Método de fabricación de estator y dispositivo cortador giratorio.
Un método para maquinar el agujero (14) de un estator (10) de dos lóbulos para una máquina de cavidad progresiva,
dicho agujero tiene un perfil deseado a lo largo de un eje (20) longitudinal, del agujero que comprende una diámetro menor (R0) y mayor (R2) y un eje (C1, C2) radial helicoidalmente variante a lo largo de dicho eje longitudinal y que define un paso de hélice, dicho perfil está definido, en cualquier posición axial a lo largo de dicho eje longitudinal, por un barrido de área mediante un círculo de diámetro igual a dicho diámetro menor que es trasladado a lo largo de dicho eje radial por una cantidad de desplazamiento igual a cualquier lado de dicho eje longitudinal, dicho método comprendiendo las etapas de:
a) suministrar un cuerpo (10) de estator tubular con un agujero (16) cilíndrico centrado sobre dicho eje longitudinal y de diámetro no menor que dicho diámetro (R0) menor, y el primer y segundo dispositivos (100a, b) de maquinado que son cada uno un ajuste deslizante cercano sobre dicho diámetro menor, en donde
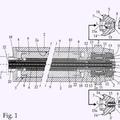
b) el primer dispositivo comprende un cabeza (50) de fresado sobre el extremo de un árbol (40), la cabeza de fresado montando una cortadora rotatoria dispuesta para la rotación alrededor de un eje (120) transversal a dicho eje longitudinal por un mecanismo (42) de impulsión a lo largo del árbol;
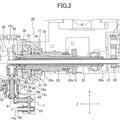
c) el segundo dispositivo comprende una cabeza (74) cortadora sobre el extremo de un árbol (71), la cabeza cortadora comprende un miembro (84) de muñón para montar una cortadora (80) giratoria para rotación alrededor de un eje (124) sustancialmente paralelo a dicho eje longitudinal pero descentrado de este por un grado selectivamente variable entre una separación mínima y máxima del eje de la cortadora giratoria del eje longitudinal;
d) impulsar el primer dispositivo a través del agujero de tal manera que dicha cortadora rotatoria sigue una senda helicoidal con dicho paso de hélice, en el proceso de fresado de una ranura (30a) a lo largo de dicha senda en el agujero del estator utilizando una cortadora rotatoria de diámetro suficientemente pequeño tal que el torque necesario para impulsar la cortadora permanezca dentro de la capacidad del mecanismo de impulsión;
e) descentrar angularmente (A, B, C) el eje (120) de rotación de la cortadora rotatoria del primer dispositivo con respecto al eje (120, 130) radial y de nuevo impulsar el primer dispositivo a través del agujero a lo largo de dicha senda helicoidal, fresar una ranura (30b, c, d) helicoidal adicional en el agujero del estator, utilizando también una cortadora rotatoria de diámetro suficientemente pequeño que el torque necesario para impulsar la cortadora permanezca dentro de la capacidad del mecanismo de impulsión;
f) extender la profundidad de corte de la cortadora (30e, h) rotatoria del primer dispositivo y repetir las etapas d) y e) sin sobre cortar el perfil deseado;
g) impulsar dicho segundo dispositivo a través del agujero de tal manera que la cortadora (80) rotatoria sigue dicha senda helicoidal con el eje (124) de rotación de dicha cortadora rotatoria intersecando dicho eje (30, 120) radial y los elementos (82) de corte de la cortadora rotatoria que fresa el agujero del estator a un diámetro (R0) igual a dicho diámetro menor, en donde dicha cabeza (74) de corte es trasladada a lo largo de dicho eje (30, 120) radial por dicha cantidad de desplazamiento a lo largo de dicho eje longitudinal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2011/050200.
Solicitante: National Oilwell Varco, L.P.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 7909 Parkwood Circle Drive Houston, TX 77036 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WILMOT,WESSLEY.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23C3/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Fresado de ranuras helicoidales, p. ej. para la fabricación de taladros helicoidales.
- B23C9/00 B23C […] › Partes constitutivas o accesorios en la medida en que son especialmente aptos para máquinas o utensilios de fresado (accionamiento, dispositivos de mando o accesorios, en general B23Q).
- B23Q5/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 5/00 Mecanismos de propulsión o de avance; Disposición de los mecanismos de control a este efecto (control automático B23Q 15/00; copiado B23Q 33/00, B23Q 35/00; especialmente adaptados a las máquinas de escariar o de taladrar B23B 39/10, B23B 47/02). › de los árboles rotativos, p. ej. de los husillos de trabajo.
- B23Q5/06 B23Q 5/00 […] › propulsados principalmente por medios hidráulicos o neumáticos.
PDF original: ES-2637248_T3.pdf
Patentes similares o relacionadas:
 Poste de una herramienta de la torreta y máquina herramienta equipada con el poste de la herramienta de la torreta, del 29 de Enero de 2020, de CITIZEN WATCH CO. LTD.: Un poste de la herramienta de la torreta (10, 10a, 10b) de una máquina herramienta, que comprende:
un cuerpo del poste
una torreta que es soportada […]
Poste de una herramienta de la torreta y máquina herramienta equipada con el poste de la herramienta de la torreta, del 29 de Enero de 2020, de CITIZEN WATCH CO. LTD.: Un poste de la herramienta de la torreta (10, 10a, 10b) de una máquina herramienta, que comprende:
un cuerpo del poste
una torreta que es soportada […]
Cabezal de fresado para una máquina de tallar engranajes y procedimiento para producir engranajes, del 10 de Abril de 2019, de IMO HOLDING GMBH: Máquina de tallar engranajes para dotar a piezas de trabajo anulares de un engranaje en todo el perímetro de la pieza de trabajo anular o en un área parcial […]
Maquinaria para el mecanizado de artículos cerámicos, del 25 de Octubre de 2018, de ANCORA S.P.A: Maquinaria para el mecanizado de artículos cerámicos o similares que tiene un bastidor de soporte y al menos un dispositivo de mecanizado […]
Mecanismo automático de posicionamiento angular de dispositivos en máquinas herramientas, del 4 de Mayo de 2017, de MADAULA LATORRE,JOSE: Mecanismo automático de posicionamiento angular de dispositivos en máquinas herramientas, dispositivos con elemento externo de posicionamiento […]
 Husillo eléctrico para máquinas de control numérico, del 30 de Marzo de 2016, de FCS System S.r.l: Un husillo eléctrico para máquinas de control numérico estructurado para bloquear y accionar en rotación una herramienta alrededor de […]
Husillo eléctrico para máquinas de control numérico, del 30 de Marzo de 2016, de FCS System S.r.l: Un husillo eléctrico para máquinas de control numérico estructurado para bloquear y accionar en rotación una herramienta alrededor de […]
 Dispositivo de revestimiento intercambiable, del 20 de Enero de 2016, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo de mecanizado intercambiable para un centro de mecanizado para el mecanizado de piezas de trabajo , que preferiblemente al menos por […]
Dispositivo de revestimiento intercambiable, del 20 de Enero de 2016, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Dispositivo de mecanizado intercambiable para un centro de mecanizado para el mecanizado de piezas de trabajo , que preferiblemente al menos por […]
Conjunto de husillo para aumentar la velocidad de giro para proceso de mecanizado, del 11 de Marzo de 2015, de Gal Way Ltd: Un conjunto de husillo configurado para montarse en un portaherramientas proximal a un sistema de sujeción de herramienta que utiliza una tuerca de sujeción […]
 ENSAMBLAJE DE HUSILLOS DE ALTA PRECISIÓN PARA UN TORNO DE ROSCAR AUTOMÁTICO DAVENPORT, del 15 de Febrero de 2011, de BRINKMAN PRODUCTS, INC: Un ensamblaje de husillos que incluye el cabezal de un torno de roscar, dicho cabezal tiene una superficie colindante hacia adelante , […]
ENSAMBLAJE DE HUSILLOS DE ALTA PRECISIÓN PARA UN TORNO DE ROSCAR AUTOMÁTICO DAVENPORT, del 15 de Febrero de 2011, de BRINKMAN PRODUCTS, INC: Un ensamblaje de husillos que incluye el cabezal de un torno de roscar, dicho cabezal tiene una superficie colindante hacia adelante , […]