Dispositivo y procedimiento de mecanización blanda de ruedas dentadas cónicas.
Dispositivo (20; 50) con una estación de mecanización (30; 60) dotada de control CNC para el tallado del dentadode una pieza bruta de rueda (K2),
en donde la estación de mecanización (30; 60) presenta un segundo husilloportaherramientas (31; 61) con una herramienta de dentado (32; 62) y un segundo husillo portapiezas de trabajo (33;53) para recibir la pieza bruta de rueda (K2), en donde
- la estación de mecanización (30; 60) es una estación de mecanización (30; 60) de trabajo vertical en la que,durante el tallado del dentado, el segundo husillo portapiezas de trabajo (33; 63) con la pieza bruta de rueda (K2)está dispuesto por debajo o por encima del segundo husillo portaherramientas (31; 61) con la herramienta dedentado (32; 62),
- el dispositivo (20; 50) presenta, además, al menos una estación de premecanización (40; 70) de trabajo vertical conun primer portautillaje (41; 71) y un primer husillo portapiezas de trabajo (42; 72) para recibir una pieza de trabajobruta (K1),
caracterizado porque
- el dispositivo (20; 50) está diseñado para uso en la mecanización blanda de ruedas dentadas cónicas,
- la herramienta de dentado (32; 62) consiste en una cabeza portacuchillas,
- la estación de mecanización (30; 60) forma mecánicamente, junto con la estación de premecanización (40; 70), unaunidad funcional en la que la pieza de trabajo bruta (K1) experimenta una primera mecanización blanda en laestación de premecanización (40; 70), mientras que la pieza de trabajo bruta (K1) está recibida en el primer husilloportapiezas de trabajo (42; 72) para que, después de la primera mecanización blanda, sea traspasada luego comopieza bruta de rueda (K2) al segundo husillo portapiezas de trabajo (33; 63) de la estación de mecanización (30; 60)y sea allí dentada, y
- la estación de mecanización (30; 60) y la estación de premecanización (40; 70) están vinculadas una con otra portécnicas de control.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/001478.
Solicitante: KLINGELNBERG GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PETERSTRASSE 45 42499 HÜCKESWAGEN ALEMANIA.
Inventor/es: RIBBECK, KARL MARTIN, MULLER,HARTMUTH, THOMAS,Joachim, SCHEIDER,Burkhard, LOH,Dietmar.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23F17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › Métodos o máquinas especiales para la fabricación de dientes de engranaje, no incluidos en los grupos B23F 1/00 - B23F 15/00.
- B23P15/14 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de piezas de engranaje, p. ej. piñones.
- B23Q39/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos están dispuestos para funcionar simultáneamente desde diferentes puestos de trabajo, p. ej. con una mesa de trabajo anular que se desplaza por palieres (asociaciones de máquinas vinculadas solamente por los medios de transferencia de la pieza B23Q 41/00).
- B23Q7/04 B23Q […] › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de pinzas.
PDF original: ES-2385652_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento de mecanización blanda de ruedas dentadas cónicas.
La presente invención concierne a dispositivos de mecanización blanda de ruedas dentadas cónicas, especialmente dispositivos que están diseñados para la mecanización en seco. La invención concierne también a un procedimiento correspondiente.
Es ya conocido por la publicación de patente DE 199 04 859 un torno que presenta dos husillos portapiezas de trabajo. Los husillos portapiezas de trabajo tienen ejes de pieza de trabajo verticales. Los husillos portapiezas son basculables. Un alojamiento de herramienta está dispuesto por debajo de cada husillo portapiezas.
Existen máquinas muy diferentes que pueden utilizarse en la fabricación de ruedas dentadas cónicas y ruedas dentadas similares. Desde hace algún tiempo, existe el deseo de automatizar la fabricación. Una solución, que, sin embargo, solo se ha podido imponer condicionalmente hasta ahora, es el centro de mecanización que está diseñado de modo que se pueden realizar un gran número de pasos de fabricación en una misma máquina. Tales máquinas no solo son muy complejas y, por tanto, caras, sino que requieren también un coste relativamente grande para los ajustes preliminares (tiempo de preparación de la máquina) . Por otro lado, tales máquinas, que se han desarrollado atendiendo a la alta flexibilidad, son más bien adecuadas para realizar producciones individualizadas o series muy pequeñas.
En la patente europea EP 0 832 716 B1 se muestra y describe una máquina compacta que está diseñada para el torneado y el fresado por generación de una pieza de trabajo, en donde no se tiene que cambiar la sujeción de esta pieza de trabajo ni tampoco se la tiene que transferir. Expresado con otras palabras, la pieza de trabajo está asentada en un husillo principal después de la sujeción y es mecanizada allí con diferentes herramientas. Se considera como una desventaja de esta máquina el que, debido a la disposición de los diferentes elementos, no está diseñada para realizar una mecanización en seco, ya que en la mecanización en seco es de especial importancia la evacuación de las virutas calientes. Además, la libertad de movimientos es restringida por la disposición lateral de los dos carros dotados de las herramientas con respecto a la pieza de trabajo. La máquina mostrada no es adecuada para la mecanización de ruedas dentadas cónicas, coronas diferenciales o similares, sino que está concebida para la mecanización de ruedas dentadas rectas.
Se conoce por la publicación de patente DE 199 18 289 A1 otra máquina en la que se ejecutan dos pasos uno tras otro sin tener que cambiar la sujeción de la pieza de trabajo. El primer paso ejecutado en esta máquina consiste en una mecanización de desbaste de una rueda dentada recta por medio de una fresa espiral para darle a la pieza de trabajo un contorno y una superficie aproximados. Sigue luego un procedimiento de mecanización fina en el que la pieza de trabajo se mantiene también aquí en la misma posición de sujeción.
Se considera como desventaja de las máquinas el que se tiene que mecanizar una pieza de trabajo en varios pasos sin cambiar la postura de la pieza de trabajo y el que en el diseño y la realización de la máquina se deben tener en cuenta un gran número de parámetros diferentes. En este caso, se tiene que encontrar siempre un complemento entre los más diferentes valores de consigna, tal como puede apreciarse en el ejemplo siguiente. En la máquina descrita en la publicación de patente citada al principio se ejecutan tanto el desbaste como la mecanización fina. El desbaste consiste en un procedimiento en el que se quita material de una pieza bruta mediante una alta potencia de arranque de virutas. Por el contrario, en la mecanización fina se trabaja con un avance muy pequeña y con una precisión grande. Esto conduce por sí solo a requisitos diferentes en lo que respecta a la sujeción de la pieza. Sin embargo, la clase y disposición de las distintas herramientas y su activación pueden ser también muy diferentes. Cuando se quiere que una parte o la totalidad de los pasos citados se realicen ahora también como una mecanización en seco, resultan entonces otras restricciones respecto de la disposición de los distintos ejes y herramientas a causa de los requisitos especiales impuestos por la mecanización en seco al transporte de evacuación de las virutas calientes.
La invención se basa en el problema de, por un lado, simplificar y, por otro, acelerar la fabricación de ruedas dentadas cónicas sin tener que aceptar con ello mermas de calidad.
Otro problema de la invención consiste en proporcionar un procedimiento y un dispositivo correspondiente que estén diseñados para la mecanización en seco.
Estos problemas se resuelven según la invención por medio de las características de la reivindicación 1 y por medio de las características de la reivindicación 14. Otras ejecuciones ventajosas se desprenden de las reivindicaciones subordinadas.
El procedimiento según la invención está diseñado especialmente para la mecanización de flancos de dientes antes de un proceso de temple, es decir, en estado blando. Se deben seleccionar de manera correspondiente las herramientas que se utilicen.
DIBUJOS
En lo que sigue se describen ejemplos de realización de la invención con más detalle haciendo referencia a los dibujos. Muestran:
La figura 1, una representación esquemática a modo de ejemplo de los diferentes pasos de mecanización en el tallado del dentado de ruedas dentadas cónicas;
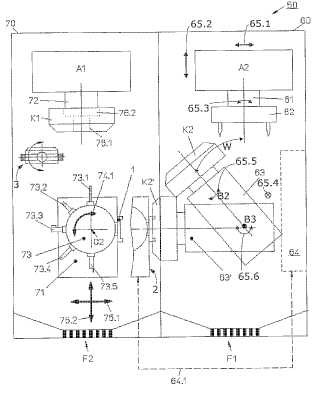
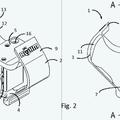
La figura 2, una representación esquemática de un primer dispositivo para uso en la mecanización blanda de ruedas dentadas cónicas, según la invención; y La figura 3, una representación esquemática de un segundo dispositivo para uso en la mecanización blanda de ruedas dentadas cónicas, según la invención.
DESCRIPCIÓN DETALLADA
La invención se ocupa de la mecanización de ruedas dentadas cónicas. Este concepto comprende por definición también coronas diferenciales y piñones cónicos. Están comprendidas también ruedas dentadas cónicas sin decalaje de los ejes y ruedas dentadas cónicas con decalaje de los ejes, las llamadas ruedas dentadas hipoidales.
La figura 1 muestra una representación esquemática de un desarrollo 10 de un procedimiento tomado como ejemplo. La invención puede utilizarse ventajosamente en el contexto indicado. Se trata, como se ha mencionado, de un ejemplo para la mecanización de una corona diferencial o un piñón cónico. Partiendo de una pieza de trabajo bruta (casilla 101) se realizan los pasos de mecanización siguientes en el ejemplo mostrado. Se puede generar, por ejemplo, un taladro (central) por torneado (casilla 102) . Seguidamente, se puede voltear la pieza de trabajo bruta para la mecanización ulterior (casilla 103) . Después del volteo puede seguir una nueva mecanización de torneado (casilla 104) . Estos pasos son opcionales y en el presente contexto se denominan fabricación de preformas o premecanización. En el marco de la fabricación de preformas se pueden ejecutar también otros pasos o unos pasos alternativos. Al final de la fabricación de preformas se denomina pieza bruta de rueda a la pieza de trabajo. El paso 102 o los pasos 102-104 puede ejecutarse según la invención en una llamada estación de premecanización 40 ó 70.
Sigue ahora el llamado tallado del dentado. Según la invención, se utiliza preferiblemente un fresado de ruedas dentadas cónicas (en seco) (casilla 105) para generar dientes en la pieza bruta de rueda. Sigue luego el paso opcional de desbarbado (casilla 106) . El paso 105 o los pasos 105-106 pueden ejecutarse según la invención en una llamada estación de mecanización 30 ó 60. Se puede utilizar también otra estación de mecanización.
A continuación, siguen típicamente un tratamiento térmico (casilla 107) , para templar la pieza bruta de rueda, y una mecanización posterior o mecanización fina (casilla 108) . La rueda dentada cónica está entonces terminada.
Otros detalles de la invención se describen en lo que sigue ayudándose de una descripción más precisa de los distintos pasos del procedimiento y por medio de dos ejemplos de realización, pudiendo intercambiarse o combinarse entre ellos algunos detalles de las distintas formas de realización.
El procedimiento según la invención para la mecanización blanda de ruedas dentadas cónicas comprende los pasos siguientes. Los símbolos de referencia... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo (20; 50) con una estación de mecanización (30; 60) dotada de control CNC para el tallado del dentado de una pieza bruta de rueda (K2) , en donde la estación de mecanización (30; 60) presenta un segundo husillo portaherramientas (31; 61) con una herramienta de dentado (32; 62) y un segundo husillo portapiezas de trabajo (33; 53) para recibir la pieza bruta de rueda (K2) , en donde
- la estación de mecanización (30; 60) es una estación de mecanización (30; 60) de trabajo vertical en la que, durante el tallado del dentado, el segundo husillo portapiezas de trabajo (33; 63) con la pieza bruta de rueda (K2) está dispuesto por debajo o por encima del segundo husillo portaherramientas (31; 61) con la herramienta de dentado (32; 62) ,
- el dispositivo (20; 50) presenta, además, al menos una estación de premecanización (40; 70) de trabajo vertical con un primer portautillaje (41; 71) y un primer husillo portapiezas de trabajo (42; 72) para recibir una pieza de trabajo bruta (K1) ,
caracterizado porque
- el dispositivo (20; 50) está diseñado para uso en la mecanización blanda de ruedas dentadas cónicas,
- la herramienta de dentado (32; 62) consiste en una cabeza portacuchillas,
- la estación de mecanización (30; 60) forma mecánicamente, junto con la estación de premecanización (40; 70) , una unidad funcional en la que la pieza de trabajo bruta (K1) experimenta una primera mecanización blanda en la estación de premecanización (40; 70) , mientras que la pieza de trabajo bruta (K1) está recibida en el primer husillo portapiezas de trabajo (42; 72) para que, después de la primera mecanización blanda, sea traspasada luego como pieza bruta de rueda (K2) al segundo husillo portapiezas de trabajo (33; 63) de la estación de mecanización (30; 60) y sea allí dentada, y
- la estación de mecanización (30; 60) y la estación de premecanización (40; 70) están vinculadas una con otra por técnicas de control.
2. Dispositivo (20; 50) según la reivindicación 1, caracterizado porque la estación de mecanización (30; 60) comprende un control CNC (34; 64) y la estación de mecanización (30; 60) puede ser hecha funcionar de manera autárquica o bien como una unidad funcional juntamente con la estación de premecanización (40; 70) .
3. Dispositivo (20; 50) según la reivindicación 2, caracterizado porque la estación de mecanización (30; 60) y la estación de premecanización (40; 70) comprenden accionamientos propios que pueden ser controlados todos ellos por el control CNC (34; 64) para poder ejecutar así una primera mecanización blanda al menos parcialmente simultánea de una pieza de trabajo bruta (K1) y un tallado del dentado de una pieza bruta de rueda (K2) .
4. Dispositivo (20; 50) según la reivindicación 2 ó 3, caracterizado porque la estación de premecanización (40; 70) puede ser unida mecánicamente y por técnicas de control con la estación de mecanización (30; 60) por medio de conexiones de montaje suplementario y porque la primera mecanización blanda puede ser controlada por el control CNC (34; 64) de la estación de mecanización (30; 60) .
5. Dispositivo (20; 50) según cualquiera de las reivindicaciones 1 a 4, caracterizado porque el dispositivo (20; 50) comprende un equipo de alimentación que realiza un traspaso automático de la pieza bruta de rueda (K2) de la estación de premecanización (40; 70) a la estación de mecanización (30; 60) .
6. Dispositivo (20; 50) según la reivindicación 1, 2 ó 3, caracterizado porque en la estación de premecanización (40; 70) de trabajo vertical el portautillaje (41; 71) está dispuesto por debajo del husillo portapiezas de trabajo (42; 72) con la pieza de trabajo bruta (K1) .
7. Dispositivo (20; 50) según la reivindicación 1, 2 ó 3, caracterizado porque el portautillaje (41; 71) de la estación de premecanización (40; 70) comprende
- un portaherramientas (41; 73) que está equipado con una herramienta de fresado (43; 73.1) , o bien comprende
- un alojamiento para una cuchilla de torno (73.2) y está equipado con una cuchilla de torno (73.2) ,
para mecanizar la pieza de trabajo bruta (K1) recibida en el husillo portapiezas de trabajo (42; 72) de la estación de premecanización (40; 70) .
8. Dispositivo (50) según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el portautillaje de la estación de premecanización (70) comprende un portaherramientas (73) con un portautillaje que lleva una cabeza de husillo giratoria para poder accionar individualmente la herramienta correspondiente (73.1) .
9. Dispositivo (20; 50) según cualquiera de las reivindicaciones 1 a 8, caracterizado porque debajo de la estación de mecanización (30; 60) y debajo de la estación de premecanización (40, 70) están previstos sendos dispositivos de recogida (F1, F2) para virutas, siendo evacuadas las virutas preferiblemente hacia atrás en cada uno de los dispositivos de recogida (F1, F2) .
10. Dispositivo (20; 50) según cualquiera de las reivindicaciones 1 a 9, caracterizado porque la estación de mecanización (30; 60) consiste en una máquina de fresado de ruedas dentadas cónicas que está diseñada de preferencia especialmente para el fresado en seco.
11. Dispositivo según la reivindicación 10, caracterizado porque comprende una estación de mecanización posterior que está diseñada preferiblemente para el desbarbado de la pieza bruta de rueda dentada (K2) .
12. Dispositivo (20; 50) según cualquiera de las reivindicaciones 1 a 11, caracterizado porque el portautillaje (41; 70) de la estación de premecanización comprende una herramienta de desbarbado para realizar un desbarbado después del torneado o para realizar un desbarbado después del fresado.
13. Dispositivo (20; 50) según cualquiera de las reivindicaciones 1 a 11, caracterizado porque tanto la estación de premecanización (40; 70) como la estación de mecanización (30; 60) presentan cada una de ellas seis ejes que pueden ser activados por un control CNC (34; 64) .
14. Procedimiento de mecanización blanda de ruedas dentadas cónicas con los pasos siguientes:
(a) sujeción de una pieza de trabajo bruta (K1) en un primer husillo portapiezas de trabajo (42; 72) de una estación de premecanización (40; 70) ,
(b) realización de una primera mecanización blanda de la pieza de trabajo bruta (K1) con una herramienta (43; 73.173.5) que está sujeta en un primer husillo portaherramientas (41, 73) de la estación de premecanización (40; 70) , para producir una pieza bruta de rueda (K2) a partir de la pieza de trabajo bruta (K1) ,
(c) traspaso automatizado de la pieza bruta de rueda (K2) de la estación de premecanización (40; 70) a una estación de mecanización (30; 60) , siendo traspasada la pieza bruta de rueda (K2) del primer husillo portapiezas de trabajo (42; 72) a un segundo husillo portapiezas de trabajo (33; 63) de la estación de mecanización (30; 60) , y
(d) realización de una segunda mecanización blanda de la pieza bruta de rueda (K2) con una herramienta (32; 62) que está sujeta en un segundo husillo portaherramientas (31; 61) de la estación de mecanización (30; 60) , para producir un dentado en la pieza bruta de rueda (K2) ,
en donde la estación de mecanización (30; 60) y la estación de premecanización (40; 70) son estaciones de trabajo vertical que están vinculadas una con otra por técnicas de control, en donde la estación de mecanización (30; 60) forma mecánicamente, junto con la estación de premecanización (40; 70) , una unidad funcional y en donde la herramienta (32; 62) del segundo husillo portaherramientas consiste en una cabeza portacuchillas.
15. Procedimiento según la reivindicación 14, caracterizado porque la estación de mecanización (30; 60) y la estación de premecanización (40; 70) están vinculadas una con otra por técnicas de control, preferiblemente a través de un bus (34.1; 64.1) .
16. Procedimiento según la reivindicación 14 ó 15, caracterizado porque durante la realización de una primera mecanización blanda de la pieza de trabajo bruta (K1) se lleva a cabo al menos parcialmente al mismo tiempo en una pieza bruta de rueda (K2) la realización de una segunda mecanización blanda.
17. Procedimiento según la reivindicación 14, 15 ó 16, caracterizado porque durante el traspaso automatizado de la pieza bruta de rueda (K2) de la estación de premecanización (70) a la estación de mecanización (60) se utiliza un equipo de alimentación integrado y se ejecutan los pasos siguientes:
- recogida de la pieza bruta de rueda (K2) por unos medios de sujeción o de agarre (1) que están previstos en el primer portapiezas (73) ,
- giro del primer portapiezas (73) con la pieza bruta de rueda (K2) alrededor de un eje (C2) ,
- traspaso de la pieza bruta de rueda (K2) de los medios de sujeción o de agarre (1) , que están previstos en el primer portaherramientas (73) , a unos medios de sujeción o de agarre que están previstos en el segundo husillo portapiezas de trabajo (63) , y
- giro del segundo husillo portapiezas de trabajo (63) con la pieza bruta de rueda (K2) alrededor de un eje para llevar la pieza bruta de rueda (K2) a una posición de mecanización antes de que se ejecute el paso (d) .
18. Procedimiento según cualquiera de las reivindicaciones 14 a 17, caracterizado porque la segunda mecanización
blanda comprende el fresado, preferiblemente el fresado en seco, con la cabeza portacuchillas (32; 62) .
19. Procedimiento según la reivindicación 17, caracterizado porque durante el traspaso automatizado de la pieza bruta de rueda (K2) se ejecutan por un control CNC (34; 64) unos movimientos a lo largo o alrededor de cuatro ejes (65.6, 74.1, 75.1, 75.2) .
Patentes similares o relacionadas:
Máquina de mecanizado con dispositivo de carga de piezas de trabajo, del 10 de Junio de 2020, de GEBR. HELLER MASCHINENFABRIK GMBH: Máquina de mecanizado : con un grupo de husillos posicionables giratoriamente o accionables de forma giratoria alrededor de ejes (26, 27, […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
Procedimiento para la preparación de piezas de trabajo y máquina herramienta para la realización del procedimiento, del 22 de Enero de 2020, de STAMA MASCHINENFABRIK GMBH: Procedimiento para la mecanización de piezas de trabajo en una máquina herramienta con un husillo de trabajo desplazable con relación a un dispositivo […]
Dispositivo de procesamiento con una mesa de piezas de trabajo, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de procesamiento , en particular para el procesamiento de piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de […]
Dispositivo de mecanizado para piezas de trabajo y procedimiento para el mismo, del 4 de Septiembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para piezas de trabajo, en particular de madera, plástico o similar, con una primera mesa de piezas de trabajo que puede […]
Procedimiento para mecanizar piezas de trabajo en una máquina herramienta así como máquina herramienta para ello, del 21 de Agosto de 2019, de Ezu-Metallwaren GmbH & Co. KG: Procedimiento para el mecanizado, preferiblemente con arranque de virutas, de piezas de trabajo en una máquina herramienta con un husillo […]
 Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
Pinza y procedimiento para fabricar una pinza, del 30 de Mayo de 2019, de ROHM GMBH: Pinza con dos flancos laterales , que están unidos entre sí directa o indirectamente en un extremo y entre ellos se extiende un espacio que incluye un medio […]
BRIDA DE SUJECIÓN NEUMÁTICA PARA UTILLAJES, del 17 de Mayo de 2019, de SARABIA TRILLA, Miquel: 1. Brida de sujeción neumática mejorada para sujetar mediante un pisador con una cierta presión/esfuerzo a una chapa o similar, siendo susceptible la brida de sujeción […]