CIP-2021 : B21D 28/00 : Conformación por corte a presión; Perforación.
CIP-2021 › B › B21 › B21D › B21D 28/00[m] › Conformación por corte a presión; Perforación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B21D 28/02 · Corte con sacabocados o punzado de piezas sin elaborar o de objetos, con o sin producción de desechos; Entallado.
B21D 28/04 · · Centrado del material; Colocación de los útiles.
B21D 28/06 · · Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
B21D 28/08 · · · Trabajo por secuencia en zigzag.
B21D 28/10 · · Corte incompleto de manera que las diferentes partes permanezcan unidas al material.
B21D 28/12 · · Corte o punzado utilizando carros rotativos.
B21D 28/14 · · Matrices (dispositivos de eyección o de arranque, previstos en las herramientas para cortar o punzar B21D 45/00).
B21D 28/16 · · Medios para impedir la formación de obstáculos o de rebabas.
B21D 28/18 · · Tampones elásticos de punzado, p. ej. de caucho.
B21D 28/20 · · Utilización de propulsores.
B21D 28/22 · · Entallado de la periferia de piezas sin elaborar circulares, p. ej. para hacer laminillas de máquinas dinamoeléctricas.
B21D 28/24 · Perforación, es decir, corte de agujeros.
B21D 28/26 · · en chapas o piezas planas.
B21D 28/28 · · en tubos u otros cuerpos huecos.
B21D 28/30 · · en piezas anulares, p. ej. en llantas.
B21D 28/32 · · en otros objetos de forma especial.
B21D 28/34 · · Herramientas para perforar; Soportes para matrices.
B21D 28/36 · · utilizando portapiezas o portaherramientas rotativas.
CIP2021: Invenciones publicadas en esta sección.
Método de cizalladura en caliente con afino de grano en capa superficial y pieza de trabajo obtenida por cizalladura en caliente con afino de grano en capa superficial.
(15/04/2019) Un método de cizalladura en caliente con afino de grano en capa superficial que comprende:
calentar y mantener una chapa de acero que tiene un contenido de carbono del 0,15 % o más en masa en un intervalo de temperaturas de Ac3 a 1400 ° C para austenizar la chapa de acero;
posteriormente cizallar la chapa de acero en un estado en el que la chapa de acero se coloca sobre una matriz; y
templar enfriando rápidamente la chapa de acero cizallada,
en donde una temperatura inicial de la cizalladura se establece para que sea una temperatura (° C) obtenida añadiendo una temperatura de 30 ° C a 140 ° C a una Ar3 medida previamente de la chapa de acero;
o
en donde una temperatura inicial de la cizalladura se establece para que sea una temperatura (° C) obtenida al añadir un valor, que se calcula…
(26/02/2019) Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de fuerza la pieza superior e inferior, con un cilindro de anillo de retención dispuesto en la pieza superior , en el que está guiado un pistón de anillo de retención para el movimiento de los pernos de anillo de retención , un pistón principal / empujador dispuesto en la pieza inferior , que realiza un movimiento de elevación y que porta una placa de mesa con cámara de cilindro de contrapresión , en la que está guiado un pistón de contrapresión , un mecanismo de ajuste central dispuesto coaxialmente respecto al eje de elevación…
Equipo y procedimiento para transferir piezas de trabajo a y desde una herramienta.
(03/10/2018) Equipo para transferir piezas de trabajo a y desde una herramienta, en particular una herramienta de corte y mecanización de varias etapas, con una parte superior que incluye una etapa de corte formada por al menos un troquel de corte , una placa de guía y placa de presión y al menos una parte inferior que contiene al menos una placa de corte y placa de presión para cortar una pieza en bruto a partir de una banda plana , varias etapas de mecanización (9, 10, 11, 12 y 9.1, 10.1, 11.1, 12.1) que se encuentran sobre una trayectoria circular (K1, K2; K3, K4), compuestas por elementos activos en forma de…
Aparato de trabajo de prensa de desbarbado.
(22/02/2017) Un aparato de trabajo de prensa de desbarbado , que comprende:
medios de desbarbado para el corte de un material de placa a lo largo de una línea de desbarbado que divide una porción del producto de una porción de no producto en el material de placa ; y
medios de corte de chatarra para el corte de la porción de no producto a lo largo de una línea de recorte de chatarra que intersecta la línea de desbarbado ,
caracterizado por que,
dichos medios de desbarbado incluyen un medios de troquel de prensa de desbarbado que tiene una primera cuchilla de corte que se extiende a lo largo de la línea de desbarbado y otro medios de troquel de prensa de desbarbado para cortar el material de placa a lo largo del línea de desbarbado , en cooperación con la primero cuchilla de corte…
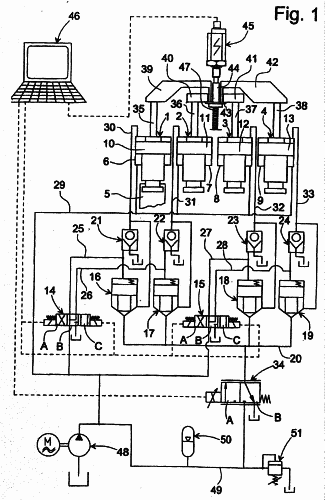
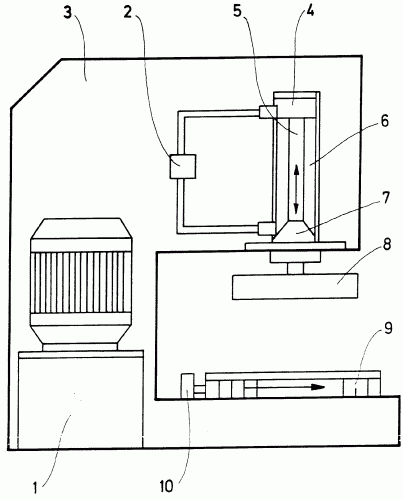
Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, especialmente de hojas de metal.
(16/07/2014) Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, en particular de hojas de metal, con un dispositivo de accionamiento elevador
- por medio del cual una herramienta de prensa puede desplazarse a lo largo de un eje de elevación en la dirección de una pieza a ser tratada con la herramienta de prensa y/o en dirección contraria a la misma
- que puede posicionarse a lo largo del eje de posicionamiento que se extiende perpendicularmente al eje de elevación y
- que comprende una transmisión de cuña dispuesta entre un accionamiento motorizado y la herramienta de prensa , con dos elementos de transmisión en cuña en el lado del accionamiento y dos elementos de transmisión en cuña en el lado accionado, asignándose respectivamente un elemento de transmisión en cuña del lado del accionamiento…
Cabezal de punzonado múltiple con selección manual del punzón.
(12/07/2013) Cabezal de punzonado múltiple manual, donde dicho cabezal está conectado a un elemento de potencia deaccionamiento vertical que desplaza verticalmente hacia abajo al cabezal junto con uno de los varios punzones (2-2'-2") mediante un seleccionador enfrentado con el punzón seleccionado, caracterizado por que incluye mediosque aseguran la selección del punzón seleccionado mediante un imán conectado al seleccionador encombinación con unos sensores magnéticos enfrentados con cada uno de los punzones (2-2'-2") y dispuestos enuna alineación paralela al desplazamiento del seleccionador , encontrándose la posición correcta del punzón seleccionado cuando el imán está confrontado con el…
Troquel de corte y método para fabricar el mismo.
(10/07/2013) Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante el par de sustratos, donde por lo menos uno de los sustratos se compone de un acero, un carburo cementado o una cerámica, y dicho por lo menos uno de los sustratos comprende un borde de cuchilla que tiene forma de superficie curvada para cortar el material de placa o de chapa y una superficie que continúa a partir de la superficie curvada y que está orientada hacia una superficie del material de placa o de chapa, una película dura que se forma mediante un método de deposición…
Aparato de prensado hidráulico.
(09/07/2013) Aparato de prensado hidráulico con una pieza fija y una pieza móvil , en el que la pieza móvil es movida respecto a la pieza fija por un pistón hidráulico y puede ser retrocedida a una posición de partida por medio de un resorte de retroceso , en el que además el movimiento de retorno puede ser activado en función de una presión de prensado predeterminada por la reacción de una válvula de retorno , en el que además está prevista una válvula de control que adicionalmente a la válvula de retorno en el estado de apertura libera una salida de medio hidráulico y con referencia a un estado de transporte de medio hidráulico, presenta una cara de entrada de medio…
UN UTILLAJE DE ESTAMPACION DE PRECISION.
(12/04/2013) Un utillaje de estampación de precisión.
Comprende una matriz y un punzón sobre el que se conforma una pieza por el desplazamiento de dicha matriz estando dicha matriz provista de una zona de incidencia que realiza el corte de un material contra dicho punzón , caracterizado porque la zona de incidencia de la matriz está dotada de un ángulo distinto de 90° respecto al eje de desplazamiento de la matriz en la operación de corte.
Procedimiento para producir una parte de alta resistencia.
(13/06/2012) Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de: usar una lámina de acero que contiene, en % en peso, C: del 0,05 al 0,55% y Mn: del 0,1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1,0% o menos, Al: del 0,005 al 0,1%, S: el 0,02% o menos , P: EL 0,03% o menos, Cr: del 0,01 al 1,0%, B: del 0,0002% al 0,0050%, N: el 0,01% o menos y O: el 0,015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; el procedimiento está caracterizado…
Procedimiento de producción de una parte de alta resistencia.
(14/03/2012) Procedimiento de producción de una parte de alta resistencia, que comprende las etapas de: usar una lámina de acero que contiene, en % en peso, C: del 0,05 al 0,55% y Mn: del 0,1 al 3%, opcionalmente, uno o más elementos seleccionados de entre Si: el 1,0% o menos, Al: del 0,005 al 0,1%, S: el 0,02% o menos , P: el 0,03% o menos, Cr: del 0,01 al 1,0%, B: del 0,0002% al 0,0050%, N: el 0,01% o menos y O: el 0,015% o menos, además, opcionalmente, uno o más elementos seleccionados de entre Nb, Zr, Mo y V de no más del 1% de cada uno, en su composición química y que tiene un esfuerzo de tracción de 980 MPa o más; caracterizado por calentar la lámina de acero…
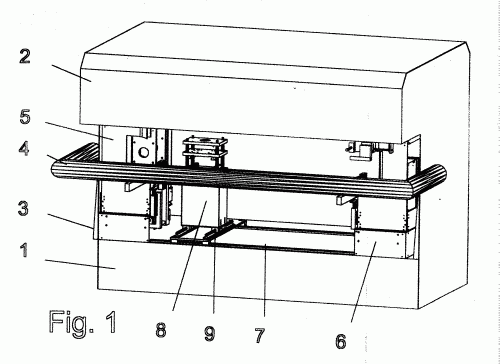
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION Y/O MECANIZACION DE PIEZAS.
(10/02/2010) Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta que se puede someter bajo presión y/o fuerza, en cuyo caso la presión y/o fuerza aplicada sobre al menos una herramienta será distribuida en la herramienta transversalmente a la dirección de presión, caracterizado en que, la presión/fuerza distribuída transversalmente a la dirección de presión será redistribuída en forma de elementos flexibles sobre varios campos de transmisión de fuerza, independientes entre sí, con el fin de compensar las fuerzas basculantes que ejercen sobre la al menos única herramienta
DISPOSITIVO PARA DETECTAR LA POSICION DE LOS PUNZONES DE UNA MAQUINA DE PUNZONAR CHAPAS METALICAS EQUIPADA CON MULTIPLES PUNZONES.
(16/03/2006). Ver ilustración. Solicitante/s: SALVAGNINI ITALIA S.P.A.. Inventor/es: BATTAGLIA, RUGGERO.
Dispositivo para la detección de la posición de los punzones de una máquina de punzonar chapas metálicas que comprende una pluralidad de punzones controlados por unos respectivos pistones , caracterizado porque comprende un único transductor de posición acoplado operativamente a todos los pistones mencionados anteriormente de modo unidireccional de tal modo que siga el movimiento de punzonado de cualquiera de los pistones , mientras que el resto de los pistones permanece en la posición de reposo.
METODO DE MECANIZACION DE PERFILES TALES COMO PERFILES DE MARCOS DE VENTANAS O PUERTAS Y MAQUINA PARA EL MECANIZADO DE PERFILES, TALES COMO PERFILES DE MARCOS Y DE HOJAS DE VENTANA O PUERTAS CORRESPONDIENTE.
(01/11/2004). Ver ilustración. Solicitante/s: VICENTE VILA, S.L. Inventor/es: VILA FERNANDEZ,JUAN JOSE.
Método para la mecanización de perfiles de marcos y de hojas de puertas y ventanas partiendo de unos perfiles cortados, caracterizado por comprender cíclicamente y de acuerdo con unos parámetros programados, las siguientes operaciones: ajuste de la distancia existente entre unas guías de alimentación en la que se disponen los perfiles y disposición de los perles en dichas guías de alimentación, y sucesivamente: colocación en posición de mecanizado, sujeción en posición de mecanizado ajuste de los cabezales de mecanizado contra los extremos del perfil, mecanizado (troquelado) de los extremos expulsión del perfil.
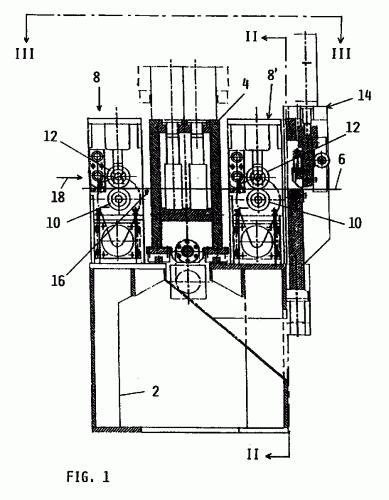
MAQUINA PUNZONADORA DE CHAPAS METALICAS EN FORMA DE LAMINAS INDIVIDUALES Y DE BANDAS.
(16/09/2002). Ver ilustración. Solicitante/s: DALLAN S.R.L. Inventor/es: DALLAN, SERGIO.
UNA MAQUINA PERFORADORA DE HOJA METALICA EN FORMA DE LAMINAS O TIRAS INDIVIDUALES, INCLUYENDO AL MENOS UN CABEZAL DE PERFORACION Y MEDIOS PARA TRANSPORTAR LA LAMINA METALICA RELATIVA A DICHO CABEZAL SOBRE LA BASE DE UN CICLO DE TRABAJO PREDETERMINADO, CARACTERIZADA PORQUE DICHOS MEDIOS DE TRANSPORTE CONSTAN DE UN PAR DE ALIMENTADORES (8, 8') SITUADOS AGUAR ARRIBA Y AGUAS ABAJO DE DICHO CABEZAL DE PERFORACION Y COORDINADOS EN SU FUNCIONAMIENTO CON RELACION AL TIPO DE LAMINA METALICA A FABRICAR.
METODO DE PRODUCCION DE PIEZAS DE CHAPA PARA SISTEMAS DE CINTURON DE SEGURIDAD DE UN VEHICULO.
(01/03/2000). Ver ilustración. Solicitante/s: TRW OCCUPANT RESTRAINT SYSTEMS GMBH & CO. KG. Inventor/es: WIER, FRANZ.
PARA FABRICAR PIEZAS DE CHAPA PARA SISTEMAS DE RETENCION DE OCUPANTES DE UN VEHICULO EL METODO PROPONE UTILIZAR CHAPA GALVANIZADA A PARTIR DE LA CUAL SE ESTAMPAN LAS PIEZAS DE CHAPA . DE ESTA FORMA LOS BORDES DEL MATERIAL QUEDAN PROTEGIDOS ANTE LA CORROSION AUN SIN TRATAMIENTO POSTERIOR DE GALVANIZADO.
MAQUINA PARA PUNZONADO, PLEGADO Y MONTAJE DE PIEZAS DE CHAPA.
(01/02/2000) UNA MAQUINA DE ESTAMPADO Y DOBLADO DISPONE DE SOPORTES SUPERIOR E INFERIOR HORIZONTALES, EN CADA UNA DE LOS CUALES SE FORMAN DOS CAMARAS LONGITUDINALES QUE SE ABREN A TRAVES DE RANURAS LONGITUDINALES AMPLIAS SOBRE LADOS OPUESTOS DE LOS SOPORTES HORIZONTALES. SOBRE AMBAS CARAS LATERALES DE LOS SOPORTES HORIZONTALES SON FIJADOS CONJUNTOS DE MONTAJE DE CARRO; PORTANDO CADA UNO DE ELLOS UN ENGRANAJE ANGULAR QUE ESTA ENCAPSULADO EN UNA CARCASA DE ENGRANAJES Y SOBRESALE A TRAVES DE LA RANURA LONGITUDINAL DENTRO DE LA CAMARA LONGITUDINAL APROPIADA. LOS ENGRANAJES ANGULARES EN CADA CAMARA LONGITUDINAL ESTAN PROVISTOS CON CANALES DE PASO COAXIAL QUE DISPONEN…
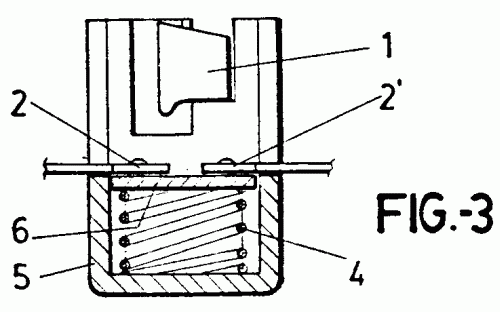
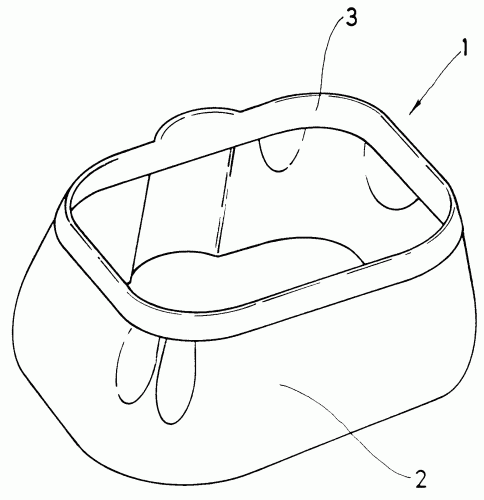
PERFECCIONAMIENTOS INTRODUCIDOS EN LA PATENTE DE INVENCION NUM. 9102847 POR: "MEJORAS INTRODUCIDAS EN PILOTOS DE SEÑALIZACION PARA VEHICULOS".
(01/12/1998). Ver ilustración. Solicitante/s: SEÑALIZACION Y ACCESORIOS DEL AUTOMOVIL YORKA, S.L.. Inventor/es: LLUIS VALLESPI,RAMON, SANTANA DOMINGUEZ,JERONIMO, VALENZUELA MORALES, ANTONIO JOSE.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA PATENTE DE INVENCION 9102847 POR: MEJORAS INTRODUCIDAS EN PILOTOS DE SEÑALIZACION PARA VEHICULOS. EN EL CASO DE CASQUILLOS O PORTALAMPARAS DESTINADOS A LAMPARAS DE DOBLE FILAMENTO, LOS TERMINALES (2-2') CORRESPONDIENTES AL POLO POSITIVO DE DICHOS FILAMENTOS DESCANSAN SOBRE EL RESORTE QUE ASENTANDO EN EL FONDO DE DICHO CASQUILLO TIENDE A PROYECTARLOS CONTRA LOS CONTACTOS AXIALES DE LA LAMPARA, CON INTERPOSICION DE UN DISCO , FLOTANTE, DE NATURALEZA ELECTROAISLANTE, QUE EVITA QUE EL RESORTE , POR SU NATURALEZA METALICA, ACTUE COMO ELEMENTO CORTOCIRCUITADOR ENTRE DICHOS TERMINALES . COMPLEMENTARIAMENTE SE HA PREVISTO LA EXISTENCIA DE UNA UNICA ALETA LATERAL , CORRESPONDIENTE AL POLO NEGATIVO COMUN PARA AMBOS FILAMENTOS, AL OBJETO DE FACILITAR LA IMPLANTACION DE LAS PISTAS ELECTROCONDUCTORAS, ESTABLECIENDOSE EL OTRO PUNTO DE FIJACION MECANICA DE LA LAMPARA DIRECTAMENTE EN EL CUERPO ELECTROAISLANTE DEL CASQUILLO Y EN OPOSICION A DICHA ALETA.
(01/02/1998) 1. SOPORTE PORTATROQUEL, PARA EL ACCIONAMIENTO MANUAL DE MATRICES DE ESTAMPACION, CORTE, EMBUTICION, MOLDEO Y OTRAS APLICACIONES, CARACTERIZADO PORQUE COMPRENDE UNA CABEZA EN FORMA DE "T" INVERTIDA QUE ALOJA UN MECANISMO DE ENGRANAJE PIÑON-CREMALLERA RESPECTIVAMENTE DISPUESTO EN UN EJE HORIZONTAL Y EN UN EMBOLO VERTICAL , PRESENTANDO DICHA CABEZA EN SUS ALAS UNAS RANURAS APTAS PARA RECIBIR UNOS TORNILLOS U OTROS MEDIOS ADECUADOS PARA SUJETAR LA ANTEDICHA CABEZA DE LA PRENSA A UNAS COLUMNAS GUIA DE UNAS MATRICES , SIENDO EL CITADO PIÑON SUSCEPTIBLE DE SER ACCIONADO EN DIVERSAS POSICIONES POR UNA…
MAQUINA DE DOBLE ACCION ACCIONADA POR UN FLUIDO PARA PUNZONADO, CORTE Y PLEGAMIENTO O SIMILAR.
(16/10/1997) SE MUESTRA UNA MAQUINA PUNZONADORA HIDRAULICA QUE POSEE UNA CAJA CON UNA CAMARA DE PISTON EN SU INTERIOR EN LA CUAL EL PISTON ESTA MONTADO RECIPROCAMENTE PARA DEFINIR UN PAR DE CAMARAS DE FLUIDO OPUESTAS, Y UN DEPOSITO DE FLUIDO PARA CONTENER UN FLUIDO HIDRAULICO. EL PISTON POSEE UNA VARILLA DE PISTON QUE LLEVA UN PUNZONADOR PARA EFECTUAR UN MOVIMIENTO DE ENTRADA Y SALIDA DE ENGRANE CON UN TROQUEL EN LA CAJA. MONTADA TAMBIEN EN LA CAJA SE DISPONE UNA BOMBA ACCIONADA POR UN MOTOR PARA PRESURIZAR EL FLUIDO. UNA VALVULA DE CARRETE ACCIONADO POR SOLENOIDE PONE ALTERNATIVAMENTE LAS CAMARAS DE FLUIDO EN COMUNICACION CON LA BOMBA Y CON UN DESAGUE DE FLUIDO. EL SOLENOIDE ESTA CONECTADO A UN CIRCUITO DE CONTROL ELECTRICO CAPAZ DE DETECTAR LA EXTENSION Y CONTRACCION DE LA VARILLA DEL PISTON.…
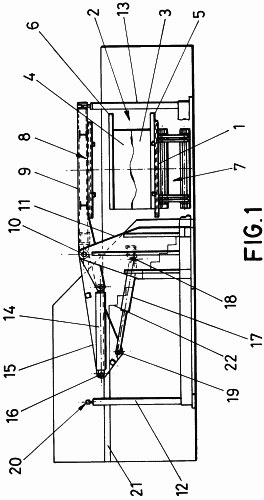
MAQUINA PARA REPARACION Y VOLTEO DE TROQUELES.
(01/06/1997). Ver ilustración. Solicitante/s: EYHER, S.L.. Inventor/es: APIÑAZAR AÑIBARRO, JAVIER.
1. MAQUINA PARA SEPARACION Y VOLTEO DE TROQUELES, FORMADOS POR SEMICUERPOS, UNO DE LOS CUALES ES FIJO Y ESTA SITUADO SOBRE LA BANCADA DE LA PRENSA Y EL OTRO ES MOVIL AL ESTAR MONTADO EN EL CABEZAL SUPERIOR DE LA MISMA, DEBIENDO SER SEPARADO Y VOLTEADO ESTE ULTIMO PARA SU AJUSTE Y LIMPIEZA, CARACTERIZADA PORQUE INCLUYE UNA BANCADA QUE ES ELEVABLE HASTA QUE EL SEMICUERPO SUPERIOR DE TROQUEL CONTACTE CON UNA PLATAFORMA SUJETA MEDIANTE UNA PAREJA DE BRAZOS PARALELOS ARTICULADOS EN UN EJE HORIZONTAL TENDIDO ENTRE DOS COLUMNAS DE SOPORTE , PUDIENDO OCUPAR DOS POSICIONES LIMITES: UNA DE CONTACTO Y ENGANCHE DEL SEMICUERPO SUPERIOR DEL TROQUEL Y OTRA GIRADA 180 MEDIANTE DOS PAREJAS DE CILINDROS HIDRAULICOS PREFERENTEMENTE, UNA DE LAS CUALES DESPLAZA APROXIMADAMENTE 90 A LOS BRAZOS DE LA PLATAFORMA , Y LA OTRA PAREJA VOLTEA EL CONJUNTO HASTA COMPLETAR EL GIRO DE 180 AL ACTUAR SOBRE UNOS CARTABONES A LOS QUE ESTAN ANCLADOS LOS VASTAGOS DE LA PRIMERA PAREJA DE CILINDROS HIDRAULICOS.
PROCEDIMIENTO PARA LA PRODUCCION DE UN BOQUETE EN LA PARED DE UNA PIEZA CONFORMADA COMO CUERPO HUECO Y HERRAMIENTA PARA LLEVAR A CABO EL MISMO.
(01/07/1995). Solicitante/s: AUDI AG. Inventor/es: SCHIESSL, GERHARD, DIPL.-ING., LINDNER, HORST, DIPL.-ING.
SE PROPONE UN PROCEDIMIENTO PARA LA PRODUCCION DE UN BOQUETE EN LA PARED DE UNA PIEZA CONFORMADA COMO CUERPO HUECO, EN EL QUE SE APLICARA LA PIEZA EN UNA HERRAMIENTA PERFILADA DELIMITANDO SU EXTENSION RADIAL , LA CUAL ES DOTADA EN LA ZONA DEL BOQUETE PREVISTO CON UNA FORMACION CON UN CONTORNO CORRESPONDIENTE AL BOQUETE. POSTERIORMENTE EL ESPACIO HUECO DE LA PIEZA ES IMPULSADO CON UN MEDIO ACTIVO HASTA UNA PRESION INTERNA PI PRODUCIENDO EL ENTALLADO DE LA PARED DE LA PIEZA A LO LARGO DE UN CANTO DE LA FORMACION . ESTO OCURRE EN PARTE DURANTE UNA TRANSFORMACION ADICIONAL DE LA PIEZA BAJO LA APLICACION DE UN PROCESO DE TRANSFORMACION POR ALTA PRESION INTERNA.
DISPOSITIVO PARA TRABAJAR PIEZAS MEDIANTE PRESION.
(01/04/1993). Solicitante/s: COOYMANS, PETRUS ARMIN MICHIEL MARIE. Inventor/es: COOYMANS, PETRUS ARMIN MICHIEL MARIE.
APARATO PARA LA PRODUCCION DE PIEZAS UTILIZANDO PRESION, COMO DOBLADO, PUNZONADO, ETC., CONSTANDO DICHO APARATO EN PRINCIPIO DE UNA SUPERFICIE , UN CARRO AJUSTABLE EN RELACION A LA SUPERFICIE, PARA UN DISPOSITIVO DE PRESION FIJADO AL MISMO, COMO UN CILINDRO HIDRAULICO, ESTANDO DICHO CARRO ADAPTADO PARA SER PIVOTADO ALREDEDOR DE UN EJE (A-A) PARALELO A LA SUPERFICIE QUE CRUZA POR EL EJE DE PRESION (B-B) DEL DISPOSITIVO DE PRESION, POR LO QUE EL DISPOSITIVO DE PRESION PUEDE SER COLOCADO EN CUALQUIER ANGULO QUE SE DESEE EN RELACION A LA MESA, ESPECIALMENTE EN UNA PRIMERA POSICION EN LA QUE LA LINEA DE PRESION (B-B) SE ENCUENTRA VERTICAL EN RELACION A DICHA SUPERFICIE, Y UNA SEGUNDA POSICION EN LA QUE VA PARALELO A LA MISMA, DE FORMA QUE LAS PIEZAS PUEDEN SER EXTENDIDAS MAS ALLA DEL SOPORTE PIVOTANTE QUE SE ENCUENTRA DENTRO DE LA ZONA DE TRABAJO DEL DISPOSITIVO DE PRESION.
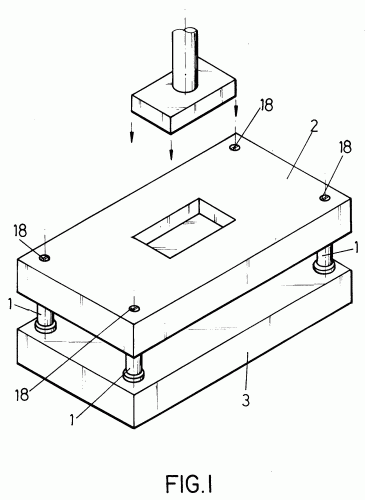
TOPE REGULABLE PARA MOLDES.
(01/11/1992). Ver ilustración. Solicitante/s: PROVINCIALE MARTI, VICENTE PROVINCIALE MARTI, JUAN. Inventor/es: PROVINCIALE MARTI,VICENTE, PROVINCIALE MARTI, JUAN.
TOPE REGULABLE PARA MOLDES, DEL TIPO DE LOS QUE SE INTERCALA ENTRE EL CONTRAMOLDE Y LA BANCADA DE UNA PRENSA PARA REALIZAR LA OPERACION DE MOLDEO DE UNA PIEZA, PARA VARIAR LA ALTURA ENTRE AMBOS ELEMENTOS, CARACTERIZADO PORQUE SE CONSTITUYE A PARTIR DE LA DISPOSICION SUPERPUESTA DE TRES PIEZAS , QUEDANDO LA PIEZA INFERIOR Y LA INTERMEDIA SOLIDARIAS ENTRE SI Y A LA BANCADA , Y LA PIEZA SUPERIOR UNIDA AL CONTRAMOLDE , DE TAL FORMA QUE LA PIEZA SUPERIOR ROSCA SOBRE LA PIEZA INTERMEDIA , PUDIENDO VARIAR LA ALTURA ENTRE LA BANCADA Y EL CONTRAMOLDE AL ACTUAR, GIRANDO EN UN SENTIDO U OTRO, SOBRE EL PERIMETRO HEXAGONAL QUE PRESENTA LA PIEZA SUPERIOR.
(16/07/1992). Ver ilustración. Solicitante/s: SOLSONA AZNAR, VIDAL.
PRENSA NEUMATICA, CARACTERIZADA POR ESTAR CONSTITUIDA POR UN CILINDRO NEUMATICO SITUADA EN SU PARTE SUPERIOR, EL CUAL SE HALLA ATORNILLADO A UNA BASE CONSISTENTE EN UNA PLACA O TAPA INFERIOR DEL CILINDRO, YENDO ATORNILLADA A ESTA PLACA-BASE CUATRO COLUMNAS QUE A SU VEZ VAN IGUALMENTE SUJETAS POR SUS EXTREMOS INFERIORES A OTRA PLACA PORTA-MATRZ, SOBRE LA QUE SE SITUA LA MATRIZ, PUDIENDOSE CAMBIAR ESTA CON EXTREMA RAPIDEZ EN VIRTUD DE LA PREVISION DE UN SOPORTE DE ACOPLAMIENTO RANURADO CON UNA ESCOTADURA PARA DAR PASO A UN HUSILLO CON EL QUE SE REGULA LA ALTURA DE TRABAJO DEL CILINDRO; YENDO ROSCADA EN DICHO HUSILLO UNA CONTRATUERCA CON LA QUE SE BLOQUEA SU POSICIONAMIENTO CON EL FIN DE IMPEDIR QUE SE MODIFIQUE DICHA ALTURA DE TRABAJO, UNA VEZ FIJADA LA MISMA.
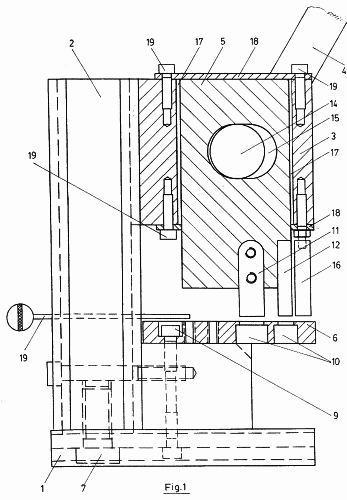
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA PRENSA MATRIZ.
(16/07/1992). Ver ilustración. Solicitante/s: HERNANPEREZ CUESTA,JUAN RAMON.
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA PRENSA MATRIZ, DE LAS UTILIZADAS PARA REALIZAR EL PUNZONADO DE PERFILES DE ALUMINIO PARA EL MONTAJE DE ACCESORIOS DE CARPINTERIA DE ALUMINIO, ESPECIALMENTE DE ESCUADRAS, CARACTERIZANDOSE POR ESTAR FORMADA EN BASE A TRES TRAMOS DE PERFILES DE ALUMINIO CONFORMANTES DE LA BASE SOPORTE, LA COLUMNA VERTICAL Y EL CABEZAL DE ALOJAMIENTO DE LA CORREDERA. DICHA CORREDERA SE DESLIZA EN VERTICAL GRACIAS A UN TALADRO OVALADO EN EL CUAL SE DISPONE UN ELEMENTO EXCENTRICO, Y A UNAS PLETINAS LATERALES PREFERENTEMENTE DE ACERO; ESTAS SE ALOJAN EN UNAS CANALADURAS INTERIORES DEL PERFIL CONFORMANTE DEL CABEZAL Y SE SUJETAN SUPERIOR E INFERIORMENTE POR DOS TAPAS. LA FORMA SENSIBLEMENTE RECTANGULAR DE LA CORREDERA POSIBILITA LA UTILIZACION DE UNO O MAS PUNZONES SITUADOS EN SU CARA INFERIOR.
(01/05/1992). Ver ilustración. Solicitante/s: TROQUELES J.A. S.A. Inventor/es: GONZALEZ OLIVA, JUAN.
TROQUEL PERFECCIONADO DEL TIPO QUE COMPRENDE UNA BASE PRISMATICA HUECA ABIERTA POR SUS CARAS EXTREMAS EN LA QUE UNO DE SUS BORDES CONSTITUYE UNA CORONA CORTANTE Y DURA, CARACTERIZADO ESENCIALMENTE POR ESTAR CONSTITUIDO POR UNA BASE INDEPENDIENTE DE METAL LIVIANO, QUE PRESENTA UN BORDE APTO PARA RECIBIR CORONAS CORTANTES HOMOLOGAS POR MEDIS MACHIHEMBRADOS O SIMILARES CON CARACTER INTERCAMBIABLE Y ALTERNATIVO, GARANTIZANDOSE LA UNION ENTRE BASE Y CORONA MEDIANTE PEGAMENTOS ESPECIALES U OTROS MEDIOS COMPATIBLES CON LAS MISMAS.
PRENSA HIDRAULICA PERFECCIONADA PARA TROQUELAR.
(16/02/1992). Ver ilustración. Solicitante/s: SORO ALONSO, JOSE.
PRENSA HIDRAULICA PERFECCIONADA PARA TROQUELAR, DEL TIPO QUE COMPRENDE UN EJE PORTATROQUELES QUE ES DESPLAZADO POR UN CILINDRO HIDRAULICO PERPENDICULARMENTE A UNA BASE, CARACTERIZADO ESENCIALMENTE PORQUE EL CILINDRO HIDRAULICO COMPRENDE UNOS COJINETES Y ELEMENTOS DE GUIA APTOS PARA GARANTIZAR EL DESPLAZAMIENTO UNIDIRECCIONAL DEL EJE PORTATROQUELES, Y PRESENTANDO LA BASE UN MOVIMIENTO ROTACIONAL RESPECTO A SU EJE, COMPATIBLE CON EL POSICIONADO DEL TROQUEL.
PRENSA NEUMATICA PERFECCIONADA.
(16/04/1989) PRENSA NEUMATICA PERFECCIONADA, DEL TIPO DE LAS UTILIZADAS EN EL TROQUELADO DE PERFILES DE ALUMINIO Y SIMILARES, EN LAS QUE EL NUCLEO AL QUE SE ASOCIA EL UTIL TROQUELADOR ES DESPLAZABLE ACCIONADO POR UN CILINDRO NEUMATICO, BIEN DIRECTAMENTE O BIEN A TRAVES DE UN JUEGO DE BIELAS DE TRANSMISION, CON UN GRUPO PIÑON-CREMALLERA, QUE POTENCIAN EL EFECTO DE DICHO CILINDRO, Y EN LAS QUE EL ACCIONAMIENTO DE TAL CILINDRO SE LLEVA A CABO MEDIANTE UN GRUPO VALVULAR ACCIONADO A SU VEZ POR UN PEDAL, ESENCIALMENTE CARACTERIZADA PORQUE AL CITADO NUCLEO MOVIL, SE ASOCIA UN SEGUNDO GRUPO VALVULAR, SIMILAR AL INCORPORADO AL PEDAL, CONCRETAMENTE POR ENCIMA DEL CABEZAL DEL CHASIS EN EL QUE JUEGO DICHO NUCLEO MOVIL, INCIDE SOBRE LA CABEZA SUPERIOR DE DICHO CABEZAL, HABIENDOSE…
UNA MAQUINA PARA REALIZAR OPERACIONES SOBRE MATERIAL EN FORMA DE TIRA.
(01/02/1985). Solicitante/s: AMP INCORPORATED.
MAQUINA PARA REALIZAR OPERACIONES SOBRE MATERIAL EN FORMA DE TIRA.CONSTA DE: UN ALIMENTADOR DE TIRA PARA HACER AVANZAR INTERMITENTEMENTE EL MATERIAL EN UN PLANO VERTICAL A LO LARGO DE UNA TRAYECTORIA DE AVANCE DE LA TIRA, UNA ZONA DE TRABAJO SOBRE LA TRAYECTORIA DE AVANCE DE LA TIRA, Y UN PRIMER Y UN SEGUNDO PORTAUTILES OPUESTOS EN LA ZONA DE TRABAJO; Y ELEMENTOS DE ACCIONAMIENTO QUE COMPRENDEN UN ARBOL DE TRANSMISION CONTINUAMENTE GIRATORIO, UNA PRIMERA Y UNA SEGUNDA PALACAS ACTUADORAS , Y UNA PRIMERA Y UNA SEGUNDA BIELAS.
METODO DE SECCIONAR LAMINADOS, METODO DE FORMAR TAPAS Y SIMILARES PARA RECIPIENTES Y APARATO CORRESPONDIENTE.
(16/05/1984). Solicitante/s: PRECISION VALVE AUSTRALIA PTY. LIMITED.
METODO Y APARATO PARA SECCIONAR LAMINADOS O ESTRATIFICADOS, DEL TIPO QUE INCLUYE UNA CAPA DE UN METAL Y UNA CAPA DE UN MATERIAL PLASTICO SINTETICO FLEXIBLE.EL METODO CONSISTE EN FORMAR UNA IDENTACION DE SECCION TRANSVERSAL SUSTANCIALMENTE ACANALADA, EN EL LAMINADO A LO LARGO DE UNA LINEA A TRAVES DE LA CUAL DICHO LAMINADO HA DE SER SECCIONADO, TENIENDO LA IDENTACION UNA PROFUNDIDAD TAL QUE SE EXTIENDE A TRAVES DE TODO EL ESPESOR DE LA CAPA DE MATERIAL PLASTICO Y A TRAVES DE UNA PARTE DEL ESPESOR DE LA CAPA DE METAL, DE TAL MANERA QUE EL MATERIALPLASTICO A LO LARGO DE LA LINEA DE LA IDENTACION SE HALLE SUSTANCIALMENTE DESPLAZADO EN SENTIDO LATERAL. DICHO LAMINADO SE SECCIONA A LO LARGO DE LA LINEA DE IDENTACION EN LA CAPA DE METAL.
PERFECCIONAMIENTOS EN MAQUINAS PLEGADORAS.
(01/09/1983). Solicitante/s: KEETON SONS & CO.LIMITED.
DISPOSITIVO ADAPTADOR PARA CONVERTIR UNA PLEGADORA EN PUNZONADORA. CONSISTE EN COLOCAR UN PLATO HORIZONTAL POR ENCIMA DE LOS ELEMENTOS FORMADORES , SOSTENIDO POR DOS BRAZOS DE ARTICULACION , Y QUE PIVOTAN EN UNA MENSULAS DEL ELEMENTO FORMADOR RESPECTIVO. SOBRE ESTE PLATO SE COLOCA UN CONJUNTO DE PUNZON Y MATRIZ CON UNA RANURA . EXISTE UN TOPE DE PRESION ENCIMA DEL PUNZON DEL CONJUNTO. ADMITE DIFERENTES ALTERNATIVAS EN CUANTO AL NUMERO DE BRAZOS ARTICULADOS EMPLEADOS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}