Aparato para segmentar verticalmente una hoja de barra de control de un reactor de agua en ebullición.
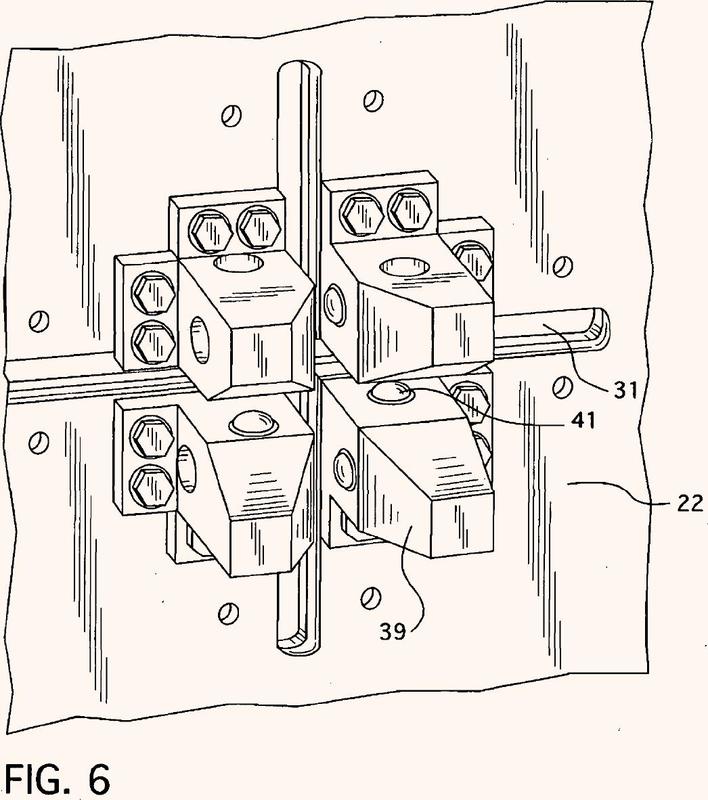
Una herramienta para realizar dos cortes sustancialmente simultáneos a lo largo de un tramo alargado de una nervadura (20) de una barra (13) de control de un reactor de agua en ebullición que tiene cuatro paneles alargados (18) que se extienden de forma radial en ubicaciones separadas en torno a una circunferencia de la nervadura,
teniendo cada uno de los paneles dos lados encarados de forma opuesta y teniendo la nervadura un eje central que se extiende a lo largo del tramo alargado, comprendiendo la herramienta:
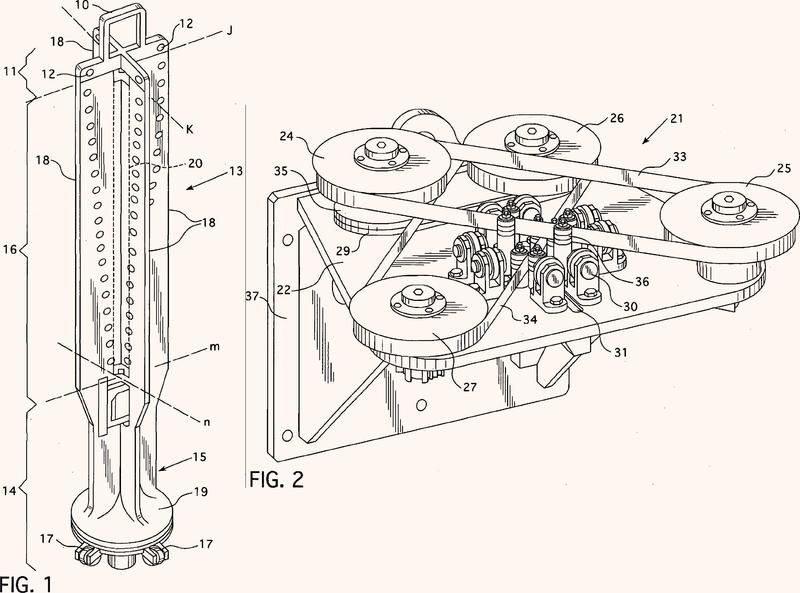
una placa (22) de asiento de la herramienta;
un primer par de poleas separadas (24, 25) soportadas de forma giratoria desde un lado de la placa (22) de asiento de la herramienta, comprendiendo una del primer par de poleas separadas una rueda motriz (24) que está conectada operativamente con un motor (28) para hacer girar la rueda motriz cuando el motor se encuentra en un estado activado y una segunda del primer par de poleas separadas (24, 25) orientada a lo largo de un primer eje que se extiende entre la rueda motriz (24) y la segunda del primer par de poleas separadas (25);
una primer hoja (33) de sierra de banda que se extiende en torno a la rueda motriz (24) y la segunda del primer par de poleas separadas (25) extendiéndose un primer lado de la primera hoja de sierra de banda entre la rueda motriz y la segunda del primer par de poleas separadas y en torno a la segunda del primer par de poleas separadas y un segundo lado de la primera hoja de sierra de banda se extiende entre la segunda del primer par de poleas separadas y la rueda motriz y en torno a la rueda motriz, extendiéndose el primer lado de la primera hoja de sierra de banda sobre una primera abertura (31) en la placa (22) de asiento de la herramienta que está dimensionada para que la barra (13) de control de un reactor de agua en ebullición axialmente la atraviese en una dirección del eje central;
un segundo par de poleas separadas (26, 27) soportadas de forma giratoria desde un lado de la placa (22) de asiento de la herramienta, comprendiendo una del segundo par de poleas separadas una rueda conducida (26) que está conectada de forma operativa con la rueda motriz (24) para hacer girar la rueda conducida cuando el motor (28) se encuentra en un estado activado y una segunda del segundo par de poleas separadas (27) orientada a lo largo de un segundo eje que se extiende entre la rueda conducida y la segunda del segundo par de poleas separadas, estando orientado el segundo eje con un ángulo fijo mayor o menor que cero con respecto al primer eje; y
una segunda hoja (34) de sierra de banda que se extiende en torno a la rueda conducida (26) y la segunda del segundo par de poleas separadas (27), extendiéndose un primer lado de la segunda hoja de sierra de banda entre la rueda conducida y la segunda del segundo par de poleas separadas y en torno a la segunda del segundo par de poleas separadas y un segundo lado de la segunda hoja de sierra de banda se extiende entre la segunda del segundo par de poleas separadas y en torno a la rueda conducida, extendiéndose el primer lado de la segunda hoja de sierra de banda sobre la primera abertura (31) en la placa (22) de asiento de la herramienta que está dimensionada para que la barra de control de un reactor de agua en ebullición la atraviese.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2012/062537.
Solicitante: WESTINGHOUSE ELECTRIC COMPANY LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1000 Westinghouse Drive Cranberry Township, Pennsylvania 16066 ESTADOS UNIDOS DE AMERICA.
Inventor/es: JANSSON,HAKAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23F17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › Métodos o máquinas especiales para la fabricación de dientes de engranaje, no incluidos en los grupos B23F 1/00 - B23F 15/00.
PDF original: ES-2567287_T3.pdf
Patentes similares o relacionadas:
Acoplamiento dentado de árbol-cubo y procedimiento de fabricación para un conector árbol-cubo, del 5 de Febrero de 2020, de KABA GALLENSCHUTZ GMBH: Acoplamiento dentado para la unión de dos secciones de árbol, que comprende un conector árbol-cubo , en donde el conector árbol-cubo comprende: - una primera pieza […]
Procedimiento para la fabricación de una corona con dentado interno, así como procedimiento para la fabricación o reparación de un engranaje, del 7 de Agosto de 2019, de Flender GmbH: Procedimiento para la fabricacion de una corona con dentado interno que debe montarse de manera fija a la caja en una caja de engranaje de un engranaje planetario, […]
 Método para reparar los dientes de una corona dentada, del 30 de Mayo de 2019, de FIVES FCB: Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis […]
Método para reparar los dientes de una corona dentada, del 30 de Mayo de 2019, de FIVES FCB: Método para reparar los dientes de una corona dentada , el método pone en práctica un dispositivo de mecanizado , amovible, comprendiendo un chasis […]
Procedimiento de reparación de la dentadura de una corona, del 16 de Enero de 2019, de FIVES FCB: Procedimiento de reparación de la dentadura de una corona por medio de un dispositivo de mecanizado que incluye un chasis y una parte móvil que soporta […]
Procedimiento para la fabricación de dentados en piezas de trabajo, del 7 de Febrero de 2018, de MAG IAS GMBH: Procedimiento para la fabricación de dentados en piezas de trabajo, con las siguientes etapas: - facilitar una pieza de trabajo que va a […]
Método para el acabado de engranajes endurecidos, del 26 de Abril de 2017, de Samp S.p.a. Con Unico Socio: Método para el acabado de engranajes endurecidos que tiene una cantidad de material q ≥ 0,03 × m donde q ≥ material total […]
Procedimiento para el granallado y el acabado vibratorio de engranajes, del 3 de Junio de 2015, de Engineered Abrasives, Inc: Un procedimiento de procesamiento de un engranaje metálico 20, 201 que comprende proporcionar un engranaje 20, 201, dirigir unos primeros medios de granallado […]
 DISPOSITIVO Y PROCEDIMIENTO PARA LA MECANIZACION BLANDA DE RUEDAS CONICAS Y UTILIZACION DEL DISPOSITIVO, del 25 de Junio de 2009, de KLINGELNBERG GMBH: Dispositivo para la utilización en la mecanización blanda de ruedas cónicas, con un soporte para el alojamiento de una pieza bruta de rueda […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA MECANIZACION BLANDA DE RUEDAS CONICAS Y UTILIZACION DEL DISPOSITIVO, del 25 de Junio de 2009, de KLINGELNBERG GMBH: Dispositivo para la utilización en la mecanización blanda de ruedas cónicas, con un soporte para el alojamiento de una pieza bruta de rueda […]