Aparato de prensado hidráulico.
Aparato de prensado hidráulico (1) con una pieza fija (2) y una pieza móvil (3),
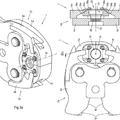
en el que la pieza móvil es movida respecto a la pieza fija (2) por un pistón hidráulico (4) y puede ser retrocedida a una posición de partida por medio de un resorte de retroceso (5), en el que además el movimiento de retorno puede ser activado en función de una presión de prensado predeterminada por la reacción de una válvula de retorno (6), en el que además está prevista una válvula de control (7) que adicionalmente a la válvula de retorno (6) en el estado de apertura libera una salida (8) de medio hidráulico y con referencia a un estado de transporte de medio hidráulico, presenta una cara de entrada de medio hidráulico y una cara de salida de medio hidráulico, caracterizado por que cuando la válvula de retorno (6) se abre, la válvula de control (7) es impulsada por la presión del medio hidráulico que retorna por las caras de entrada y salida, siendo la presión sobre la cara de entrada menor debido al estrangulamiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/059356.
Solicitante: GUSTAV KLAUKE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUF DEM KNAPP 46 42855 REMSCHEID ALEMANIA.
Inventor/es: FRENKEN, EGBERT, DR..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D28/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación por corte a presión; Perforación.
- B21D39/04 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B21J15/20 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › accionadas hidráulicamente.
- B25B27/10 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
- B25F5/00 B25 […] › B25F HERRAMIENTAS COMBINADAS O PARA TRABAJOS MULTIPLES NO PREVISTAS EN OTRO LUGAR; DETALLES O PARTES CONSTITUTIVAS DE HERRAMIENTAS PORTATILES CON MOTOR NO RELACIONADAS PARTICULARMENTE CON LAS OPERACIONES EFECTUADAS Y NO PREVISTAS EN OTRO LUGAR. › Detalles o partes constitutivas de herramientas portátiles con motor no relacionadas particularmente con las operaciones efectuadas y no previstas en otro lugar.
PDF original: ES-2411881_T3.pdf
Fragmento de la descripción:
Aparato de prensado hidráulico.
La invención se refiere a un aparato de prensado hidráulico con una pieza fija y una pieza móvil, en el que la pieza móvil es movida respecto a la pieza fija por un pistón hidráulico y por medio de un resorte de retroceso puede ser llevada de vuelta a una posición de partida, en el que además el movimiento de retorno puede ser activado en función de una presión de prensado predeterminada por reacción de una válvula de retorno, en el que además está prevista una válvula de control que adicionalmente a la válvula de retorno en estado de apertura libera una salida de medio hidráulico y referido a un estado de alimentación de medio hidráulico presenta una cara de entrada y una cara de salida de medio hidráulico.
Tales aparatos de prensado son conocidos en diversas realizaciones. Por ejemplo se puede hacer referencia al documento WO 99/19947. Además, también al documento WO 98/24570 que se refiere a un uso como aparato de estampación, al documento WO 02/062504 que se refiere a un uso como herramienta de abocardado y al documento WO 02/00368 que se refiere a un uso como aparato de remachar.
Un aparato de prensado de este tipo es conocido también, por ejemplo, por el documento DE 20 2004 000 215 U1. La válvula de control dispuesta en este caso en una conducción hidráulica que conduce desde la bomba de medio hidráulico hasta el cilindro hidráulico que aloja al pistón hidráulico es atravesada desde la cara de entrada hacia la cara de salida por el medio hidráulico suministrado por la bomba debido a una realización como válvula de retorno. Si se desconecta la bomba de medio hidráulico la presión del medio hidráulico que se forma por la cara de salida junto con un resorte de tensión previa que actúa en la misma dirección provocan un desplazamiento de la válvula de control a la posición de apertura, con lo que se libera la salida de medio hidráulico asociada a la cara de salida. Puesto que además en caso de una presión del sistema alta la válvula de control no se abre, al inicio del retorno del medio hidráulico, cuando tras la realización del proceso de prensado se ha abierto la válvula de retorno, no resulta aun una apertura de la válvula de control.
Partiendo del estado de la técnica descrito anteriormente la invención se ocupa del objeto de configurar de forma ventajosa un aparato de prensado hidráulico de este tipo en lo que atañe a la reacción de la válvula de control.
Una solución de este objeto se tiene por el contenido de la reivindicación 1, habiéndose previsto que cuando la válvula de retorno está abierta la válvula de control es impulsada por la cara de entrada y la cara de salida por la presión del medio hidráulico que retorna, siendo menor la presión sobre la cara de entrada debido a un estrangulamiento. Cuando la válvula de retorno está abierta la válvula de control está sometida correspondientemente a la presión del medio hidráulico en la zona de retorno por ambos lados aunque sea diferente. La diferencia de presión que resulta debido al estrangulamiento actúa en la dirección de apertura de la válvula de control y provoca así o favorece en cualquier caso una apertura rápida. Este efecto puede ser favorecido adicionalmente por una tensión previa de resorte de la válvula de control en la posición de apertura. Por otra parte, no obstante, en las formas de realización preferidas del contenido de la invención este no es el criterio de diseño preferente para una tensión previa de resorte eventualmente elegida. Tras una apertura de la válvula de retorno resulta prácticamente enseguida, eventualmente incluso acompañado de la apertura de la válvula de retorno, una apertura de la válvula de control y con ello una posibilidad doble de trayectoria para el medio hidráulico. Con ello puede conseguirse evidentemente un retorno más rápido del pistón hidráulico que es deseado. Por otra parte hay también casos de aplicación en los que el ajuste es tal que solo una cantidad muy pequeña del medio hidráulico discurre a través de la válvula de retorno.
Además es preferible que esté prevista una bomba hidráulica desde la cual una (primera) trayectoria de flujo de medio hidráulico conduce a la válvula de control y otra (segunda) trayectoria de flujo de medio hidráulico conduce directamente a la válvula de retorno. La conducción de alimentación de medio hidráulico que va desde la bomba de medio hidráulico a la válvula de control y preferiblemente además a un cilindro hidráulico que aloja al pistón de retorno se tiene también directamente desde la bomba de medio hidráulico a la válvula de control. Las trayectorias de flujo de medio hidráulico mencionadas pueden también coincidir parcialmente. Es esencial que debido a la conexión directa el medio hidráulico fluye a través de la conducción de alimentación a la válvula de control o a la válvula de retorno, sin fluir por ejemplo en primer lugar a través de la válvula de control respecto a la válvula de retorno. Con ello se tiene respecto a las dos válvulas una conexión paralela que parte de la bomba de medio hidráulico. La entrada de medio hidráulico (desde la bomba) y la salida de medio hidráulico a través de la válvula de retorno (cerrada) se encuentran hidráulicamente por la misma cara de la válvula de control. La conexión a la cámara cilíndrica (pieza móvil) se encuentra hidráulicamente por la otra cara de la válvula de control (o en una derivación de ella) . Vista desde la pieza móvil la válvula de retorno puede estar dispuesta hidráulicamente detrás de la válvula de control o al menos adicionalmente en conexión paralela a la válvula de control. Es esencial la posibilidad de la disposición compacta de las válvulas y de las conducciones hidráulicas mencionadas.
El resorte que tensa previamente la válvula de control en la posición de apertura puede ser realizado con una fuerza de resorte relativamente baja. Así también en caso de una detención de la bomba en el curso de la introducción del proceso de prensado o en el caso de un proceso de prensado ya avanzado, no se tiene una apertura de la válvula de control. Por el contrario, la válvula de control se mueve a su posición de apertura solo cuando además debido a que la válvula de retorno está abierta se ajusta adicionalmente un impulso de presión negativa de la válvula de control o un impulso debido a la diferencia de presión. Habitualmente en un aparato de prensado hidráulico manual del que se trata aquí preferiblemente, el prensado se consigue por una activación de la bomba accionada manualmente que preferiblemente es accionada mediante un motor eléctrico. Cuando se deja de apretar un interruptor correspondiente, también la bomba deja de funcionar. Las mordazas de prensado de un aparato de prensado permanecen en una posición determinada. En la realización descrita aquí por reanudación del accionamiento el proceso de prensado puede continuar sin más. No se produce un retroceso del pistón hidráulico. Tampoco en el caso de una presión del sistema aún muy baja al inicio de un proceso de prensado o un nivel de sobrepresión en el cilindro hidráulico.
La denominación “válvula de control” se ha elegido para separar claramente los conceptos. Se podría designar también esta válvula, por ejemplo, como otra válvula de retorno.
Además es preferible en primer lugar que la válvula de control esté realizada como una válvula de asiento. Al desplazarse contra un tope de asiento la válvula cierra la salida de medio hidráulico. El orificio cerrado por la válvula de asiento discurre (referido a un eje del orificio) en la dirección de desplazamiento de la válvula de control. No se produce ninguna retirada sino un cierre de orificio de salida cuya superficie de apertura se sitúa recubriendo la válvula de control referida a una proyección en la dirección de movimiento de la válvula de control.
En relación con esto, aunque no necesariamente ligado a ello, está el hecho de que la válvula de control cerrada es impulsada por la fuerza diferencial formada por la presión en la cámara de reserva de medio hidráulico y la presión en la conducción de medio hidráulico. Puesto que en casi todos los estados de funcionamiento la presión en la conducción de alimentación de medio hidráulico es mayor que la presión en la cámara de reserva de medio hidráulico resulta así una fuerza de retención de la válvula de control cuando se encuentra en la posición de cierre. Si también al principio es necesaria una presión alta para trasladar la válvula de control a la posición de cierre entonces, si se encuentra en la posición de cierre, basta una presión menor en la conducción de alimentación de medio hidráulico, mientras que esta presión... [Seguir leyendo]
Reivindicaciones:
1. Aparato de prensado hidráulico (1) con una pieza fija (2) y una pieza móvil (3) , en el que la pieza móvil es movida respecto a la pieza fija (2) por un pistón hidráulico (4) y puede ser retrocedida a una posición de partida por medio de un resorte de retroceso (5) , en el que además el movimiento de retorno puede ser activado en función de una presión de prensado predeterminada por la reacción de una válvula de retorno (6) , en el que además está prevista una válvula de control (7) que adicionalmente a la válvula de retorno (6) en el estado de apertura libera una salida (8) de medio hidráulico y con referencia a un estado de transporte de medio hidráulico, presenta una cara de entrada de medio hidráulico y una cara de salida de medio hidráulico, caracterizado por que cuando la válvula de retorno (6) se abre, la válvula de control (7) es impulsada por la presión del medio hidráulico que retorna por las caras de entrada y salida, siendo la presión sobre la cara de entrada menor debido al estrangulamiento.
2. Aparato de prensado hidráulico según la reivindicación 1, caracterizado por que está prevista una bomba (12) de medio hidráulico, desde la que una trayectoria de flujo de medio hidráulico conduce a la válvula de control y por que una trayectoria de flujo de medio hidráulico conduce desde la bomba de medio hidráulico directamente a la válvula de retorno (6) .
3. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la válvula de control (7) está realizada como válvula de asiento.
4. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la válvula de control (7) está dispuesta en una conducción de alimentación que conduce a un cilindro hidráulico (14) que aloja al pistón hidráulico (4) .
5. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la válvula de control cerrada es impulsada por una fuerza diferencial formada por la presión en la cámara de reserva de medio hidráulico y la conducción de alimentación de medio hidráulico.
6. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la conducción de alimentación de medio hidráulico que conduce desde la bomba al cilindro presenta tanto una conexión directa a la válvula de retorno como a la válvula de control.
7. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que el medio hidráulico que sale a través de la válvula de retorno fluye en primer lugar a través de la válvula de control.
8. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que una fuerza de tensión previa que actúa sobre la válvula de control en la posición de apertura es menor de lo que corresponde a una fuerza que actúa sobre la válvula de control por una acción de resorte del pistón de retorno.
9. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la válvula de control en la posición de apertura bloquea un reflujo de medio hidráulico en dirección a la válvula de retorno.
10. Aparato de prensado según una de las reivindicaciones anteriores, caracterizado por que la válvula de control presenta un cuerpo de cierre que atraviesa una pieza de compensación que también realiza el movimiento del cuerpo de cierre de válvula.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]