PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION Y/O MECANIZACION DE PIEZAS.
Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas,
con al menos una herramienta (1) que se puede someter bajo presión y/o fuerza, en cuyo caso la presión y/o fuerza aplicada sobre al menos una herramienta (1) será distribuida en la herramienta (1) transversalmente a la dirección de presión, caracterizado en que, la presión/fuerza distribuída transversalmente a la dirección de presión será redistribuída en forma de elementos flexibles (10, 17) sobre varios campos de transmisión de fuerza, independientes entre sí, con el fin de compensar las fuerzas basculantes que ejercen sobre la al menos única herramienta (1)
Tipo: Resumen de patente/invención. Número de Solicitud: W05010872EP.
Solicitante: FEINTOOL INTERNATIONAL MANAGEMENT AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIERING 8,3250 LYSS.
Inventor/es: OP DE HIPT,MICHAEL, WELK,RUDOLF.
Fecha de Publicación: .
Fecha Concesión Europea: 26 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B21D28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación por corte a presión; Perforación.
- B21D28/16 B21D […] › B21D 28/00 Conformación por corte a presión; Perforación. › Medios para impedir la formación de obstáculos o de rebabas.
Clasificación PCT:
- B21D24/16 B21D […] › B21D 24/00 Combinaciones de prensas, o sistemas en relación con las prensas, para el embutido. › Equipo adicional asociado a los útiles o herramientas, p. ej. para cizallar, desbarbar.
- B21D28/16 B21D 28/00 […] › Medios para impedir la formación de obstáculos o de rebabas.
- B30B15/28 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Dispositivos para impedir la deformación o la avería de las prensas o de las distintas partes de las prensas.
Fragmento de la descripción:
Procedimiento y dispositivo para fabricación y/o mecanización de piezas.
El presente invento se refiere a un procedimiento y a un dispositivo para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta que se puede someter a presión y/o fuerza, según el término general correspondiente de la reivindicación del procedimiento 1, o bien de la reivindicación del dispositivo 4.
Estado de la tecnología
El presente invento se refiere a todas las máquinas que presentan una herramienta con la que se fabrican o se trabajan piezas bajo presión. Estas máquinas pueden ser por ejemplo dispositivos para realizar embuticiones profundas o similares. Pero este invento se refiere especialmente a las máquinas para estampado, en las cuales se fabrican piezas estampadas en una herramienta que consiste de una sección de herramienta superior y de una sección de herramienta inferior, entre las cuales se presiona una cinta de material. Los correspondientes elementos de corte o de transformación presionan entonces sobre el material y lo separan de la cinta o bien lo transforman.
Una subespecie del estampado es el corte fino. Un dispositivo correspondiente para corte fino, por ejemplo, está representado en la DE 3576129 D1. Una herramienta para el corte fino se encuentra en la DE 19751238 A1.
Además, de la EP-A 0418779, la cual forma la base para el término general de las reivindicaciones independientes, así como también de la patente "Abstracts of Japan" Vol. 007, nº 020(M-188), 26 de Enero 1983 (1983k-01-26)-&Jp57 175027 A (TAKESHI OOSHIMA), 27.10.1982 (1982-10-27) se conoce una herramienta de corte o bien de estampado, en cuyo caso un elemento de herramienta se apoya contra los elementos de presión mediante elementos flexibles y de este modo es mantenido a distancia de un disco de herramienta.
De la EP-A 0418779 se conoce que una presión aplicada sobre un pistón de corte será transmitida a la superficie inferior del pistón anular a través de una guía del pistón y de un disco de punzón mediante un pistón de presión, de tal modo que la presión pueda distribuirse en la dirección de la presión.
Los problemas se pueden generar, entre otros, por la introducción de las fuerzas en la herramienta, es decir, la colocación de elementos que transmiten fuerza es muy limitada. De modo clásico las herramientas de hoy en día están construidas de la siguiente manera:
Los cilindros de presión del anillo dentado o bien del contra soporte están colocados de forma céntrica en el cuerpo de presión o bien en el empujador. La transmisión de fuerza desde el cilindro de presión hasta la herramienta tiene lugar a través de un elemento conocido como anillo incrustado o bien de una placa de molde que está colocada de forma céntrica encima del cilindro de presión. La desventaja de esta colocación central del cilindro de presión es que la transmisión de la fuerza no puede ser ajustada con los requerimientos de la herramienta. Además, no hay ninguna posibilidad de repartir las fases operacionales cuando se necesitan diferentes alturas de presión o bien de elevación. Esto se refiere tanto al número de elementos transmisores de fuerza, como a su tamaño y posición. Debido a esta colocación rígida de los cilindros de presión la placa de presión se vuelca o bien se ladea en el caso de la utilización de herramientas con una carga excéntrica. Con el fin de evitar este punto débil ya se han utilizado almohadillas de presión desplazables, las cuales presentan sin embargo la gran desventaja de que el esfuerzo de preparación requiere un volumen no aceptable y que tanto el cuerpo de la prensa como el empujador se verán debilitados en su estructura correspondientemente debido a las grandes aperturas y a que las medidas de las almohadillas no pueden ser variadas de cualquier forma.
Objetivo
El presente invento tiene como objetivo desarrollar un procedimiento y un dispositivo de la manera anteriormente descrita, los cuales permitan una colocación y activación libre y flexible de los elementos transmisores de fuerza, de tal modo que como resultado final se puedan fabricar piezas estampadas de cualquier forma y tamaño.
Consecución del objetivo
Para la consecución de dicho objetivo es necesario seguir un procedimiento adecuado por medio de las características de la reivindicación 1 y utilizar un dispositivo adecuado conforme a las características de la reivindica- ción 4.
La idea fundamental del presente invento es la de un campo con elementos transmisores de fuerza, de tal manera que éstos puedan ser realizados en cualquier cantidad, con una colocación variable, y con superficies de transmisión variables. Las fuerzas mismas, las cuales serán transmitidas a través de los elementos transmisores de fuerza, pueden ser generadas hidráulicamente, neumáticamente, por medio de una fuerza de muelle, mecánicamente o electromagnéticamente. Cada uno de los elementos transmisores de fuerza pueden ser independientes entre sí y depender tanto de la fuerza como del recorrido, y pueden ser dirigidos y/o controlados según las necesidades de la herramienta.
El dispositivo correspondiente está compuesto de varios elementos individuales de máquina (cilindros, muelles) transmisores de fuerza, los cuales están colocados de manera repartida según un esquema cualquiera sobre la superficie completa de la mesa o bien del empujador de la prensa. Cada uno de los elementos/estaciones puede ser controlado de forma independiente entre sí o en cualquier colocación dependiente de la presión y/o del recorrido y/o de la fuerza. Cada uno de los estaciones/elementos puede ser unido en cualquier cantidad y colocación mediante listones de puentes con diferentes longitudes o mediante piezas formadas de cualquier forma en los discos de cambio de herramienta o bien en la herramienta. De esta manera se pueden poner a disposición varios campos de transmisión de fuerza independientes entre sí con diferentes longitudes/extensiones y fuerzas.
Para cubrir cada posición del bulón de presión de cada uno de los escalones de la herramienta (módulos), están colocados en la herramienta los correspondientes listones de puentes transversales (o bien piezas formadas). Estos puentes transversales están realizados conforme a los diferentes escalones de la herramienta y forman parte de la herramienta.
Gracias a esta construcción se pueden alcanzar los siguientes puntos:
- - Cualquier cantidad de campos de transmisión de fuerza;
- - Diferentes fuerzas de cada uno de los elementos transmisores;
- - Cualquier extensión/tamaño de campo de los elementos de transmisión de fuerza a través de su acoplamiento mediante los puentes descritos;
- - Diferentes recorridos/longitudes de elevación de cada uno de los elementos de transmisión de fuerza;
- - Casi cualquier cantidad y posición de bulones de presión (bulón de presión = elemento de transmisión de fuerza en la herramienta);
- - Soporte de la herramienta en toda la superficie
El procedimiento conforme al invento y el correspondiente dispositivo poseen la gran ventaja de que:
- - La flexibilidad en la estructura constructiva de una herramienta (de corte fino) puede ser sustancialmente aumentada. Los elementos de transmisión de fuerza pueden ser colocados en una posición totalmente libre, de acuerdo con las necesidades, las cuales resultan de la geometría de la pieza estampada. Esta colocación a voluntad permite un diseño óptimo de los pasos de proceso así como de la herramienta.
- - La posibilidad de fabricación de las piezas finas estampadas ya no se ve restringida por las limitaciones geométricas de la construcción de la herramienta o reducida por las limitaciones en la colocación de los pasos de proceso en la herramienta.
- - La construcción de la herramienta será más fácil. Varios pasos de procesos, los cuales están integrados parcialmente en un escalón de herramienta de herramientas continuas de hoy en día pueden ser rectificados. Es por ello, que se puede aumentar la seguridad del proceso, reducir los esfuerzos para el ajuste de los elementos de herramienta, y acortar los tiempos de preparación.
- - La herramienta se apoya sobre toda la superficie del soporte,...
Reivindicaciones:
1. Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta (1) que se puede someter bajo presión y/o fuerza, en cuyo caso la presión y/o fuerza aplicada sobre al menos una herramienta (1) será distribuida en la herramienta (1) transversalmente a la dirección de presión, caracterizado en que, la presión/fuerza distribuída transversalmente a la dirección de presión será redistribuída en forma de elementos flexibles (10, 17) sobre varios campos de transmisión de fuerza, independientes entre sí, con el fin de compensar las fuerzas basculantes que ejercen sobre la al menos única herramienta (1).
2. Procedimiento conforme a la reivindicación 1, caracterizado en que se proporcionan los elementos flexibles, como puentes transversales (10, 17) con diferentes longitudes/extensiones y fuerzas, para los campos de transmisión de fuerza.
3. Procedimiento conforme a la reivindicación 1, caracterizado en que se contrarresta la presión/fuerza mediante una contra-presión/-fuerza.
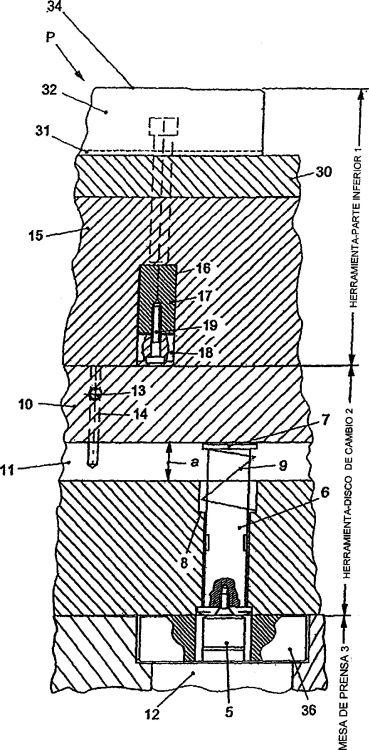
4. Dispositivo para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta (1) que se puede someter a presión y/o fuerza, la cual presenta al menos un disco (2) y un elemento de trabajo (26), en cuyo caso el elemento de trabajo (26) se apoya sobre elementos flexibles (5, 6, 10, 17, 18, 28) en frente del disco (2), caracterizado en que el elemento de trabajo (26) se apoya a través de al menos un puente transversal (10), el cual se apoya sobre numerosos elementos flexibles de transmisión de fuerza (5, 6), independientes entre sí.
5. Dispositivo conforme a la reivindicación 4, caracterizado en que los elementos de transmisión de fuerza (5, 6) consisten cada uno de ellos en un bulón de presión (6), el cual se apoya por un lado contra el puente transversal (10), es sujetado en el disco (2), y por otro lado se apoya frente a un elemento de presión (5).
6. Dispositivo conforme a las reivindicaciones 4 ó 5, caracterizado en que al menos un puente de bulón de presión (17) está colocado por encima del puente transversal (10).
7. Dispositivo conforme a la reivindicación 6, caracterizado en que el puente de bulón de presión (17) está asentado en un compartimento (16), desplazable en contra de la dirección de la presión principal del dispositivo, y se apoya por el otro extremo de los puentes transversales (10) en contra del elemento de trabajo (26).
8. Dispositivo conforme a la reivindicación 7, caracterizado en que un elemento de retorno (20) está asignado al puente de bulón de presión para volver a conducir en su posición inicial.
9. Dispositivo conforme a la reivindicación 5, caracterizado en que los elementos de presión (5) están colocados en una parte firme (3) del dispositivo, por ejemplo en una mesa y/o en frente de ella en un travesaño que cubre la mesa, mientras que los bulones de presión (6) atraviesan el disco (2).
10. Dispositivo conforme a la reivindicación 9, caracterizado en que el puente transversal (10) presenta en frente del disco (2) al menos un elemento de encastre (13), el cual actúa conjuntamente con una cavidad correspondiente en el disco (2).
11. Dispositivo conforme a las reivindicaciones 6 hasta 8, caracterizado en que cada puente de bulón de presión (17) está colocado en un bastidor (15) en un compartimento (16).
12. Dispositivo conforme a la reivindicación 11, caracterizado en que por encima del bastidor (15) se encuentra estirado un disco base (30), el cual está unido con un elemento de trabajo, por ejemplo una matriz (32), a través de una compensación de altura (31).
Patentes similares o relacionadas:
Método de cizalladura en caliente con afino de grano en capa superficial y pieza de trabajo obtenida por cizalladura en caliente con afino de grano en capa superficial, del 15 de Abril de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de cizalladura en caliente con afino de grano en capa superficial que comprende: calentar y mantener una chapa de acero que tiene […]
Prensa de corte fino, del 26 de Febrero de 2019, de FEINTOOL INTERNATIONAL HOLDING AG: Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de […]
Equipo y procedimiento para transferir piezas de trabajo a y desde una herramienta, del 3 de Octubre de 2018, de FEINTOOL INTERNATIONAL HOLDING AG: Equipo para transferir piezas de trabajo a y desde una herramienta, en particular una herramienta de corte y mecanización de varias etapas, con una parte superior […]
Aparato de trabajo de prensa de desbarbado, del 22 de Febrero de 2017, de OILES CORPORATION: Un aparato de trabajo de prensa de desbarbado , que comprende: medios de desbarbado para el corte de un material de placa a lo largo […]
 Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, especialmente de hojas de metal, del 16 de Julio de 2014, de Werkzeugmaschinen GmbH + Co. KG: Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, en particular de hojas de metal, con un dispositivo de accionamiento […]
Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, especialmente de hojas de metal, del 16 de Julio de 2014, de Werkzeugmaschinen GmbH + Co. KG: Máquina herramienta en forma de prensa para el tratamiento de piezas de trabajo, en particular de hojas de metal, con un dispositivo de accionamiento […]
 Cabezal de punzonado múltiple con selección manual del punzón, del 12 de Julio de 2013, de MAQUINARIA GEKA, S.A.: Cabezal de punzonado múltiple manual, donde dicho cabezal está conectado a un elemento de potencia deaccionamiento vertical que desplaza verticalmente […]
Cabezal de punzonado múltiple con selección manual del punzón, del 12 de Julio de 2013, de MAQUINARIA GEKA, S.A.: Cabezal de punzonado múltiple manual, donde dicho cabezal está conectado a un elemento de potencia deaccionamiento vertical que desplaza verticalmente […]
 Troquel de corte y método para fabricar el mismo, del 10 de Julio de 2013, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante […]
Troquel de corte y método para fabricar el mismo, del 10 de Julio de 2013, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un troquel de corte que comprende un par de sustratos, que se usa para cortar un material de placa o de chapa dispuesto entre los mismos mediante […]
Aparato de prensado hidráulico, del 9 de Julio de 2013, de GUSTAV KLAUKE GMBH: Aparato de prensado hidráulico con una pieza fija y una pieza móvil , en el que la pieza móvil es movida respecto a la pieza fija por un pistón […]