CIP-2021 : B29C 33/12 : con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/12[1] › con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/12 · con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
CIP2021: Invenciones publicadas en esta sección.
Sistema y método de asistencia en la fabricación de una carcasa de pala de turbina eólica.
(28/08/2019) Un método para fabricar una parte de carcasa de pala de turbina eólica hecha de una estructura compuesta que comprende un material de refuerzo de fibra incrustado en una matriz de polímero, en donde el método comprende las etapas de:
a) colocar una o más capas de fibra externas en una superficie del molde, definiendo una o más capas de fibra externas una superficie externa de la parte de la carcasa de la pala de turbina eólica,
b) montar una pluralidad de miembros de fijación en una placa de montaje e insertos de retención entre los miembros de fijación y envolver además una capa de fibra alrededor de la pluralidad de miembros de fijación y los insertos de retención para formar un…
Composiciones de moldeo y sobremoldeo para dispositivos electrónicos.
(24/07/2019). Solicitante/s: Henkel IP & Holding GmbH. Inventor/es: PAUL, CHARLES W., CAIN,CYNTHIA L, DEJESUS,MARIA CRISTINA BARBOSA.
Una composición de sobremoldeo que comprende:
1) un copolímero [A]-[B]-[A], en el que [A] es un monómero de bloque duro con una Tv superior a 30 ºC y [B] es un monómero de bloque blando con una Tv inferior a 20 ºC, y el copolímero comprende más de 35 % en peso del monómero [A];
2) al menos 10 % en peso de una resina fijadora que tiene un punto de reblandecimiento de anillo y bola de 70 ºC a 150 ºC, según se determina por el método de ASTM E28;
3) 0,05 a 5 % en peso de un absorbente UV; y
en el que la composición tiene una viscosidad inferior a 75.000 mPas (75.000 cP) a 210 ºC, medida según la norma ASTM D3236;
en el que el módulo de la composición es superior a 100 N/cm2 (1 x 107 dinas/cm2) a 25 ºC, determinado por un reómetro de deformación controlada RDA-III de Rheometric Scientific con una frecuencia de 10 rad/s y placas paralelas de 8 mm
con un espacio de 2 mm; y
en el que el % en peso se basa en el peso total de la composición.
PDF original: ES-2748055_T3.pdf
Procedimiento y dispositivo para la producción de un componente de turbina eólica de un material compuesto de fibras.
(26/06/2019) Procedimiento para la fabricación de un componente de turbina eólica de un material compuesto de fibras, en donde el procedimiento presenta las siguientes etapas:
• preparación de un molde de fabricación ,
• preparación de un pasador de posicionamiento ,
• disposición de un elemento de construcción prefabricado en el molde de fabricación , de manera que el elemento de construcción prefabricado presenta una geometría predeterminada y se dispone en una posición predeterminada con relación al molde de fabricación
• inserción de una primera sección del pasador de posicionamiento en un alojamiento del molde de fabricación ,
• inserción de una segunda sección del pasador de posicionamiento en un alojamiento…
Molde para moldeo de espuma en molde de resina con base de poliolefina, método para fabricar artículo moldeado de espumación en molde, y artículo moldeado de espumación en molde.
(06/03/2019) Un molde para moldeo de espuma en molde de resina con base de poliolefina, el molde se configura para moldear un miembro de inserto integralmente con un cuerpo moldeado de espumación , el miembro de inserto incluye una pieza incrustada a incrustar en el cuerpo moldeado de espumación formado de cuencas pre-expandidas de resina con base de poliolefina y una pieza protuberante (3a) que sobresale del cuerpo moldeado de espumación hacia el exterior, en donde
el molde para moldeo de espuma en molde de resina con base de poliolefina comprende:
una pieza cóncava de acomodo que puede acomodar la pieza protuberante (3a); y
unos medios de apertura/cierre tienen una pieza de apertura/cierre que puede abrir y cerrar una abertura de lado cavidad de la pieza cóncava de acomodo…
Molde de inyección y procedimiento de inyección asociado.
(11/04/2018) Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a la primera parte de molde , estando la primera parte o la segunda parte de molde configurada para ser móvil axialmente con respecto respectivamente a la segunda parte o la primera parte de molde entre al menos una posición de apertura del molde de inyección y una posición de cierre del molde de inyección , al menos un primer puesto de trabajo denominado puesto de inyección y al menos un segundo puesto de trabajo denominado puesto de puesta de inserto, comprendiendo la primera parte de molde :
- al menos un primer cargador móvil configurado para desplazarse al menos en rotación al menos entre el primer puesto y el segundo puesto , estando dicho primer cargador posicionado entre la primera…
Método de fabricación de un cuerpo vítreo artificial plegable y molde del mismo.
(01/02/2017). Solicitante/s: Guangzhou Vesber Biotechnology Co., Ltd. Inventor/es: GAO,QIANYING.
Un molde para fabricar un cuerpo vítreo artificial plegable que comprende una cápsula y un tubo de drenaje conectado a la cápsula, comprendiendo el molde:
un molde superior ;
un molde inferior ; y.
un núcleo dispuesto entre el molde superior y el molde inferior, y conectado a un pasador de tubo de drenaje;
en donde el pasador del tubo de drenaje se extiende hacia un canal de inyección de plástico, y se proporcionan orificios de calentamiento en el molde superior y/o en el molde inferior.
PDF original: ES-2617746_T3.pdf
Cables compatibles con IRM y RF.
(23/11/2016). Solicitante/s: BOSTON SCIENTIFIC NEUROMODULATION CORPORATION. Inventor/es: BOTTOMLEY,PAUL,A, KARMARKAR,PARAG V, ALLEN,JUSTIN M, EDELSTEIN,WILLIAM A, PIFERI,PETER, GORE,BRIAN, SHIFFLETTE,J. MICHAEL.
Un cable médico flexible que tiene al menos un conductor, en el que cada conductor comprende una pluralidad de segmentos, comprendiendo cada segmento una configuración de bobina apilada multicapa preformada, comprendiendo cada configuración de bobina apilada multicapa una primera sección bobinada hacia delante que se extiende en una dirección longitudinal hacia delante, a continuación se da la vuelta en una sección bobinada inversa que se extiende en una dirección longitudinal inversa sustancialmente opuesta, a continuación se da la vuelta en una segunda sección bobinada hacia delante que se extiende en la dirección longitudinal hacia delante, en el que las secciones primera bobinada hacia delante, bobinada inversa y segunda bobinada hacia delante están dispuestas en una pluralidad de capas apiladas unas sobre otras.
PDF original: ES-2615402_T3.pdf
Recipientes etiquetados y procesos para producir recipientes etiquetados.
(09/11/2016). Solicitante/s: NESTEC S.A.. Inventor/es: TAI,SHINJI, NAKAYA,MASAKAZU, KUROSAKI,KAZUHIRO, URUSHIDANI,YUKIHIRO.
Un recipiente etiquetado en el molde que comprende:
una etiqueta multicapa que comprende una capa de resina absorbente de oxígeno y una resina que constituye el cuerpo del recipiente, de modo que la etiqueta multicapa cubre total o parcialmente una superficie exterior o una superficie interior del recipiente, de modo que la capa de resina absorbente de oxígeno es una subcapa de una capa de barrera al oxígeno estratificada, la cual incluye además, como mínimo, una subcapa resínica de barrera al oxígeno,
de modo que el grosor total de una o más capas opcionales aplicadas sobre el lado exterior de la capa de barrera al oxígeno estratificada está representado por X y el grosor total del recipiente está representado por Y, siendo la relación X/Y de 0,01 hasta 0,25 aproximadamente.
PDF original: ES-2610391_T3.pdf
Cables compatibles con MRI y RF.
(28/09/2016) Un sistema de cable seguro de MRI que comprende:
un cable flexible alargado con una pluralidad de conductores que tienen una longitud con partes extremas proximal y distal opuestas, los conductores cada uno que tiene una pluralidad de módulos de supresión de corriente que se extienden a lo largo de la longitud del conductor, en donde cada módulo de supresión de corriente se configura y dispone para suprimir considerablemente corriente inducida por RF utilizada durante un procedimiento de MRI; y una pluralidad de electrodos, uno o más de los conductores en comunicación con uno respectivo de los electrodos;
caracterizado por que cada…
Molde y método para ayudar en la fabricación de una cubierta de pala de turbina eólica.
(20/07/2016) Un molde para fabricar una parte de cubierta de pala de turbina eólica, estando el molde provisto de una superficie de moldeo que define la forma exterior de la parte de cubierta de turbina eólica, en donde el molde tiene una dirección longitudinal y comprende una parte de molde de extremo de raíz en un extremo longitudinal del mismo, y en donde el molde está provisto de un mecanismo de descenso, que está adaptado para llevar y bajar un inserto de extremo de raíz sobre la superficie de moldeo del molde , caracterizado porque el mecanismo de descenso está adaptado para bajar el inserto del extremo de raíz en un movimiento de dos etapas, donde…
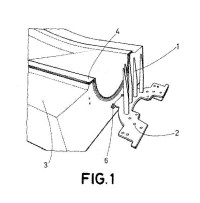
Aparato y método para formar un borde de salida de una pala de turbina eólica y componente de borde de salida.
(04/05/2016) Aparato para formar un borde de salida de una pala de turbina eólica que tiene carcasas primera y segunda , definiendo las carcasas primera y segunda un hueco entre ellas, que comprende:
un primer componente de molde adaptado para formar la carcasa primera o segunda; y
un dispositivo de colocación que tiene un elemento de enganche configurado para soportar de manera segura un componente de borde de salida que ha de acoplarse a las carcasas primera y segunda para de ese modo cerrar dicho hueco , estando dicho elemento de enganche acoplado a dicho primer componente de molde , comprendiendo dicho aparato además:
un segundo componente de molde adaptado para formar la otra de las…
Sistema y método para ayudar en la fabricación de una cubierta de pala de turbina eólica.
(13/04/2016) Un sistema de colocación de esteras de fibra para colocar y cortar esteras de fibra en un molde para la fabricación de una parte compuesta reforzada con fibras, en particular una parte para una pala de turbina eólica, tal como una parte de cubierta aerodinámica, en la que el sistema se adapta para colocar la estera de fibra cuando esta se mueve en una dirección longitudinal a lo largo del molde, y en el que el sistema comprende:
• un primer rodillo de accionamiento para hacer avanzar la estera de fibra,
• un dispositivo de corte para cortar la estera de fibra,
• un dispositivo de sujeción para sujetar la estera de fibra, mientras la estera de fibra está siendo cortada por el dispositivo…
Procedimiento y dispositivo para la fabricación de una tubería aislada térmicamente.
(30/03/2016) Procedimiento para la fabricación de una tubería aislada térmicamente, que comprende el posicionamiento de al menos un tubo interior en un tubo exterior bajo la formación de un espacio hueco entre la pared exterior del tubo interior y la pared interior del tubo exterior así como el relleno con espuma del espacio hueco , en el que el tubo interior es retenido de manera que se extiende recto por medio de fuerza de tracción en dirección longitudinal de los tubos y se rellena con espuma retenido de esta manera, en el que se utiliza un alojamiento de tubo que se extiende en la dirección longitudinal de los tubos a fabricar y se utilizan medios de fijación (9, 9') dispuestos a ambos a ambos lados de los extremos longitudinales del alojamiento de tubo, caracterizado porque se utiliza al menos un miembro de tracción…
Molde y método para sobremoldeo y/o encapsulación.
(02/03/2016) Un molde para sobremoldeo y/o encapsulación de una lámina , que comprende:
- un punzón adecuado para soportar una lámina a sobreprensar y/o encapsular,
- un matriz adecuada para cerrarse sobre el punzón para delimitar con el último una cámara de inyección para contener el material que se va a inyectar, siendo la matriz y el punzón móviles axialmente entre sí con respecto a una dirección axial de apertura/cierre (Y-Y) del molde ,
- un inserto , asociado de forma deslizable con dicha matriz a lo largo de al menos dicha dirección axial (YY), interactuando el inserto con la lámina y definiendo, junto con la lámina , la matriz y el punzón , el contorno de dicha…
Procedimiento para el moldeado de piezas con estructura superficial moldeada.
(26/11/2014) Procedimiento para la fabricación de una pieza moldeada con una estructura superficial (21') moldeada por impresión, graneado o similar utilizando un dispositivo para la fabricación de piezas moldeadas 5 con una mitad de molde para la cara superior de la pieza moldeada , en donde la superficie (5') de la mitad de molde presenta igualmente una estructura superficial y está situada enfrente de una superficie (11') de una segunda mitad de molde , con los siguientes pasos:
a) Utilización de una capa de cubierta que comprende una piel hecha de un material termoplástico y un soporte hecho de una esponja de plástico;
b) Calentar la capa de cubierta…
Máquina de termoformado con un bastidor de tapa ajustable.
(14/08/2013) Máquina de termoformado (T) que comprende:
- una caja (B) que tiene una parte superior abierta (A) y diseñada para soportar un molde (M),
- un molde (M) soportado en la caja (B),
- un bastidor de fijación (C) adecuado para sostener una lámina (S) de material termoplástico diseñado para serformado y situado contra el molde (M), y
- un bastidor de tapa (F) interpuesto entre la parte superior abierta (A) de la caja (B) y el bastidor de fijación (C);
en el que el bastidor de tapa (F) comprende unos elementos móviles primero, segundo, tercero y cuarto que están soportados por la caja (B) de una máquina…
MÉTODO DE FABRICACIÓN DE PALA DE AEROGENERADOR.
(08/08/2013). Ver ilustración. Solicitante/s: ARGOLABE INGENIERIA, S.L. Inventor/es: GARCÍA DE LARRINOA,JOSÉ ANTONIO, FERNÁNDEZ PARADA,FRANCISCO BORJA.
Se describe un método de fabricación de palas de aerogeneradores mediante el que se obtienen palas con un rendimiento mecánico elevado y una alta fiabilidad en la unión pala-buje, siendo ésta una de las uniones más críticas de un aerogenerador por el alto grado de solicitaciones a cargas extremas y de fatiga. Esta solución aporta también un método de fabricación más sencillo y económico en comparación con métodos anteriores, lo cual lo hace muy apto para pequeños fabricantes con recursos humanos, materiales y económicos limitados.
Método para fabricar una parte de guarnicionería para un automóvil o por lo menos una tapicería para el mismo.
(26/06/2013) Un método para fabricar una parte de guarnicionería que comprende por lo menos una tapicería flexible de un material plástico que forma una superficie frontal visible de la parte de guarnicionería , una capa derespaldo estructural unida a un lado posterior de la tapicería flexible y por lo menos una pieza de inserciónprefabricada que muestra una cara anterior y una cara posterior que está situada a una distancia pordetrás de la superficie visible formada por dicho material plástico, en dicho método la tapicería se hacemediante la aplicación de por lo menos un material de tapicería fluyente que comprende una mezcla reactiva paraproducir una tapicería de poliuretano elastomérico no celular o microcelular contra por lo menos…
Método para fabricar una parte de guarnicionería para un automóvil.
(03/05/2012) Un método para fabricar una parte de guarnicionería que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería , al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que dicho método comprende las etapas de:
- colocar dicha pieza de inserción prefabricada adosada contra al menos una superficie de un molde ;
- aplicar al menos un material de tapicería fluyente, que comprende una mezcla reactiva para producir una tapicería de poliuretano no celular o microcelular, de elastómero…
Procedimiento para moldear un elemento obturador a un medio de ignición con forma de cordón, medio de ignición con forma de cordón que se puede obtener con ello, y sistema de voladura.
(25/04/2012) Procedimiento para moldear un elemento obturador con forma de vaina en un una sección terminal deun medio de ignición con forma de cordel, que comprende una vaina tubular y un explosivo introducido en lavaina , utilizándose un dispositivo moldeador con una cámara de colada cilíndrica hueca, que está delimitadaen su contorno interior por un vástago axial, que se extiende desde una pared frontal de la cámara decolada, que presenta un orificio de introducción coaxial con el vástago en la otra pared frontal paraintroducir un medio de ignición con forma de cordel y en otro lugar, diferente al orificio de llenado, presenta…
Método para fabricar una parte de guarnicionería para un automóvil.
(25/04/2012) Un método para fabricar una parte de guarnicionería que está dispuesta para ser montada, en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería, al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que, en dicho método, dicha pieza de inserción prefabricada se coloca adosada contra al menos una superficie de un molde …
PROCEDIMIENTO DE FABRICACION DE BASES ELASTICAS, BASES ELASTICAS ASI OBTENIDAS Y MOLDE EMPLEADO PARA SU FABRICACION.
(04/01/2010) Procedimiento de fabricación de bases elásticas, bases elásticas así obtenidas y molde empleado para su fabricación.
Consiste en un procedimiento de espumación en caliente en el que se emplean unos semimoldes en el interior de los cuales se introduce el líquido espumable para obtener un producto espumado, que es posteriormente prensado mediante al menos un rodillo para apertura de las células alveolares del producto espumado y obtención de una base elástica , tal como un colchón o una almohada, constituida por una estructura de células abiertas transpirable
SISTEMA DE FIJACION DE VALVULAS DE AIRE EN MOLDES DE INYECCION DE PLASTICO.
(16/07/2008) Sistema de fijación de válvulas de aire en moldes de inyección de plástico.#El sistema tiene por finalidad permitir el acoplamiento del cuerpo valvular en el cuerpo del molde mediante rosca, sin que los medios que permiten suministrar al cuerpo valvular el necesario movimiento giratorio en uno o en otro sentido, repercutan a través de la base del cuerpo valvular en las características superficiales de las piezas a obtener. Para ello el cuerpo valvular incorpora una pareja de orificios laterales en los que juegan respectivas clavillas , perfectamente ajustadas en sus orificios de manera que en una situación inicial y emergente para dichas clavillas entre éstas puede actuar un tope diametral para suministrarle…
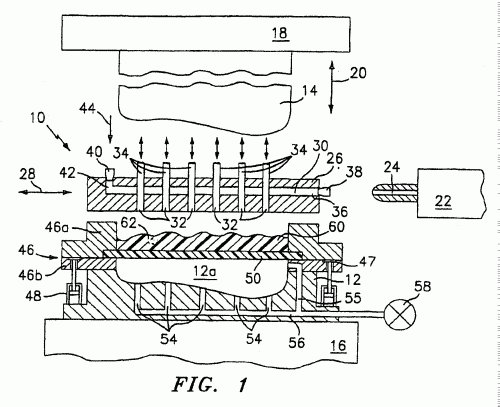
PROCEDIMIENTO Y APARATO PARA LA FORMACION DE UN ARTICULO MOLDEADO.
(01/09/2006). Ver ilustración. Solicitante/s: THE ELIZABETH AND SANDOR VALYI FOUNDATION, INC. Inventor/es: VALYI, EMERY, I. +DI, DELUSKY, ARTHUR, K., ELLISON, THOMAS, M., REES, HERBERT.
Procedimiento para la formación de un artículo moldeado que comprende: disponer una cavidad de moldeo (12a); colocar un elemento laminar sobre dicha cavidad de moldeo (12a); depositar plástico fundido sobre dicho elemento laminar para formar una combinación de un elemento laminar con material plástico fundido situado sobre el mismo, de manera que dicho elemento laminar es retenido sobre la mencionada cavidad de moldeo y dicho plástico fundido es depositado sobre el elemento laminar; y conformar a continuación dicha combinación de elemento laminar-material plástico fundido en dicha cavidad de moldeo, constituyendo un artículo moldeado que tiene la forma de la mencionada cavidad de moldeo, en el que dicho elemento laminar es una capa externa del artículo moldeado.
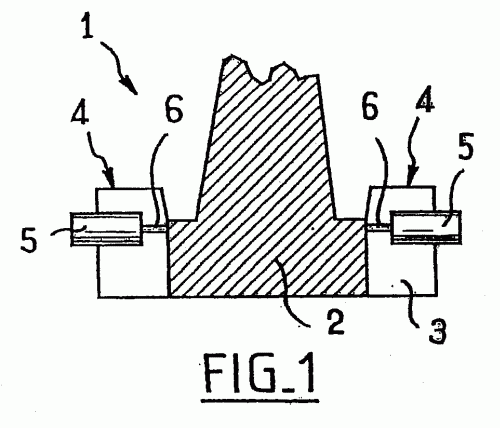
MOLDE CON PLANO DE JUNTA MOVIL PARA REALIZAR UNAS PIEZA DE MATERIAL PLASTICO Y UN PROCEDIMIENTO QUE UTILIZA DICHO MOLDE.
(16/11/2005). Ver ilustración. Solicitante/s: COMPAGNIE PLASTIC OMNIUM. Inventor/es: BLANCHON, CHARLES-GUILLAUME, VUAILLAT, THIERRY.
Molde para realizar una pieza de material plástico, comprendiendo este molde dos partes que delimitan entre ellas una cavidad correspondiente a la pieza a realizar, presentando cada parte del molde una zona periférica destinada a entrar en contacto con la zona de la otra parte del molde, definiendo las dos zonas así unidas el plano de junta del molde, estando una de las partes del molde destinada a recibir una hoja y constituida por dos bloques , uno central que delimita sustancialmente la cavidad del molde, el otro periférico y que soporta la zona periférica , siendo los dos bloques aptos para deslizar uno con respecto al otro según la dirección de cierre del molde, caracterizado porque el bloque periférico puede ser desplazado antes del cierre del molde para alejar la zona periférica de los bordes de la hoja.
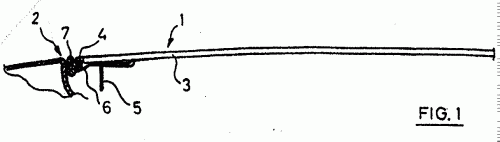
PIEZA MECANICA EN FORMA DE HOJA DE ELASTOMERO REFORZADA, SU PROCEDIMIENTO DE FABRICACION Y MOLDE PARA LA INDICADA FABRICACION.
(16/07/2005) Procedimiento de fabricación de una pieza mecánica flexible en forma de hoja de elastómero, reforzada por una estructura interna en forma de fibras, comprendiendo este procedimiento las etapas siguientes: - se dispone la estructura de refuerzo en el interior del volumen libre de un molde , comprendiendo este molde al menos dos partes que definen, por su huella respectiva el indicado volumen libre ; - se utilizan medios para mantener la estructura de refuerzo a una distancia dada de al menos una de las huellas ; - se introduce el elastómero en forma líquida en el interior del volumen libre ; - se procede a la cocción del elastómero ; - se extrae del molde la pieza elastomérica reforzada así obtenida, caracterizado porque, las dos partes del…
DISPOSITIVO DE CENTRADO DESTINADO PARA COMPONENTES PLANOS, PARTICULARMENTE PANELES DE CRISTAL.
(16/06/2004). Ver ilustración. Solicitante/s: FA. OSKAR BRAUNSBERGER. Inventor/es: HAGENMEYER, CORD, WEISS, OLIVER, HOYER, ALOIS.
Dispositivo de centrado para piezas planas , en particular para lunas de cristal, que se vayan a enmarcar por inyección/enmarcar con espuma o encapsular al menos en los cantos laterales con un marco de plástico , caracterizado porque el dispositivo de centrado está formado por muelles (18 y 19) de igual constante de muelle, dispuestos enfrentados entre sí y actuando sobre el borde de la pieza.
UTIL DE CONFORMAR CON UN DISPOSITIVO DE DESLIZAMIENTO AL ESTIRAJE PARA POSICIONAR UNA CAPA DE MATERIAL DECORATIVO Y METODO PARA FABRICAR LAS PIEZAS CONFORMADAS.
(01/04/2004) EN UNA HERRAMIENTA DE CONFORMADO (F) PARA FABRICAR PIEZAS DE FORMA COMPUESTAS POR LO MENOS POR UNA CAPA DE MATERIAL DECORATIVO (D) Y UNA MASA DE FORMA DE PLASTICO (M) EN UN PROCESO DE INYECCION POSTERIOR O ACUÑADO, QUE PRESENTA POR LO MENOS DOS MITADES DE UTILLAJE QUE SE PUEDEN UNIR DELIMITANDO UNA OQUEDAD DE FORMA, Y UN DISPOSITIVO DE AMARRE DESLIZANTE (S) SITUADO FUERA DE LA OQUEDAD DE FORMA, PARA LA CAPA DE MATERIAL DECORATIVO (D), EL DISPOSITIVO DE AMARRE DESLIZANTE (S) ESTA DOTADO DE UN INTERSTICIO DE APRIETE (K) PARA POSICIONAR LA CAPA DE MATERIAL DECORATIVO (D) QUE PUEDE REDUCIRSE HASTA UNA ANCHURA DE INTERSTICIO (U) PREDETERMINADO QUE SE ADELANTA PARA CERRAR LA HERRAMIENTA DE CONFORMADO (F) MEDIANTE UN ACUMULADOR…
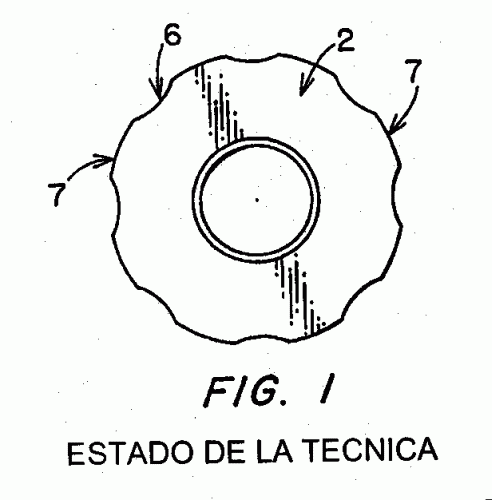
PROCEDIMIENTO PARA LA PRODUCCION DE UNA POLEA DE MATERIAL PLASTICO CON UN INSERTO METALICO.
(16/03/2004). Ver ilustración. Solicitante/s: THE GATES CORPORATION. Inventor/es: EMMETT, KEVIN, J.
Procedimiento para la producción de un conjunto de polea de material plástico con un inserto metálico que comprende las etapas de: a) colocar un inserto metálico circular , el cual tiene un eje y una superficie exterior circunferencial sustancialmente plana que se extiende radialmente desde el eje, sobre un medio posicionador (13A, 13B, 13C), situado dentro de la cavidad de un molde y colocado alrededor de la circunferencia exterior del inserto metálico para posicionar este último dentro de la cavidad del molde con anterioridad al moldeo y para mantener la redondez del inserto metálico durante el moldeo; y b) moldear un cuerpo anular de material plástico alrededor de dicho inserto metálico.
DISPOSITIVO Y PROCEDIMIENTO PARA LA COMPRESION EN EL PROPIO MOLDE Y/O LA INYECCION EN EL PROPIO MOLDE, ASI COMO PARA REBORDEAR UN MATERIAL DECORATIVO CON UN MATERIAL DE APOYO.
(01/11/2003) Un dispositivo para la compresión en el propio molde y/o la inyección en el propio molde de un material decorativo y para rebordear al menos una parte del margen de este material decorativo con un material de apoyo , comprendiendo dicho dispositivo al menos dos partes de molde que forman una cavidad (4, 4); en el que una primera parte de molde comprende medios de apriete (7, 7, 7) y una segunda parte de molde comprende medios de retención para retener un material decorativo colocado en la cavidad (4, 4), a una distancia de una superficie de la cavidad, superficie que está formada por la segunda parte de molde, y en el que estos medios de retención están levantados con relación a dicha superficie , caracterizado porque los medios de retención y los medios de apriete (7, 7, 7) están dispuestos…
DISPOSITIVO PARA EL MARCAJE EN MOLDES DE INYECCION.
(01/10/2003) 1. Dispositivo para el marcaje en moldes de inyección, que comprende un casquillo dentro del que va montado, con facultad de giro y desplazamiento axial en un sentido, un elemento marcador; cuyo casquillo define a partir de su base sendos alojamientos separados por un estrechamiento o garganta intermedia; y cuyo elemento marcador esta compuesto por una cabeza marcadora, que esta situada en uno de los alojamientos del casquillo y apoya contra el fondo del mismo, y por un vástago que pasa a través del estrechamiento o garganta citada y queda rematado en un ensanchamiento roscado que apoya, en sentido opuesto que la…
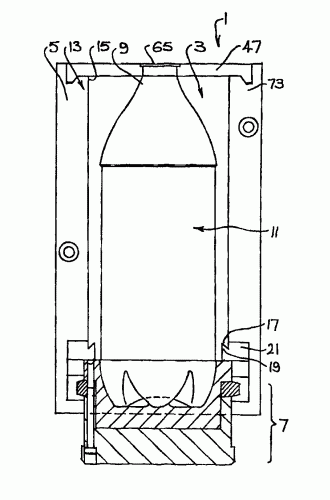
SISTEMA MEJORADO DE SUSTITUCION DE MOLDES.
(16/09/2003). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: CLARK, ROGER, WILLIAM.
UN ELEMENTO DE MOLDEO DEFINE UNA PARTE DE UNA CAVIDAD DE MOLDEO PARA MOLDEAR POR INSUFLACION DE AIRE UN ARTICULO EN UN APARATO DE MOLDEO POR INSUFLACION DE AIRE, DONDE EL CITADO ELEMENTO DE MOLDEO INCLUYE: (A) UN ELEMENTO SOPORTE FIJABLE AL CITADO APARATO DE MOLDEO POR INSUFLACION DE AIRE Y QUE TIENE UNA PARED QUE DEFINE UN REBAJO EN EL CITADO ELEMENTO SOPORTE; Y (B) UNA INSERCION REMOVIBLE SITUADA EN EL CITADO REBAJO Y QUE TIENE UNA SUPERFICIE QUE DEFINE UNA PARTE DE LA CITADA CAVIDAD DE MOLDEO , DONDE EL CITADO ELEMENTO SOPORTE Y LA CITADA INSERCION SE UBICAN MUTUAMENTE COINCIDENTES POR MEDIO DE MEDIOS DE UBICACION EN COOPERACION DE LA CITADA INSERCION Y DEL CITADO ELEMENTO SOPORTE, RESPECTIVAMENTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}