CIP-2021 : B23F 17/00 : Métodos o máquinas especiales para la fabricación de dientes de engranaje,
no incluidos en los grupos B23F 1/00 - B23F 15/00.
CIP-2021 › B › B23 › B23F › B23F 17/00[m] › Métodos o máquinas especiales para la fabricación de dientes de engranaje, no incluidos en los grupos B23F 1/00 - B23F 15/00.
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
Acoplamiento dentado de árbol-cubo y procedimiento de fabricación para un conector árbol-cubo.
(05/02/2020). Solicitante/s: KABA GALLENSCHUTZ GMBH. Inventor/es: EICHNER,HARALD.
Acoplamiento dentado para la unión de dos secciones de árbol, que comprende un conector árbol-cubo , en donde el conector árbol-cubo comprende:
- una primera pieza de conexión ,
- un elemento de arrastre , que está asociado a la primera pieza de conexión de manera axialmente móvil pero resistente al giro,
- en donde el elemento de arrastre presenta elementos dentados radiales para configurar un dentado axialmente móvil con la primera pieza de conexión ,
caracterizado por que
- los elementos dentados radiales están realizados como corona dentada interna formada de una sola pieza con el elemento de arrastre , que con elementos dentados complementarios radiales de la primera pieza de conexión configura un dentado en arco circular, y en donde el elemento de arrastre presenta adicionalmente elementos dentados axiales de un dentado frontal para el engranaje en un dentado complementario de una segunda pieza de conexión.
PDF original: ES-2773791_T3.pdf
Procedimiento para la fabricación de una corona con dentado interno, así como procedimiento para la fabricación o reparación de un engranaje.
(07/08/2019) Procedimiento para la fabricacion de una corona con dentado interno que debe montarse de manera fija a la caja en una caja de engranaje de un engranaje planetario, en donde el procedimiento presenta la etapa de llevar a cabo correcciones de dentado por el perimetro de la corona en los flancos de carga de los dientes de corona individuales, en donde las correcciones de dentado en los flancos de carga individuales se llevan a cabo de manera especifica de modo diferente por el perimetro de la corona , de modo que a lo largo del perimetro se producen flancos de carga con distintas topografias de flanco, caracterizado porque el procedimiento…
Método para reparar los dientes de una corona dentada.
(30/05/2019) Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis y una parte móvil respecto al chasis , soportando un elemento de corte , dicho método se realiza in situ, sin desmontar la corona dentada de la máquina giratoria a la que está destinada a arrastrar, dicho método comprende las etapas siguientes, para el mecanizado de cada diente:
fijar dicho dispositivo de mecanizado a la corona dentada enclavando el dispositivo de mecanizado a la corona en una posición de fijación a la corona respecto al diente a ser mecanizado ,
realizar el mecanizado del diente…
Procedimiento de reparación de la dentadura de una corona.
(16/01/2019) Procedimiento de reparación de la dentadura de una corona por medio de un dispositivo de mecanizado que incluye un chasis y una parte móvil que soporta un órgano de corte desplazable según varios ejes con respecto al chasis , poniendo en marcha el citado procedimiento en el lugar, "in situ", sin desmontaje de la corona de su soporte , incluyendo el citado procedimiento las siguientes etapas, para la puesta en marcha del mecanizado de un diente :
-fijar el citado dispositivo de mecanizado a la corona por la acción de apriete de unas partes (12, 12') solidarias con el chasis del dispositivo de mecanizado, que colaboran con los flancos de la corona ,
- definir la posición del citado dispositivo de mecanizado con respecto al diente a mecanizar por el apoyo sobre el flanco (42; 42') de un diente de referencia, estando situado…
Procedimiento para la fabricación de dentados en piezas de trabajo.
(07/02/2018) Procedimiento para la fabricación de dentados en piezas de trabajo, con las siguientes etapas:
- facilitar una pieza de trabajo que va a dentarse , presentando la pieza de trabajo
- un eje longitudinal central ,
- un primer lado frontal que discurre transversal al eje longitudinal central ,
- un segundo lado frontal que discurre transversal al eje longitudinal central y
- un lado perimetral que discurre alrededor del eje longitudinal central y entre los lados frontales ,
- producir un dentado en el lado perimetral en la zona del primer lado frontal mediante una primera herramienta…
Método para el acabado de engranajes endurecidos.
(26/04/2017). Solicitante/s: Samp S.p.a. Con Unico Socio. Inventor/es: PEIFFER,KLAUS,DR, LANDI,ENRICO.
Método para el acabado de engranajes endurecidos que tiene una cantidad de material
q ≥ 0,03 × m
donde
q ≥ material total a quitar y normal a un flanco de engranaje (f) [mm];
m ≥ módulo de engranaje [mm];
incluyendo dicho método
- un primer paso de extracción en seco de una primera cantidad de material (q1) por medio de una primera herramienta de corte con bordes cortantes definidos; y
- un segundo paso de extracción en seco de una segunda cantidad de material (q2) por medio de una segunda herramienta de corte con bordes cortantes no definidos.
PDF original: ES-2665353_T3.pdf
Aparato para segmentar verticalmente una hoja de barra de control de un reactor de agua en ebullición.
(09/03/2016) Una herramienta para realizar dos cortes sustancialmente simultáneos a lo largo de un tramo alargado de una nervadura de una barra de control de un reactor de agua en ebullición que tiene cuatro paneles alargados que se extienden de forma radial en ubicaciones separadas en torno a una circunferencia de la nervadura, teniendo cada uno de los paneles dos lados encarados de forma opuesta y teniendo la nervadura un eje central que se extiende a lo largo del tramo alargado, comprendiendo la herramienta:
una placa de asiento de la herramienta;
un primer par de poleas separadas soportadas de forma giratoria desde un lado de la placa de asiento de la herramienta, comprendiendo una del primer par de poleas separadas una rueda motriz que…
Procedimiento para el granallado y el acabado vibratorio de engranajes.
(03/06/2015) Un procedimiento de procesamiento de un engranaje metálico 20, 201 que comprende
proporcionar un engranaje 20, 201,
dirigir unos primeros medios de granallado al engranaje metálico 20, 201, exponiendo de esta manera una pluralidad de superficies sobre el engranaje metálico 20, 201 a los primeros medios de granallado, gracias a lo cual se mejoran las propiedades de desgaste y resistencia de las bases de los dientes del engranaje,
lavar el engranaje 20, 201, y
enjuagar el engranaje 20, 201 con inhibidor de corrosión
caracterizado por, antes del lavado y enjuague:
dirigir unos segundos medios de granallado al engranaje metálico 20, 201, exponiendo de esta manera una pluralidad de superficies…
Máquina herramienta y procedimiento para la mecanización de una pieza de trabajo.
(09/04/2014) Máquina herramienta para la mecanización de una pieza de trabajo por medio de una o varias herramientas controladas con la ayuda de datos de control a través de mecanización por arranque de virutas, en la que la máquina herramienta (1009 comprende al menos ejes que pueden ser activados de forma simultánea, con un medio de empotramiento para el empotramiento de la pieza de trabajo y con un dispositivo de control con una pieza de alojamiento para el alojamiento de una o varias herramientas , en la que el dispositivo de control es adecuado para controlar la herramienta recibida en el medio de alojamiento con la ayuda de los datos de control a lo largo de una trayectoria…
(14/11/2013). Ver ilustración. Solicitante/s: FUNDACION TEKNIKER. Inventor/es: ECEIZA AGOTE,Patxi, CUEVAS ETTCHETO,Asier.
Dispositivo de corte que comprende un cuerpo de acoplamiento, que permite acoplar el dispositivo en un equipo de mecanizado, y una herramienta para realizar operaciones de mecanizado, que comprende medios de transmisión que pueden transmitir el movimiento de corte de la herramienta desde una entrada del cuerpo de acoplamiento hasta un eje de giro que puede mover la herramienta, donde un módulo giratorio del dispositivo comprende medios que permiten el posicionamiento angular de la herramienta.
Dispositivo y procedimiento de mecanización blanda de ruedas dentadas cónicas.
(13/06/2012) Dispositivo con una estación de mecanización dotada de control CNC para el tallado del dentadode una pieza bruta de rueda (K2), en donde la estación de mecanización presenta un segundo husilloportaherramientas con una herramienta de dentado y un segundo husillo portapiezas de trabajo para recibir la pieza bruta de rueda (K2), en donde
- la estación de mecanización es una estación de mecanización de trabajo vertical en la que,durante el tallado del dentado, el segundo husillo portapiezas de trabajo con la pieza bruta de rueda (K2)está dispuesto por debajo o por encima del segundo husillo portaherramientas con la herramienta dedentado ,
- el dispositivo presenta, además, al menos una estación de premecanización de trabajo vertical conun primer portautillaje…
PROCEDIMIENTO PARA EL ACABADO DE ENGRANAJES Y ENGRANAJE.
(16/11/2004). Ver ilustración. Solicitante/s: THE GLEASON WORKS. Inventor/es: STADTFELD, HERMANN, J., GAISER, UWE.
Procedimiento para el mecanizado de un flanco de diente de un engranaje con una herramienta de acabado, comprendiendo dicho procedimiento: Rotar dicha herramienta de acabado y poner en contacto dicha herramienta y dicho flanco de diente, Proporcionar movimiento relativo entre dicha herramienta y dicho engranaje para mover lateralmente dicha herramienta a través de dicho flanco de diente a lo largo de una trayectoria, En donde dicha trayectoria produce una geometría de flanco de diente de una forma que, cuando se engrana con un flanco de diente complementario sin carga o bajo carga leve para formar un par de diente, proporciona una curva de gráfico de movimiento que intercepta, al menos dos veces, una curva de gráfico de movimiento de la menos uno de un par de diente inmediatamente precedente y un par de diente inmediatamente siguiente.
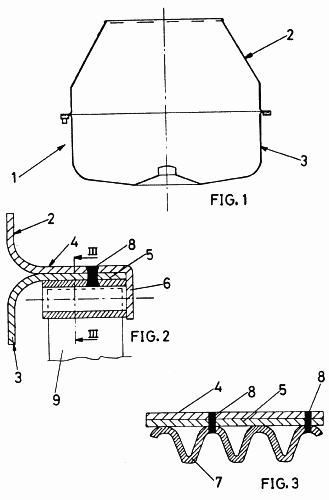
PROCEDIMIENTO PARA PRODUCIR UN DENTADO INTERIOR EN UNA PIEZA DE MAQUINARIA POR MECANIZACION DE ARRANQUE DE VIRUTAS Y SUBSIGUIENTE CONSOLIDACION DE FRIO DE LAS BASES DE LOS DIENTES.
(01/05/2003). Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: LUCHNER, CLEMENS, REICHL, HORST, KUSTERMANN, KARL-HEINZ, GABELER, RUDIGER.
PARA UN TRATAMIENTO EN LA ELABORACION DE DENTADO INTERIOR EN UN COMPONENTE DE MAQUINA A TRAVES DE UNA MECANIZACION CON ARRANQUE DE VIRUTA Y COMPACTACION EN FRIO A CONTINUACION DE FONDOS DE DIENTES, SE PROPONE QUE CON UNA HERRAMIENTA COMBINADA SE ELABOREN PRIMERO LOS FLANCOS DE DIENTES SOBRE SU MEDIDA DE ELABORACION IMPIDIENDO LOS FONDOS DE DIENTES CON UN EXCESO PREVIAMENTE DETERMINADO Y QUE A CONTINUACION SE GENEREN LOS PERFILES DE ELABORACION DE CADA FONDO DE DIENTE A TRAVES DE DESPLAZAMIENTO DIRIGIDO ESENCIALMENTE RADIAL DEL MATERIAL A TRAVES DEL EXCESO RESPECTIVO DE DIMENSIONAMIENTO CON UN ALISADO FINAL DEL FONDO DE DIENTE COMPACTADO EN FRIO.
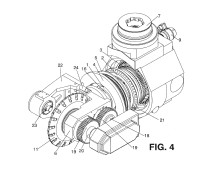
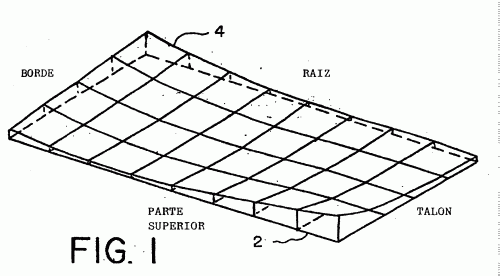
GRUPO DE ENGRANAJES CONICOS ALIGERADOS.
(16/01/1995). Ver ilustración. Solicitante/s: INDUSTRIAS HERSA, S.A. Inventor/es: SARASA ANTONI, LORENZO.
GRUPO DE ENGRANAJES CONICOS ALIGERADOS, ESPECIALMENTE PARA LA ROTACION DE HORMIGONERAS CONSTITUIDAS DE DOS PARTES, UNA SUPERIOR Y OTRA INFERIOR RELACIONADAS ENTRE SI POR SENDOS REBORDES PERIMETRALES SUPERPUESTOS, UNO DE ESTOS REBORDES TIENE FORMA GENERAL DE L, CARACTERIZADO PORQUE ENTRE LA RAMA VERTICAL EXTERIOR Y EL OTRO REBORDE RECTO DE LA PORCION INFERIOR SE FIJA MEDIANTE SOLDADURA POR PUNTOS UNA PIEZA METALICA LAMINADA QUE CONFORMA LA CORONA DE DIENTES HUECOS DE LA TRANSMISION QUE DA GIRO A LA HORMIGONERA AL ENGRANAR LA CORONA CON UN PIÑON DE NAYLON QUE RECIBE EL MOVIMIENTO DE GIRO DE UN MOTORREDUCTOR.
PROCEDIMIENTO PARA CORTAR LOS DIENTES DE LA CREMALLERA DE UN ENGRANAJE DE DIRECCION.
(01/03/1984). Solicitante/s: TOKAI TRW & CO., LTD..
PROCEDIMIENTO PARA CORTAR LOS DIENTES DE LA CREMALLERA DE JE DE DIRECCION.CONSISTE EN: DISPONER UN CORTADOR DE PASOS DE DIENTES NORMA0) RESPECTO AL EJE (X) DE LA BARRA DE CREMALLERA PARA FORMAR UN ANGULO HEA) DADO; OBTENER UNA RELACION VARIABLE TENIENDO UN ANGULO INCLINADO DADO Y UN TUAL DE GIRO DE LA CREMALLERA; COLOCAR EL CORTADOR SOBRE DICHO CAMINO VIRTUAL; OA RELACION VARIABLE CON OTRO ANGULO INCLINADO Y OTRO CAMINO VIRTUAL DE GIRO DELERA, DE MODO QUE EL CORTE SE EFECTUE APLICANDO OTRA DIMENSION DE GIRO Y DE MO LA BARRA DE CREMALLERA.
PERFECCIONAMIENTOS EN LOS APARATOS DE CONFORMACION DE OBJETOS DE MATERIALES DEFORMABLES.
(16/11/1977). Solicitante/s: POLITECHNIKA WARSZAWSKA.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}