Sistema y procedimiento de termoformado de láminas.
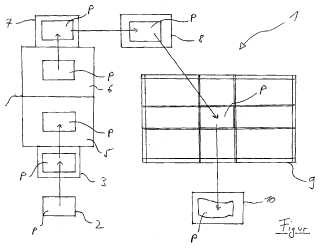
Sistema (1) para termoformar láminas (P), que comprende:
- una estación de termoformado (9) para conformar las láminas (P);
- una estación de suministro (7, 8) para suministrar las láminas (P) a conformar en la estación de termoformado (9);
- una estación de pre-secado (4) configurada para el alojamiento simultáneo de una pluralidad de láminas (P) a conformar, en el que las láminas (P) a conformar pueden ser calentadas cada una de una manera predeterminada para garantizar un proceso de presecado predeterminado, caracterizado por el hecho de que la estación de suministro (7, 8) está configurada para una carga automatizada secuencial de las láminas presecadas (P) a una temperatura predeterminada desde la estación de pre-secado (4) en la estación de termoformado (9) en función del ciclo de conformado predeterminado; y por el hecho de que la estación de pre-secado (4) adopta la forma de un horno paternoster (4) para el pre-secado secuencial de las láminas individuales(P) a conformar.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10166440.
Solicitante: Geiss AG.
Nacionalidad solicitante: Alemania.
Dirección: Industriestrasse 2 96145 Sesslach ALEMANIA.
Inventor/es: GEISS,MANFRED.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29B13/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 13/00 Acondicionamiento o tratamiento físico de las materias a trabajar (aspectos químicos C08J 3/00). › por secado (B29B 13/08 tiene prioridad).
- B29C37/00 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C51/02 B29C […] › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Termoformación combinada con la fabricación de la preforma.
- B29C51/26 B29C 51/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C51/42 B29C 51/00 […] › Calentamiento o enfriamiento.
PDF original: ES-2412239_T3.pdf
Fragmento de la descripción:
Sistema y procedimiento de termoformado de láminas.
La presente invención se refiere a un sistema y a un procedimiento para el termoformado de láminas.
Aunque es aplicable a todas las láminas deseadas, la presente invención y el problema en que se basa se describirán en detalle en relación con láminas termoplásticamente deformables.
En general, las láminas termoplásticas a formar se cargan individualmente en una máquina de termoconformado, en la que inicialmente se calientan a la temperatura de formación deseada. La lámina cargada se conforma a continuación con la forma deseada por medio de la máquina de termoformado y luego se retira de la máquina. Sin embargo, se ha comprobado desventajoso en este contexto que el procedimiento para calentar las láminas a la temperatura de conformación necesaria dura mucho y que por lo tanto tiene un impacto negativo en el ciclo de conformación y de productividad de la máquina.
La publicación GB 1 160 779 A1 describe un procedimiento para la producción de productos termoplásticos que tiene las características del preámbulo de la reivindicación 1.
La publicación JP 2004 082405 A describe un procedimiento para el tratamiento de una banda de fibra sin fin, donde la banda de fibra se guía a través de un sistema de rodillos a través de estaciones individuales de una planta de procesamiento.
La publicación US 2009/122216 A describe un procedimiento para la producción de un alojamiento para medios de iluminación, fabricándose la carcasa mediante un procedimiento de termoformado. En este caso el material conformar se pasa a través de estaciones de tratamiento particulares.
De la publicación DE 41 13 568 C1 se conoce un dispositivo para conformado en caliente de materiales laminares, que comprende estaciones de precalentamiento, un dispositivo automático de carga para la carga automática de las láminas, una cámara de formación de vacío, una estación de descarga y un dispositivo de transporte para transportar láminas paso a paso a través de este sistema hasta la estación de descarga.
DE 694 09 869 T2 describe un sistema para conformado en caliente de materiales laminares que comprende, aguas abajo del dispositivo de carga, tres medios de precalentamiento conectados en serie para el precalentamiento de las láminas a deformar a la temperatura de procesamiento sucesivamente. En este caso, sólo se guía una lámina paso a paso a través del sistema de precalentamiento en cualquier momento. Para este fin, un sistema de transporte coge una sola lámina a la vez y la guía en un ciclo predeterminado a través de los medios de calefacción aguas arriba con el fin de reducir el tiempo de calentamiento en la máquina de termoconformado.
Sin embargo, se ha comprobado desventajoso en este sistema que, debido a que las láminas son guiadas a través de los medios de precalentamiento de forma individual, el tiempo de residencia de una lámina en estos medios de precalentamiento puede ser generalmente de sólo unos pocos minutos, a fin de no permitir que el ciclo de conformación se vuelva demasiado de largo y la productividad de la máquina demasiado baja. Sin embargo, los materiales laminares a procesar pueden absorber la humedad, y por lo tanto, las láminas deben secarse durante un período prolongado de tiempo antes de su procesamiento. En el documento DE 69409869 T2, un procedimiento de secado de este tipo no puede ser ejecutado debido al ciclo de formación preestablecido. Un procedimiento de secado generalmente toma un par de horas.
El objeto de la presente invención es por lo tanto proporcionar un sistema y un procedimiento para el termoformado de láminas que asegura un presecado suficiente de las láminas a deformar sin impactar negativamente en el ciclo de conformación.
Este objeto se consigue de acuerdo con la invención con el sistema que tiene las características de la reivindicación 1 y el procedimiento que tiene las características de la reivindicación 8.
La idea en que se basa la presente invención se basa en cargar las láminas a conformar en una estación de pre-secado configurada para el alojamiento simultáneo de una pluralidad de láminas a conformar; calentar las láminas cargadas en la estación de pre-secado de una manera predeterminada para garantizar un proceso de presecado predeterminado; una carga automatizada secuencial de las láminas presecadas a una temperatura predeterminada desde la estación de pre-secado en una estación de termoformado mediante una estación de suministro en función del ciclo de conformado predeterminado; y el conformado automatizado secuencial de las láminas cargadas en la estación de termoformado mediante la estación de termoformado en función del ciclo de conformado predeterminado, adoptando la estación de pre-secado la forma de un horno paternoster para el presecado secuencial de las láminas individuales a conformar.
Así, la presente invención tiene la ventaja adicional sobre los enfoques conocidos de acuerdo con la técnica anterior de que, a pesar de un tiempo de secado previo prolongado, el ciclo de conformación puede ser corto debido al presecado simultáneo de una pluralidad de hojas, y por lo tanto también se asegura ventajosamente un rendimiento productivo. Las láminas individuales se cargan en la estación de pre-secado, en sucesión de tal manera que cada lámina tiene preferentemente un tiempo de residencia suficiente para un procedimiento de pre-secado predeterminado, siendo las láminas presecadas transportadas directamente y de forma automática desde la estación de presecado hasta la estación de termoformado con una mayor temperatura en el ciclo de conformado predeterminado. Como resultado, las láminas individuales ya no tienen que ser calentadas desde la temperatura ambiente a la temperatura de conformación en la estación de termoformado, sino más bien simplemente con una determinada cantidad restante. Como un resultado se consigue ventajosamente un ahorro de energía considerable para recalentar completamente las láminas.
En las reivindicaciones dependientes se describen configuraciones ventajosas y mejoras en el sistema definido en la reivindicación 1 y el procedimiento definido en la reivindicación 9.
Según una realización preferida, se proporciona una estación de carga que comprende medios de separación para la separación secuencial de las láminas a conformar de una pila de láminas y medios de carga secuencial de una lámina de la pila de láminas en la estación de pre-secado en función del ciclo de conformado predeterminado. Como resultado, toda la secuencia, comenzando por la separación y terminando con la retirada de la lámina formada de la máquina de termoconformado, puede realizarse de una manera totalmente automatizada y por lo tanto muy económicamente.
Según otra realización preferida, la estación de suministro comprende medios de descarga para la descarga automatizada secuencial de las láminas individuales presecadas en función del ciclo de conformado predeterminado y medios de transporte para el transporte automatizado secuencial de las láminas individuales a conformar desde los medios de descarga en la estación de termoformado en función del ciclo de conformado predeterminado. Esto tiene la ventaja de que toda la carrera de las láminas que se forman a través del sistema se realiza de una manera totalmente automatizada, siendo posible garantizar un ciclo de conformación corto predeterminado de por ejemplo unos pocos minutos. Además, como resultado se pueden reducir considerablemente la complejidad de producción y los costes de producción de las láminas formadas.
Según otra realización preferida, se proporciona una estación de extracción para la extracción automatizada secuencial de las láminas conformadas desde la estación de termoformado en función del ciclo de conformado predeterminado. Esto ayuda aún más ventajosamente a automatizar totalmente la secuencia.
Según otra realización preferida, el ciclo de conformado predeterminado tiene un tiempo de ciclo de aproximadamente 1 a 5 minutos. Este tiempo de ciclo depende, por ejemplo, del espesor de las láminas que se forman y por lo tanto del tiempo de residencia requerido para las respectivas láminas en la estación de pre-secado, y en el período de tiempo requerido para la formación de las láminas correspondientes. El tiempo de residencia en la estación de pre-secado de cada lámina a conformar es de por ejemplo aproximadamente 5 a 8 horas y las láminas individuales pueden ser calentadas en la estación de pre-secado a aproximadamente 100 "C a 150 "C. En el presente caso, es importante que todo el sistema, es decir, incluyendo la capacidad de la estación de pre-secado y el tiempo... [Seguir leyendo]
Reivindicaciones:
1. Sistema (1) para termoformar láminas (P) , que comprende:
- una estación de termoformado (9) para conformar las láminas (P) ;
- una estación de suministro (7, 8) para suministrar las láminas (P) a conformar en la estación de termoformado (9) ;
- una estación de pre-secado (4) configurada para el alojamiento simultáneo de una pluralidad de láminas (P) a conformar, en el que las láminas (P) a conformar pueden ser calentadas cada una de una manera predeterminada para garantizar un proceso de presecado predeterminado, caracterizado por el hecho de que la estación de suministro (7, 8) está configurada para una carga automatizada secuencial de las láminas presecadas (P) a una temperatura predeterminada desde la estación de pre-secado (4) en la estación de termoformado (9) en función del ciclo de conformado predeterminado; y por el hecho de que la estación de pre-secado (4) adopta la forma de un horno paternoster (4) para el pre-secado secuencial de las láminas individuales (P) a conformar.
2. Un sistema según la reivindicación 1, caracterizado por el hecho de que se proporciona una estación de carga (3) , que comprende medios de separación para la separación secuencial de las láminas (P) a conformar de una pila de láminas (2) y medios de carga para cargar las láminas separadas (P) secuencialmente de la pila de láminas (2) en la estación de pre-secado (4) en función del ciclo de conformado predeterminado.
3. Un sistema según al menos una de las reivindicaciones anteriores, caracterizado por el hecho de que la estación de suministro (7, 8) comprende medios de descarga (7) para la descarga automatizada secuencial de las láminas presecadas individuales (P) desde la estación de pre-secado (4) en función del ciclo de conformado predeterminado y medios de transporte (8) para el transporte automatizado secuencial de las láminas individuales (P) a conformar desde los medios de descarga (7) en la estación de termoformado (4) en función del ciclo de conformado predeterminado.
4. Un sistema según al menos una de las reivindicaciones anteriores, caracterizado por el hecho de que se proporciona una estación de extracción (10) para la extracción automatizada secuencial de las láminas formadas (P) desde la estación de termoformado (4) en función del ciclo de conformado predeterminado.
5. Un sistema según al menos una de las reivindicaciones anteriores, caracterizado por el hecho de que el ciclo de conformado predeterminado tiene un tiempo de ciclo de aproximadamente 1 a 5 minutos.
6. Un sistema según al menos una de las reivindicaciones anteriores, caracterizado por el hecho de que la estación de pre-secado está configurada de modo que el tiempo de residencia en la estación de presecado (4) de cada lámina (P) a conformar es de aproximadamente 6 a 8 horas y las láminas (P) pueden ser calentadas en la estación de pre-secado (4) a aproximadamente 100 °C a 150 °C.
7. Un sistema según al menos una de las reivindicaciones anteriores, caracterizado por el hecho de que el sistema
(1) está diseñado para diferentes geometrías de láminas.
8. Un procedimiento para termoformar láminas (P) , que comprende las siguientes etapas de procedimiento:
- cargar las láminas (P) a conformar en una estación de pre-secado (4) configurada para el alojamiento simultáneo de una pluralidad de láminas (P) a conformar, teniendo la estación de pre-secado (4) la forma de un horno paternoster (4) para el pre-secado secuencial de las láminas individuales (P) a conformar;
- calentar las láminas cargadas (P) en la estación de pre-secado (4) en cada caso de una manera predeterminada para garantizar un proceso de presecado predeterminado;
- una carga automatizada secuencial de las láminas presecadas (P) a una temperatura predeterminada desde la estación de pre-secado (4) en una estación de termoformado (9) mediante una estación de suministro (7, 8) en función del ciclo de conformado predeterminado; y
- el conformado automatizado secuencial de las láminas (P) cargadas en la estación de termoformado (9) mediante la estación de termoformado (9) en función del ciclo de conformado predeterminado.
9. Procedimiento según la reivindicación 8, caracterizado por el hecho de que láminas (P) a conformar se cargan secuencialmente en la estación de pre-secado (4) configurada para el alojamiento simultáneo de una pluralidad de láminas (P) a conformar y, antes de la carga secuencial de las láminas (P) a conformar en la estación de pre-secado (4) , dichas láminas (P) a conformar de una pila de láminas (2) se separan secuencialmente mediante medios de separación en función del ciclo de conformado predeterminado.
10. Procedimiento según cualquiera de las reivindicaciones 8 o 9, caracterizado por el hecho de que la estación de suministro (7, 8) está provista de medios de descarga (7) para la descarga automatizada secuencial de las láminas presecadas individuales (P) en función del ciclo de conformado predeterminado y medios de transporte (8) para el
transporte automatizado secuencial de las láminas individuales (P) a conformar desde los medios de descarga (7) en la estación de termoformado (9) en función del ciclo de conformado predeterminado.
11. Procedimiento según cualquiera de las reivindicaciones 8 a 10, caracterizado por el hecho de que las láminas
formadas (P) se retiran de la estación de termoformado (9) automáticamente y secuencialmente mediante una 5 estación de extracción (10) en función del ciclo de conformado predeterminado.
12. Procedimiento según cualquiera de las reivindicaciones 8 a 11, caracterizado por el hecho de que las láminas individuales (P) a conformar tiene cada una un tiempo de residencia en la estación de pre-secado (4) de entre aproximadamente 6 y 8 horas y se calientan a aproximadamente 100 °C a 150 °C en dicha estación de pre-secado (4) .
13. A procedimiento según cualquiera de las reivindicaciones 8 a 12, caracterizado por el hecho de que el ciclo de conformado predeterminado tiene un tiempo de ciclo de entre aproximadamente 1 y 5 minutos.
FIGURA
Patentes similares o relacionadas:
Aparato y método de separación de guantes, así como también una línea de producción y proceso de producción mediante el uso del aparato y método de separación de guantes, del 8 de Julio de 2020, de SAFEDON LIMITED: Un aparato de separación de guantes para separar por completo de una serie de moldeadores por inmersión una serie correspondiente […]
Procedimiento para fabricar un sustrato eléctricamente no conductor pintado, del 3 de Junio de 2020, de Airbus Helicopters: Procedimiento para fabricar un sustrato pintado mediante una pintura en polvo , siendo dicho sustrato eléctricamente aislante, durante el cual […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Textiles compuestos, que incluyen filamentos extendidos, del 15 de Abril de 2020, de THE BOEING COMPANY: Un artículo que comprende un textil multidireccional de primeras estopas de fibra de refuerzo que se extienden en una primera dirección y segundas […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Montante compuesto tubular que presenta refuerzo interno y método para realizar los mismos, del 4 de Diciembre de 2019, de THE BOEING COMPANY: Montante que comprende: un tubo compuesto laminado que presenta un interior sustancialmente hueco; un primer par de refuerzos longitudinales […]
 Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Método y sistema para el aislamiento de tubos reforzados, del 30 de Octubre de 2019, de Rilco Manufacturing Company, Inc: Un material de aislamiento reforzado que comprende:
a) una pluralidad de láminas flexibles de material de aislamiento, y cada lámina tiene una pluralidad de huecos […]
Extracción de un guante moldeado por inmersión de un formador, del 19 de Junio de 2019, de SAFEDON LIMITED: Un aparato (20, 20', 120) de extracción de guantes para extraer completamente un guante elastomérico moldeado por inmersión parcialmente extraído de un formador […]