Troquel de corte y método para fabricar el mismo.
Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante el par de sustratos,
donde por lo menos uno de los sustratos se compone de un acero, un carburo cementado o una cerámica, y dicho por lo menos uno de los sustratos comprende un borde de cuchilla que tiene forma de superficie curvada para cortar el material de placa o de chapa y una superficie que continúa a partir de la superficie curvada y que está orientada hacia una superficie del material de placa o de chapa, una película dura que se forma mediante un método de deposición iónica de arco se proporciona por lo menos sobre una región de la superficie curvada y una región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, de la superficie de dicho por lo menos uno de los sustratos, y la película dura se compone de (TiaCrbAlcSid)(C1-xNx), satisfaciendo: 0 ≤ a 0,3; 0,1 ≤ b ≤ 0,5; 0,3 ≤ c ≤ 0,7; 0 ≤ d ≤ 0,2; a + b + c + d≥1; y 0,7 ≤ x ≤ 1, donde a indica una relación de átomos de Ti, b indica una relación de átomos de Cr, c indica una relación de átomos de Al, d indica una relación de átomos de Si y x indica una relación de átomos de N, y tiene un espesor de 1 μm o más y de 5 μm o menos, y el número de una partícula de metal que tiene un diámetro de 20 μm o más, que se encuentra presente en un segmento de línea que tiene una longitud de 10 mm sobre una superficie de la película dura que se forma sobre la región de la superficie curvada y la región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, es de 2 o menos.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11005313.
Solicitante: KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.).
Nacionalidad solicitante: Japón.
Dirección: 10-26 Wakinohama-cho 2-chome Chuo-ku Kobe-shi Hyogo 651-8585 JAPON.
Inventor/es: YAMAMOTO, KENJI, HAYASHIDA,YASUHIRO, YOSHIDA,JUNJI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación por corte a presión; Perforación.
- B21D37/01 B21D […] › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Empleo de materiales especificados.
- B23D35/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Herramientas de las máquinas de cizallar o de los dispositivos de cizallado; Porta-herramientas o mandriles para estas herramientas.
- B23P15/24 B23 […] › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
- C23C14/06 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 14/00 Revestimiento por evaporación en vacío, pulverización catódica o implantación de iones del material que constituye el revestimiento. › caracterizado por el material de revestimiento (C23C 14/04 tiene prioridad).
- C23C14/32 C23C 14/00 […] › por explosión; por evaporación seguida de una ionización de vapores (C23C 14/34 - C23C 14/48 tienen prioridad).
PDF original: ES-2412062_T3.pdf
Fragmento de la descripción:
Troquel de corte y método para fabricar el mismo
Antecedentes de la invención
Campo de la técnica La presente invención se refiere a un troquel de corte para cortar un material de placa o de chapa, y a un método para fabricar el troquel de corte.
Técnica anterior
Con un aumento en la resistencia de los materiales de metal, tal como los productos de acero de alta resistencia a 15 esfuerzos de tracción, la vida acortada de los troqueles de corte que se usa para el corte de los materiales de placa o de chapa que se componen de los materiales de metal se ha vuelto un problema. Por consiguiente, con el fin de solucionar este problema, se han creado ahora unas técnicas de formación de varias películas duras tal como se describe a continuación sobre los sustratos de los troqueles.
Por ejemplo, el Documento de Patente 1 da a conocer una técnica de formación de una cerámica de uno cualquiera de carburos, nitruros y carbonitruros de los elementos del grupo IV sobre una superficie de sustrato de una hoja de cuchilla plana de corte. Además, el Documento de Patente 2 da a conocer una técnica de formación de una cerámica de un nitruro de titanio como una capa interior, una capa de metal de titanio como una capa intermedia y una cerámica de un nitruro de titanio como una capa exterior sobre una superficie de sustrato de una hoja de cuchilla plana de corte.
Además, el Documento de Patente 3 da a conocer un método para fabricar un troquel para punzonado en el que, después de que un tratamiento térmico, corte, trabajo de descarga eléctrica y similar se realicen en un sustrato del troquel, una capa de nitruro se forma mediante nitruración iónica sobre una parte de cuchilla de corte del troquel o una parte de contacto del troquel con un material de placa o de chapa y, después de lo anterior, una deposición iónica se realiza con partículas de evaporación de titanio, formando de ese modo una película de un nitruro, carburo o carbonitruro de titanio sobre una parte superficial del troquel.
En el presente documento se ha concebido que las principales causas para el daño de un troquel de corte son la fractura por fatiga del troquel producida por la aplicación repetida de impacto y el desgaste de una parte de cuchilla de corte del troquel producida por fricción con un material de placa o de chapa cortado. Por consiguiente, el daño del troquel de corte puede disminuirse hasta un cierto punto mediante la aplicación de las películas duras que tienen una alta dureza que se dan a conocer en los Documentos de Patente 1 a 3 al troquel de corte.
Documento de Patente 1: JP-A-8-325706 Documento de Patente 2: JP-A-8-325707 Documento de Patente 3: JP-A-2000-343151
Sumario de la invención 45 No obstante, en las técnicas que se dan a conocer en los Documentos de Patente 1 a 3, los carburos, nitruros o carbonitruros de los elementos del grupo IV se usan como las películas duras, de tal modo que los troqueles tienen una dureza de aproximadamente 2.500 HV (Vickers Hardness, dureza Vickers) , y esta dureza no es suficiente. Por consiguiente, las técnicas que se dan a conocer en los Documentos de Patente 1 a 3 siguen teniendo aún un problema en términos de una vida más larga. Además, en la técnica que se da a conocer en el Documento de Patente 3, la película delgada dura se forma después de un tratamiento de endurecimiento del sustrato mediante nitruración iónica. No obstante, debido a que el propio sustrato se cura, la totalidad del troquel se vuelve más bien frágil, promoviendo de ese modo la rotura temprana del troquel.
Además, el troquel de corte tiene habitualmente una parte de corte en ángulo recto o en ángulo agudo, diferente de un troquel de formación de plástico tal como un troquel de embutir o de plegar, y un esfuerzo aplicado al troquel de corte también es diferente del que se aplica al troquel de formación de plástico. Por consiguiente, se vuelve necesaria una técnica de tratamiento superficial específica para el troquel de corte.
La invención se ha realizado a la vista de los problemas que se mencionan anteriormente, y un objeto de la misma es la provisión de un troquel de corte que tiene una vida más larga y un método para fabricar el mismo.
La presente invención proporciona los siguientes troquel de corte y método para fabricar el mismo.
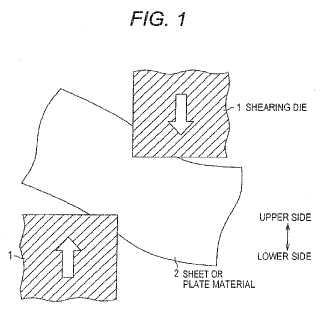
(1) Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante el par de sustratos, donde por lo menos uno de los sustratos se compone de un acero, un carburo cementado o una cerámica, y dicho por lo menos uno de los sustratos comprende un borde de cuchilla que tiene forma de superficie curvada para cortar el material de placa o de chapa y una superficie que continúa a partir de la superficie curvada y que está orientada hacia una superficie del material de placa o de chapa,
una película dura que se forma mediante un método de deposición iónica de arco se proporciona por lo menos sobre una región de la superficie curvada y una región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, de la superficie de dicho por lo menos uno de los sustratos, y, donde la película dura se compone de (TiaCrbAlcSid) (C1-xNx) , satisfaciendo:
≤ a≤0, 3; 0, 1≤ b≤ 0, 5; 0, 3≤ c≤ 0, 7; 0 ≤ d≤0, 2;
a+ b+c+ d=1; y 0, 7≤ x≤ 1,
donde a indica una relación de átomos de Ti, b indica una relación de átomos de Cr, c indica una relación de átomos de Al, d indica una relación de átomos de Si y x indica una relación de átomos de N,
y tiene un espesor de 1 μm o más y de 5 μm o menos, y el número de una partícula de metal que tiene un diámetro de 20 μm o más, que se encuentra presente en un segmento de línea que tiene una longitud de 10 mm sobre una superficie de la película dura que se forma sobre la región de la superficie curvada y la región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, es de 2 o menos.
Tal como se ha descrito anteriormente, en el troquel de corte de acuerdo con la invención, la película dura se forma por lo menos sobre la región de la superficie curvada y la región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, mediante lo cual una región a la que se aplica un esfuerzo elevado, de la superficie que entra en contacto con el material de placa o de chapa en el momento del corte del material de placa o de chapa, puede protegerse de forma apropiada.
Además, la película dura del troquel de corte de acuerdo con la invención se compone tal como se da anteriormente en el presente documento, de tal modo que el troquel de corte puede protegerse mediante la película dura que tiene una durabilidad y una resistencia al desgaste excelentes. Además, la película dura del troquel de corte de acuerdo con la invención tiene un espesor de 1 μm o más y de 5 μm o menos, de tal modo que puede evitarse que la separación o la rotura de la película tenga lugar en una superficie de contacto entre el sustrato y la película dura o en el interior de la película dura.
Además, en la película dura del troquel de corte de acuerdo con la invención, el número de partículas de metal contenidas en la película dura que se forma sobre la región de la superficie curvada y la región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato se limita al número específico, siendo capaz de inhibir de 45 ese modo el daño de la película dura en el momento del corte del material de placa o de chapa.
(2) El troquel de corte de acuerdo con (1) , donde una altura de pico máxima (Rp) de la superficie de la película dura como un parámetro de la rugosidad superficial es de 1, 0 μm o menos.
Tal como se ha descrito anteriormente, en la película dura del troquel de corte de acuerdo con la invención, la altura de pico máxima (Rp) se limita a 1, 0 μm o menos, siendo capaz de disminuir de ese modo la falta de uniformidad de la superficie que da lugar a un daño de la película dura.
Tal como se ha descrito anteriormente, la película dura del troquel de corte de acuerdo con la invención tiene la 55 composición... [Seguir leyendo]
Reivindicaciones:
1. Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante el par de sustratos, donde por lo menos uno de los sustratos se compone de un acero, un carburo cementado o una cerámica, y dicho por lo menos uno de los sustratos comprende un borde de cuchilla que tiene forma de superficie curvada para cortar el material de placa o de chapa y una superficie que continúa a partir de la superficie curvada y que está orientada hacia una superficie del material de placa o de chapa, una película dura que se forma mediante un método de deposición iónica de arco se proporciona por lo menos sobre una región de la superficie curvada y una región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, de la superficie de dicho por lo menos uno de los sustratos, y la película dura se compone de (TiaCrbAlcSid) (C1-xNx) , satisfaciendo:
≤ a≤0, 3;
0, 1≤ b≤0, 5; 0, 3≤ c≤ 0, 7; 0 ≤ d≤0, 2; a+ b+c+ d=1; y 0, 7≤ x≤ 1,
donde a indica una relación de átomos de Ti, b indica una relación de átomos de Cr, c indica una relación de átomos de Al, d indica una relación de átomos de Si y x indica una relación de átomos de N, y tiene un espesor de 1 μm o más y de 5 μm o menos, y el número de una partícula de metal que tiene un diámetro de 20 μm o más, que se encuentra presente en un segmento de línea que tiene una longitud de 10 mm sobre una superficie de la película dura que se forma sobre la región de la superficie curvada y la región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, es de 2 o menos.
2. El troquel de corte de acuerdo con la reivindicación 1, donde una altura de pico máxima (Rp) de la superficie de la 30 película dura como un parámetro de la rugosidad superficial es de 1, 0 μm o menos.
3. El troquel de corte de acuerdo con la reivindicación 1 o 2, donde una película de CrN que tiene un espesor de 1 μm o más y de 5 μm o menos se proporciona además entre la película dura y el sustrato.
4. Un método para fabricar un troquel de corte que comprende un par de sustratos y se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante el par de sustratos, donde por lo menos uno de los sustratos se compone de un acero, un carburo cementado o una cerámica, y dicho por lo menos uno de los sustratos comprende un borde de cuchilla que tiene forma de superficie curvada para cortar el material de placa o de chapa y una superficie que continúa a partir de la superficie curvada y que está orientada hacia una superficie del material de placa o de chapa, y el método comprende la formación de una película dura que se compone de (TiaCrbAlcSid) (C1-xNx) , satisfaciendo:
≤ a≤0, 3; 0, 1≤ b≤ 0, 5;
0, 3≤ c≤0, 7; 0 ≤ d≤0, 2; a + b +c+ d=1; y 0, 7≤ x≤ 1,
donde a indica una relación de átomos de Ti, b indica una relación de átomos de Cr, c indica una relación de átomos de Al, d indica una relación de átomos de Si y x indica una relación de átomos de N, por lo menos sobre una región de la superficie curvada y una región a partir de la parte de extremo de la superficie curvada sobre el lado que está orientado hacia la superficie del material de placa o de chapa hasta 300 μm a lo largo de la superficie del sustrato, de la superficie de dicho por lo menos uno de los sustratos, mediante un método de 55 deposición iónica de arco filtrada.
Patentes similares o relacionadas:
Aparato para derribar una estructura de hormigón, del 1 de Julio de 2020, de SAVONLINNAN PR-URAKOINTI OY: Un aparato de demolición para demoler una estructura de hormigón, que comprende una cuchilla de trituración para triturar hormigón, […]
Cizalla de inclinación variable, del 3 de Abril de 2019, de Primetals Technologies, Limited: Una cizalla de inclinación variable, comprendiendo la cizalla un alojamiento una primera hoja montada en un soporte de la primera hoja, una segunda hoja montada […]
Dispositivo de cambio de bordes de corte en soporte de cortadora y método de cambio de bordes de corte, del 6 de Noviembre de 2018, de Nippon Steel & Sumikin Texeng. Co., Ltd: Un dispositivo para cambiar bordes de corte en un soporte de cortadora que instala discos de cuchilla de borde redondeado que tienen […]
EQUIPO CIZALLADOR DE TUERCAS, del 2 de Febrero de 2017, de ABASOLO VALLEJO S.A: Un equipo cizallador de tuercas que encajan en pernos , en donde dicha cada tuerca tiene una entalla en a lo menos dos de sus caras […]
Método y aparato para hacer funcionar una cizalla, del 21 de Septiembre de 2016, de Primetals Technologies, Limited: Método de hacer funcionar una cizalla de recorte lateral o ranurado que comprende una primera cuchilla y una segunda cuchilla ; comprendiendo […]
Cizalla para rebordear doble, del 14 de Septiembre de 2016, de SMS group GmbH: Cizalla para rebordear doble con una cuchilla inferior fija y una cuchilla superior accionada de manera que puede elevarse y hacerse descender, estando dispuesta […]
Dispositivo de corte de bandas, chapas o similares y procedimiento de determinación y/o calibrado de la rendija de corte en tal dispositivo, del 25 de Mayo de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Dispositivo de corte o seccionamiento de bandas, chapas o similares, especialmente bandas, chapas o similares de metal, que comprende un dispositivo de corte […]
 Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]
Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]