Botella con cuello aireado y procedimiento asociado para producir la misma.
Método para fabricar una botella (20, 120, 220, 320) de vidrio que incluye las etapas de:
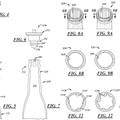
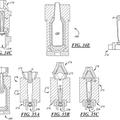
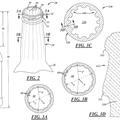
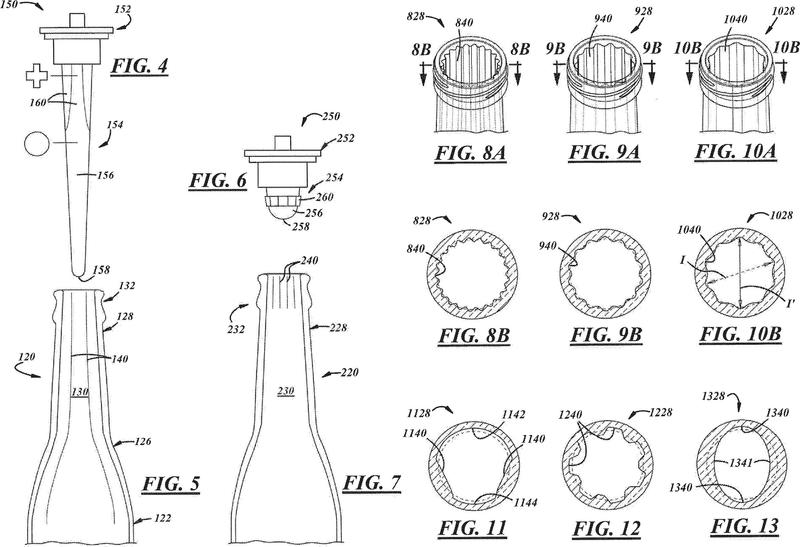
(a) formar un parisón (P) a partir de una gota (g) de vidrio fundido alrededor de un pistón (150, 250) en un molde (170, 270) de preforma que tiene un anillo (174, 274) de cuello con superficies internas para formar una terminación (32, 132, 232, 332) de cuello, en el que el parisón incluye un cuerpo, y un cuello que tiene la una terminación de cuello, un borde (38, 338) axial, y un interior (30, 130, 230, 330) de cuello, y en el que al menos una parte del pistón tiene una sección transversal no circular para formar el interior de cuello con una sección transversal no circular correspondiente que incluye características (40, 140, 240, 840, 440, 540, 640, 740, 840, 940, 1040, 1140, 1240, 1340, 1440, 1540, 1640, 1740, 1840, 1940, 2040, 2140, 2240, 2340, 2440, 2540, 2640, 2740, 2840, 2940, 3040, 3140, 3240, 3340) axiales internas que tienen extremos axiales separados axialmente desde el borde, y en el que la al menos una parte del pistón es de una longitud suficiente para formar una parte del interior de cuello correspondiente a la terminación de cuello y al menos una parte del resto del interior de cuello por debajo de la terminación de cuello con la sección transversal no circular correspondiente a la sección transversal no circular de pistón; y
(b) soplar el parisón en un molde (180, 280) de soplado para formar la botella, que tiene el interior de cuello de sección transversal no circular y la terminación de cuello con una superficie externa de sección transversal circular.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2013/070255.
Solicitante: OWENS-BROCKWAY GLASS CONTAINER INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: One Michael Owens Way Perrysburg, OH 43551 ESTADOS UNIDOS DE AMERICA.
Inventor/es: PAREDES, RAUL, M..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 1/00 Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02). › Botellas o recipientes similares, con cuellos o aberturas restringidas análogas, concebidos para verter el contenido.
- B65D23/00 B65D […] › Partes constitutivas de botellas o tarros no previstos en otro lugar (conexiones roscadas o de bayoneta entre tapones o capsulas y el contenedor B65D 39/08, B65D 41/04, B65D 41/34; elementos para fijar los cierres B65D 45/00).
- C03B9/16 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › en máquinas con moldes invertibles.
- C03B9/193 C03B 9/00 […] › en máquinas del tipo "prensado-soplado".
- C03B9/32 C03B 9/00 […] › Modelado de formas especiales en partes de artículos de vidrio hueco.
- C03B9/325 C03B 9/00 […] › Formación de bordes o labios en la boca de artículos de vidrio hueco; Moldes de anillos.
PDF original: ES-2729324_T3.pdf

Reivindicaciones:
1. Método para fabricar una botella (20, 120, 220, 320) de vidrio que incluye las etapas de:
(a) formar un parisón (P) a partir de una gota (g) de vidrio fundido alrededor de un pistón (150, 250) en un molde (170, 270) de preforma que tiene un anillo (174, 274) de cuello con superficies internas para formar una terminación (32, 132, 232, 332) de cuello, en el que el parisón incluye un cuerpo, y un cuello que tiene la una terminación de cuello, un borde (38, 338) axial, y un interior (30, 130, 230, 330) de cuello, y en el que al menos una parte del pistón tiene una sección transversal no circular para formar el interior de cuello con una sección transversal no circular correspondiente que incluye características (40, 140, 240, 840, 440, 540, 640, 740, 840, 940, 1040, 1140, 1240, 1340, 1440, 1540, 1640, 1740, 1840, 1940, 2040, 2140, 2240, 2340, 2440, 2540, 2640, 2740, 2840, 2940, 3040, 3140, 3240, 3340) axiales internas que tienen extremos axiales separados axialmente desde el borde, y en el que la al menos una parte del pistón es de una longitud suficiente para formar una parte del interior de cuello correspondiente a la terminación de cuello y al menos una parte del resto del interior de cuello por debajo de la terminación de cuello con la sección transversal no circular correspondiente a la sección transversal no circular de pistón; y
(b) soplar el parisón en un molde (180, 280) de soplado para formar la botella, que tiene el interior de cuello de sección transversal no circular y la terminación de cuello con una superficie externa de sección transversal circular.
2. Método según la reivindicación 1, en el que el método es un procedimiento de prensado-soplado de manera que la etapa (a) incluye presionar un pistón (150) de presión en el vidrio fundido para formar el cuello de parisón dentro de anillos de cuello y un cuerpo de parisón que tiene una cavidad formada por superficies externas del pistón y superficies externas formadas contra superficies del interior del molde de preforma.
3. Método según la reivindicación 1, en el que el pistón incluye una base (152, 252) , una parte cónica (156, 256) que termina en una punta (158, 258) , y una parte de formación no circular (160, 260) entre la base y la punta.
4. Método según la reivindicación 1, en el que el método es un procedimiento de soplado-soplado de manera que la etapa (a) incluye forzar la gota alrededor de un pistón (250) de soplado para formar al menos parcialmente la terminación de cuello y el interior de cuello de sección transversal no circular y soplar gas al interior del interior de cuello para formar el cuerpo de parisón que tiene una cavidad formada por el gas y que tiene superficies externas formadas contra superficies del interior del molde de preforma.
5. Método según la reivindicación 1, en el que el anillo de cuello tiene superficies internas para formar la terminación de cuello que incluye un diámetro de fijación de cierre externo de no más de 36 mm.
6. Método según la reivindicación 1, en el que la sección transversal no circular del interior de cuello incluye:
un grosor de pared de cuello que es tanto más fino como más grueso que el de una botella de vidrio convencional idéntica por lo demás a la botella de vidrio excepto por las características axiales internas,
un diámetro interior principal que es mayor que el de la botella de vidrio convencional
y
las características axiales internas que se extienden axialmente a lo largo del cuello de botella para favorecer la aireación de gas durante la distribución para que la velocidad de flujo de la botella sea mayor que la de la botella de vidrio convencional.
7. Botella (20, 120, 220, 320) que incluye un cuerpo (22, 122) que tiene un extremo (24) cerrado, un resalto (26, 126) separado de dicho extremo, un cuello (28, 128, 228) que se extiende desde dicho resalto, y una terminación (32, 132, 232) de cuello en un extremo de dicho cuello para la fijación de un cierre y que tiene un borde (38, 338) axial, y una superficie externa de sección transversal circular,
caracterizada por que
dicha terminación de cuello y al menos una parte de dicho cuello adyacente a dicha terminación de cuello tienen superficies internas no circulares, y dicho cuello incluye un interior de cuello con una sección transversal no circular que incluye características (40, 140, 240, 340, 440, 540, 640, 740, 840, 940, 1040, 1140, 1240, 1340, 1440, 1540, 1640, 1740, 1840, 1940, 2040, 2140, 2240, 2340, 2440, 2540, 2640, 2740, 2840, 2940, 3040, 3140, 3240, 3340) axiales internas que tienen extremos axiales separados axialmente desde el borde.
8. Botella según la reivindicación 7, en la que dichas superficies internas no circulares incluyen un perfil acanalado, en forma de dientes, o un perfil lobulado, en forma de concha.
9. Botella según la reivindicación 7, en la que dichas superficies internas no circulares incluyen al menos uno de un perfil circunferencial ondulante, un perfil elíptico, un perfil hexagonal, un perfil en forma de cruz, un perfil cuadrado, un perfil de pentágono redondeado, un perfil en forma de bocallave, un perfil en forma de dientes de sierra, un perfil de ecágono, un perfil en forma de ojo, un perfil de hexágono curvo hacia dentro, un perfil rectangular, un perfil en forma abovedada, un perfil en forma de farol o un perfil triangular.
10. Botella según la reivindicación 7, en la que dichas superficies internas no circulares incluyen al menos uno de un perfil en forma de insignia o un perfil que incluye lóbulos redondeados que sobresalen radialmente hacia dentro. 11. Botella según la reivindicación 7, en la que la sección transversal no circular del interior de cuello incluye: un grosor de pared de cuello que es tanto más fino como más grueso que el de una botella de vidrio convencional idéntica por lo demás a la botella de vidrio excepto por las características axiales internas,
un diámetro interior principal que es mayor que el de la botella de vidrio convencional, y
las características axiales internas que se extienden axialmente a lo largo del cuello de botella para favorecer la aireación de gas durante la distribución para que la velocidad de flujo de la botella sea mayor que el de la botella de vidrio convencional.
Patentes similares o relacionadas:
ENVASE CON SISTEMA DE INVIOLABILIDAD, del 25 de Junio de 2020, de BERICAP, S.A.: 1. Envase para líquidos que comprende un cuello de forma general cilíndrica, delimitando dicho cuello un cuerpo principal y una salida dispensadora, […]
BOTELLA ABRE FÁCIL MONODOSIS MULTICAPA CON UNA CONFIGURACIÓN PE/PET/PP Y UN PRECORTE EN LA PARTE SUPERIOR, del 25 de Junio de 2020, de BOTERO, John Alexander: Botella abre fácil monodosis multicapa con una configuración PE/PET/PP y un precorte en la parte superior. Este material multicapa está compuesto por una primera capa interna […]
BOTELLA CON MEDIOS PARA INGERIR PASTILLAS, del 24 de Junio de 2020, de HERNÁNDEZ SANDOVAL, Diego Alejandro: 1. Botella con medios para ingerir pastillas , siendo del tipo que comprenden un cuello con una primera rosca interior y un tapón […]
Recipiente con pared lateral plegada, del 24 de Junio de 2020, de Amcor Rigid Plastics USA, LLC: Un recipiente moldeado por soplado que comprende: un acabado que define una abertura en un primer extremo del recipiente que da acceso a […]
Tubo de polipropileno, del 3 de Junio de 2020, de Albéa Services: Tubo para un producto, especialmente, para un producto cosmético, de consistencia líquida, pastosa o bajo la forma de un gel, que incluye: -un cabezal del tubo […]
Recipiente con inserto retirable, del 27 de Mayo de 2020, de Aquafigure AS: Aparato que comprende: un recipiente y una lámina de visualización de contenido, teniendo el recipiente una boca , una parte […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
Anillo de cuello de recipiente, del 13 de Mayo de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Un método para producir un producto que incluye: (a) hacer fluir líquido en un recipiente (12, 12', 112, 212, 312, 412, 512) de vidrio […]