS POSTFORMADAS EN ELEMENTOS DE FIJACION.
(01/05/2005) Método para producir un producto de fijación que tiene una multiplicidad de miembros de fijación con vástagos moldeados de manera enteriza con una base en forma de banda , método que consiste en: aplicar resina fundida a un rodillo de molde giratorio que tiene una superficie exterior para formar un lado de la base, y definir una multiplicidad de cavidades extendidas hacia dentro de la superficie exterior para moldear los vástagos; separar del rodillo de molde un producto preformado que tiene dicha base en forma de banda y una multiplicidad de vástagos preformados, verticales que se extienden desde un lado de la base; y pasar el producto preformado contra un rodillo encabezador para…
APARATO Y PROCESO DE TERMOFORMACION.
(01/07/2003) Un aparato para termoformar artículos de plástico, comprendiendo: una boquilla de extrusión de lámina para extrudir una lámina de material termoplástico; una rueda formadora para recibir la lámina extrudida desde la boquilla de extrusión y compuesta por una pluralidad de facetas de molde, conteniendo cada una de dichas facetas de molde al menos una cavidad de molde; medios para hacer girar dicha rueda formadora alrededor de un eje horizontal de modo que cada una de dichas facetas de molde es movida a través de sectores dedicados a formar dicha lámina en dichos artículos y a expulsar dichos artículos; un núcleo de ayuda de termoformación, en el que dicho núcleo de ayuda está dispuesto sobre dicho sector de…
COMPOSICIONES DE POLIMERO Y BANDEJAS HORNEABLES, PIEZAS EN TOSCO PARA BANDEJAS Y HOJAS FORMADAS A PARTIR DE LAS MISMAS.
(01/06/2001). Solicitante/s: ROHM AND HAAS COMPANY. Inventor/es: CARSON, WILLIAM GILMOUR.
UNA COMPOSICION POLIMERA CRISTALIZABLE COMPRENDE DE UN 70 A 95 % DE PET, DE 4 A 29 % APROXIMADAMENTE DE UN POLIMERO NUCLEO/CAPA, DE 1 A 5 % APROXIMADAMENTE DE UN POLIESTER AROMATICO ACELERADOR DE LA VELOCIDAD DE CRISTALIZACION Y, OPCIONALMENTE HASTA 15,5 % DE UN POLICARBONATO AROMATICO. LAS COMPOSICIONES SE PUEDEN UTILIZAR PARA OBTENER LAMINAS, CHAPAS DE BANDEJAS Y, EN ESPECIAL BANDEJAS UTILES PARA HORNOS.
PROCEDIMIENTO PARA FABRICAR ARTICULOS TUBULARES CON EXTREMO FORMADO Y DE PAREDES FINAS DE ELASTOMEROS TERMOPLASTICOS.
(01/10/2000). Solicitante/s: ORTHO- MCNEIL, INC. Inventor/es: MILLER, ROBERT, G., TANKOVITZ, OSKAR, T., MILLER, WILLIAM, C.
SE DESCRIBE UN PROCEDIMIENTO PARA ESTIRAR, CON ASISTENCIA DE TACO, ARTICULOS TUBULARES DE EXTREMOS CERRADOS Y PAREDES DELGADAS DE ELASTOMERO TERMOPLASTICO ASI COMO UN ELASTOMERO TERMOPLASTICO Y APARATO PARA EL PROCEDIMIENTO. DE ACUERDO CON EL PROCEDIMIENTO, UN TACO EXTENSIBLE DENTRO DE LA CAVIDAD DEL MOLDE SE EMPLEA CONCURRENTEMENTE CON UN DIFERENCIAL DE PRESION DE AIRE VARIABLE A TRAVES DE LAS CARAS DE LA PREFORMA PARA POLARIZAR EL FLUJO DEL ARTICULO AXIALMENTE ESTIRADO A LO LARGO DE LA LONGITUD DEL MOLDE TUBULAR Y SEPARADO DE LAS PAREDES DEL MOLDE. EN UN PUNTO DONDE EL ARTICULO ESTA SUSTANCIALMENTE ESTIRADO LA LONGITUD DEL MOLDE TUBULAR, SE EVACUA EL MOLDE Y SE FORMA FINALMENTE EL ARTICULO CONTRA LA PAREDES DEL MOLDE. TALES ARTICULO SE EMPLEAN UTILMENTE COMO PRESERVATIVOS O GUANTES.
PROCEDIMIENTO DE FABRICACION DE PLACAS DE MATERIAL PLASTICO TERMOCONFORMABLE PARA LA INDUSTRIA DE LA CONSTRUCCION.
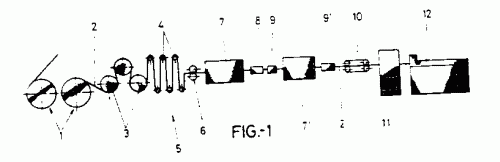
(01/04/1999). Ver ilustración. Solicitante/s: POLMERS DEL VALIRA, S.A. Inventor/es: RAVENTOS IRIGOYEN, LUIS.
PROCEDIMIENTO DE FABRICACION DE PLACAS DE MATERIAL PLASTICO TERMOCONFORMABLE PARA LA INDUSTRIA DE LA CONSTRUCCION. EL PROCEDIMIENTO PARTE DE UNA PLACA PLANA , YA SEA EN FORMA DE BOBINA O EN FORMA DE PLANCHA, A LA QUE SE SOMETE, TRAS UN PROCESO PREVIO DE TENSIONADO, A UNA FASE DE CALENTAMIENTO EN UN ELEMENTO CALEFACTOR , DONDE ALCANZA LA TEMPERATURA DE TERMOCONFORMACION DEL MATERIAL, HACIENDOSE PASAR SEGUIDAMENTE POR UN ENCOGEDOR QUE LE CONFIERE EL PERFIL DESEADO, Y SEGUIDAMENTE POR UN CALIBRADOR-ENFRIADOR QUE CONFIERE EL PERFIL DEFINITIVO A LA PLACA. ESTA FASE DE CALENTAMIENTO Y CALIBRACION-ENFRIAMIENTO , PUEDE REPETIRSE UNA O MAS VECES, HASTA ELIMINAR LAS TENSIONES INTERNAS DEL MATERIAL, CON LA COLABORACION DE UN SEGUNDO ELEMENTO CALEFACTOR (7') Y UN SEGUNDO CALIBRADOR-ENFRIADOR (9'). FINALMENTE EL MATERIAL SE HACE PASAR POR UNA ESTACION DE CORTE PARA ALCANZAR FINALMENTE LA ZONA DE RECEPCION Y ALMACENAJE.
PROCEDIMIENTO E INSTALACION DE FUNDICION EXTRUSIONADORA PARA FABRICAR PIEZAS DE FORMA U OBJETOS.
(16/09/1995). Solicitante/s: ALKOR GMBH KUNSTSTOFFE. Inventor/es: LANDLER, JOSEF, CHEM.-ING.
SE TRATA DE UN PROCEDIMIENTO Y UNA INSTALACION PARA FABRICAR PIEZAS DE FORMA FUNDIDAS POR EXTRUSION, EN EL CUAL SE INTRODUCE UNA MASA LLANA DE PLASTICO EN UN MOLDE NEGATIVO SIMPLE O DE EMBUTICION PROFUNDA QUE, DURANTE EL PROCESO DE VERTER, ESTA CONSTANTEMENTE BAJO VACIO Y CUYA TEMPERATURA, ANTES DE VERTER EL MATERIAL, SE MANTIENE POR DEBAJO DE LOS 373 K. EL MOLDE NEGATIVO SIMPLE O DE EMBUTICION PROFUNDA Y/O LA EXTRUSORA DE RANURA ANCHA SE DESPLAZAN EN AL MENOS UNA DIRECCION. EL GROSOR MEDIO DE LA MASA DE FUNDICION EN EL MOLDE NEGATIVO SE AJUSTA A UN VALOR DE MENOS DE 7000 . LA MASA DE FUNDICION ADOPTA LA FORMA DEL MOLDE NEGATIVO CON DECORACION DE LA SUPERFICIE Y/O CON UNA ESTRUCTURA MICROPOROSA O GOFRADA. ANTES DE Y/O EN EL MOMENTO DEL CONTACTO, LA SUPERFICIE DEL MOLDE ASPIRA LA MASA QUE DE ESTA MANERA SE REFRIGERA O SE REFRIGERA POR CHOQUE, BAJANDO SU TEMPERATURA POR MAS DE 80 K.
PROCEDIMIENTO, INSTALACION Y ROLLO DE PLASTICO PARA LA FABRICACION DE PIEZAS DE FORMA U OBJETOS.
(01/10/1994) EL INVENTO PERFECCIONA UN PROCEDIMIENTO, UNA INSTALACION Y UN ROLLO DE HOJA COMBINADO DE HOJAS DE TERMOPLASTICO TENSADAS O PRETENSADAS Y DE LAMINAS O PLACAS DE TERMOPLASTICO. EL PROCEDIMIENTO ES UNA EMBUTICION PROFUNDA CON MOLDE NEGATIVO QUE FUNCIONA CON UNA DIFERENCIA DE PRESION Y UN RECALENTAMIENTO DEL MATERIAL DE FUNDICION QUE AL EMBUTIRSE OBTIENE UN GOFRADO Y/O UNA DECORACION DE SUPERFICIE. LA DIFERENCIA DE TEMPERATURA ENTRE EL MATERIAL Y EL MOLDE ASCIENDE A MAS DE 30 K. UNA HOJA, LAMINA O PLACA DE AL MENOS DOS CAPAS Y UN GRUESO DE 150 M - 5000 M SE CALIENTA Y EMBUTE, SEGUN EL INVENTO, CUBIERTA DE UNA CAPA U HOJA SUPERIOR PROXIMA AL MOLDE, CUYA TEMPERATURA O CAMPO DE …
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE PIEZAS DE FORMA U OBJETOS PARA VEHICULOS.
(01/10/1994) EL INVENTO PERFECCIONA UN PROCEDIMIENTO DE FABRICACION DE PIEZAS DE FORMA U OBJETOS PARA VEHICULOS, EN EL CUAL SE UTILIZA UNA LAMINA DE PLASTICO FUNDIDO QUE SALE DE UNA EXTRUSORA DE RANURA ANCHA O DE SEMEJANTE DISPOSITIVO PLASTIFICADOR, PARA LA FUNDICION EN UN MOLDE NEGATIVO. EL LADO DE LA LAMINA DE PLASTICO QUE ESTA ALEJADO DEL MOLDE NEGATIVO DE EMBUTICION PROFUNDA SE REFRIGERA ANTERIORMENTE, DE MODO QUE, INMEDIATAMENTE DESPUES DE SALIR DE LA EXTRUSORA, ESA SUPERFICIE QUEDA CUBIERTA DE UNA PELICULA DE FUNDICION AUTOPORTANTE. ENTRE LA TEMPERATURA DE LA LAMINA DE PLASTICO Y LA TEMPERATURA DEL MAS FRIO MOLDE NEGATIVO DE EMBUTICION PROFUNDA SE AJUSTA UNA DIFERENCIA DE MAS DE…
FORMACION DE LAMINAS DE MATERIALES TERMOPLASTICOS.
(01/02/1994) PUEDEN FORMARSE OBJETOS HUECOS EXTRUYENDO UNA LAMINA DE MATERIAL TERMOPLASTICO DIRECTAMENTE EN UNOS RODILLOS DE TEMPLADO DE TEMPERATURA CONTROLADA (2,3 Y 6), ENFRIANDO LAS CAPAS SUPERFICIALES SUPERIOR E INFERIOR DE LA LAMINA PASANDOLA POR LOS RODILLOS DE TEMPLADO MANTENIENDO EL INTERIOR DE LA LAMINA EN ESTADO FUNDIDO ENTRE DICHAS CAPAS SUPERFICIALES, DIRIGIENDO LA LAMINA PARCIALMENTE ENFRIADA A UN TRANSPORTADOR SITUADO DESPUES DE UN RODILLO GIRATORIO Y CONDUCIENDO LA LAMINA A LA ENTRADA DE UN TERMOFORMADOR . ALLI PERMANECE HASTA QUE LA CAPA SUPERFICIAL DE DICHA LAMINA, EN CONTACTO CON EL TRANSPORTADOR, HA SIDO RECALENTADA POR EL INTERIOR FUNDIDO DE LA MISMA HASTA ALCANZAR UNA TEMPERATURA TERMOFORMABLE INFERIOR A AQUELLA EN LA…
METODO PARA LA PRODUCCION DE RECIPIENTES DE PLASTICO TUBULARES.
(16/12/1993). Solicitante/s: WHEELING STAMPING COMPANY. Inventor/es: RHOADES, JOHN J., HOLOUBEK, GEORGE, H., WHITAKER, GEORGE P.
UN METODO PARA LA PRODUCCION DE RECIPIENTES TUBULARES TERMOPLASTICOS QUE TENGAN UNA SECCION DE PARED TUBULAR 3, UN CUELLO ABIERTO 7 Y UN FONDO HERMETICO SOLIDARIO 15, DONDE UN DISCO TERMOPLASTICO 15 SE ESTAMPA 17 EN LA PARED INTERIOR DE LA SECCION DE PARED TUBULAR 3 Y EL DISCO, MIENTRAS SE ENCUENTRA EN UN ESTADO MOLDEABLE, SE FORMA EN UNA PARED INFERIOR A BASE DE APLICAR BIEN UN VACIO A LA SUPERFICIE EXTERIOR DEL DISCO O UNA PRESION HIDRAULICA EN EL INTERIOR DE LA SECCION DE PARED TUBULAR O AMBOS, PARA MOLDEAR EL DISCO EN UNA CAVIDAD DE MOLDEO 23 SEGUN LA FORMA DESEADA. UN MANGUITO DE SOPORTE 25 RODEA A LA SECCION DE PARED TUBULAR DURANTE LA APLICACION DE LA PRESION HIDRAULICA. SE PUEDEN FORMAR RECIPIENTES TERMOPLASTICOS A PARTIR DE UN SOLO MATERIAL TERMOPLASTICO O DE LAMINAS, TAL COMO UN MATERIAL LAMINAR QUE CONTIENE UNA CAPA PERMEABLE AL OXIGENO.
PROCEDIMIENTO E INSTRUMENTAL PARA LA FORMACION DE MATERIALES TERMOPLASTICOS SUMINISTRADOS A MODO DE LAMINAS DELGADAS, EN PARTICULAR DE MATERIALES COMPUESTOS.
(16/08/1993). Solicitante/s: DASSAULT AVIATION. Inventor/es: PERRIN, DIDIER, VAUTEY, PHILIPPE, CALVENTUS, ANTOINE, DUFOSSE, GEORGES.
EL INVENTO SE REFIERE A LA FORMACION DE MATERIALES TERMOPLASTICOS, EN ESPECIAL COMPUESTOS SUMINISTRADOS A MODO DE HOJAS DELGADAS. UN APILAMIENTO (3A,3B,3C) DE HOJAS DELGADAS, QUE TIENE EL ESPESOR FINAL DESEADO, PASA DE UN PUESTO DE CRGA A UN PUESTO DE CALENTAMIENTO PREVIO QUE CONSTA DE UN RECINTO DE VACIO EN EL INTERIOR DEL CUAL ACTUA UNA PRENSA DE SOPORTES CALEFACTORES . TRAS EL CALENTAMIENTO EN LA PRENSA Y A VACIO, EL APILAMIENTO PASA A UN PUESTO DE FORMACION EQUIPADO CON UNA PRENSA DE HERRAMIENTAS ENFRIADA.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS EMBUTIDAS PROFUNDAMENTE A PARTIR DE MATERIALES PARCIALMENTE CRISTALINOS.
(01/04/1987). Solicitante/s: FREUDENBERG, CARL.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS EMBUTIDAS. COMPRENDE: A) PRODUCIR UNA LAMINA A BASE DE MATERIAL PARCIALMENTE CRISTALINO A BASE DE EPDM O EPM; B) CALENTAR LA LAMINA POR DEBAJO DEL PUNTO DE FUSION DE LOS CRISTALITOS; C) REPUJAR LA LAMINA, PARA DOTARLA CON UNA ESTRUCTURA SUPERFICIAL COMO UN GRANEADO DE CUERO; D) ENFRIAR LA LAMINA REPUJADA; E) IRRADIAR A LA LAMINA REPUJADA CON ELECTRONES ACELERADOS A UNA POTENCIA ENTRE 40 A 80 KGY, PARA FORMAR UNA RETICULACION EN LA MISMA; F) CALENTAR A LA LAMINA RETICULADA POR ENCIMA DE LA TEMPERATURA DE FUSION DE LOS CRISTALITOS; Y G) EMBUTIR PROFUNDAMENTE A LA LAMINA (EPDM) COPOLIMEROS DE ETILENO-PROPILENO-DIENO Y (EPD) COPOLIMEROS DE ETILENO-PROPILENO.
{kind=link}
{kind=link}