Método y aparato para estampar componentes.
Una herramienta para conectar un tubo rígido a un accesorio de estampación,
comprendiendo la herramienta:
una carcasa (302);
una unidad (304) de sujeción formada en la carcasa (302) capaz de recibir y sujetar el tubo (312) rígido y el accesorio (314) de estampación;
una tapa (318) movible unida a la unidad (304) de sujeción, en la que la tapa movible es capaz de sujetar el tubo (312) rígido en su sitio cuando la tapa (318) está en una posición cerrada;
un elemento (306) movible capaz de desplazarse axialmente a lo largo de la carcasa (302) con respecto a un eje del tubo (312) rígido y el accesorio (314) de estampación para conectar el accesorio (314) de estampación al tubo (312) rígido y realizar un sello entre el accesorio (314) de estampación y el tubo (312) rígido; y
un elemento (328) de tornillo ubicado dentro de la carcasa (302), en el que el elemento (328) de tornillo se acopla al elemento (306) movible y es capaz de desplazar el elemento (306) movible axialmente a lo largo del eje cuando el elemento (328) de tornillo gira, en el que el accesorio (314) de estampación deforma el tubo (312) rígido cuando es desplazado axialmente por el elemento (306) movible para conectar el accesorio (314) de estampación al tubo (312) rígido.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09161966.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HWANG,PETER K.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B25B27/10 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
- F16L13/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
PDF original: ES-2548771_T3.pdf
Fragmento de la descripción:
Método y aparato para estampar componentes INFORMACIÓN DE ANTECEDENTES
1. Campo: La presente descripción se refiere en general a la fabricación de piezas y en particular a un método y aparato para conectar piezas entre si. Aún más concretamente, la presente descripción se refiere a un método y aparato para estampar un accesorio a un tubo rígido.
2. Antecedentes: En la fabricación de aviones, el montaje de diferentes sistemas del avión puede requerir tuberías, tubos de pequeño diámetro, u otros materiales que deben conectarse entre si. Por ejemplo, en la instalación de un sistema hidráulico en un avión, diferentes tubos pueden estar conectados entre si para realizar un sello para contener fluidos, tales como fluidos hidráulicos, para el sistema.
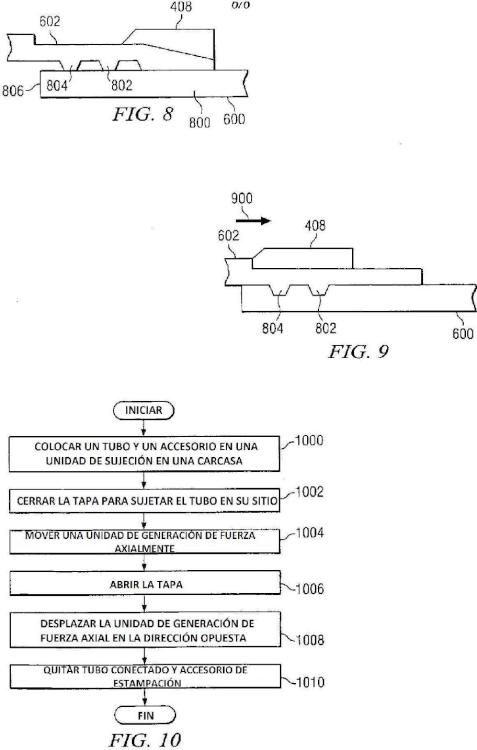
Una manera en que las diferentes piezas de tubería de pequeño diámetro u otros conjuntos que pueden llevar fluidos pueden conectarse entre si es mediante estampación. La estampación es una técnica para conformar el metal en la que las dimensiones de un elemento se alteran usando un componente en el que el elemento es forzado. En estos ejemplos, un tubo de metal puede conectarse a un accesorio de estampación. El accesorio de estampación puede deformar el tubo de metal para realizar un sello entre el tubo de metal y el accesorio de estampación. El otro extremo del accesorio de estampación puede estar conectado a otro tubo de metal para conectar los dos tubos conjuntamente. Se pueden llevar a cabo tipos similares de procedimientos para instalar tubos de pequeño diámetro para cableado u otros elementos dentro de un avión.
El accesorio de estampación tiene un eje que puede estar alineado alrededor o sobre el eje de la tubería de pequeño diámetro. Este tipo de accesorio de estampación también se conoce como un accesorio de estampación axial. El accesorio de estampación se puede desplazar hacia el tubo de pequeño diámetro para deformar el tubo y/o el accesorio de estampación para realizar una conexión. En estos ejemplos, las conexiones pueden ser conexiones selladas, de tal manera que los fluidos no se derramen fuera de la conexión.
Actualmente, las herramientas para la estampación axial de accesorios de estampación para tubos son difíciles de utilizar. Las herramientas disponibles en la actualidad pueden utilizar una bomba hidráulica. Estas herramientas y/o las mangueras para las bombas junto con las herramientas para llevar a cabo la estampación se mueven en el interior del avión para realizar la estampación en los sistemas que se están instalando. Actualmente, con este tipo de herramientas la realización un proceso de estampación requiere generalmente dos personas por razones de seguridad y calidad. Un accesorio estampado axialmente puede requerir una presión de 10.000 libras por pulgada cuadrada para realizar el accesorio. Los procedimientos utilizados en la actualidad para realizar estos tipos de accesorios requieren tiempo y pueden ser caros para utilizar en la realización de conexiones entre tubos.
Por lo tanto, sería ventajoso tener un método y un aparato que resuelva los problemas descritos anteriormente.
La publicación internacional WO 2008/034132 A1 describe un aparato de engarzar que emplea un pistón anular que rodea un paso central en la base a través del cual se puede insertar un accesorio y/o manguera en el aparato de engarzar mediante un juego de troqueles impulsado por el accionamiento del pistón.
SUMARIO En un primer aspecto de la invención se proporciona una herramienta para conectar un tubo rígido a un accesorio de estampar como se define en la reivindicación 1 de las reivindicaciones adjuntas.
En un segundo aspecto de la invención se proporciona un método para realizar una conexión entre un accesorio de estampar y un tubo rígido como se define en la reivindicación 6.
La herramienta de acuerdo con la invención se proporciona para conectar un tubo rígido a un accesorio de estampar. La herramienta comprende una carcasa, una unidad de sujeción, una tapa movible, y un elemento roscado. La unidad de retención puede estar formada en la carcasa y es capaz de recibir y sujetar el tubo rígido y el accesorio de estampar. La tapa movible está unida a la unidad de retención, en donde la tapa movible es capaz de retener el tubo rígido en su sitio cuando la tapa movible está en posición cerrada. El elemento movible es capaz de moverse axialmente a lo largo de la carcasa con respecto a un eje para el tubo rígido y el accesorio de estampar para conectar el accesorio de estampar al tubo rígido crear un sello entre el accesorio de estampar y el tubo rígido. El elemento roscado se encuentra dentro de la carcasa, en el que el elemento roscado se acopla al elemento móvil y es capaz de mover el elemento móvil axialmente a lo largo del eje cuando el elemento roscado gira, en el que el accesorio de estampar deforma el tubo rígido cuando se mueve axialmente por el elemento móvil para conectar el accesorio de estampar al tubo rígido.
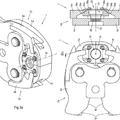
El método de la invención se utiliza para realizar una conexión entre un accesorio de estampar y un tubo rígido. El tubo rígido y el accesorio de estampar se colocan en la unidad de sujeción en la carcasa, en la que el tubo rígido y el accesorio de estampar están alineados axialmente entre si. El elemento móvil se mueve axialmente, en el que el movimiento del elemento móvil hacia la unidad de sujeción provoca que el accesorio de estampar deforme el tubo rígido para conectar el accesorio de estampar al tubo rígido.
Las características, funciones y ventajas de varias realizaciones de la presente invención se pueden ver con referencia a la siguiente descripción y los dibujos.
BREVE DESCRIPCIÓN DE LOS DIBUJOS La presente invención se expone en las reivindicaciones adjuntas. Las realizaciones ventajosas, sin embargo, así como una forma preferida de utilización, otros objetivos y ventajas de la misma, se comprenderán mejor mediante la referencia a la siguiente descripción detallada de una realización ventajosa de la presente descripción cuando se lea conjuntamente con los dibujos adjuntos, en donde:
La figura 1 es un diagrama que ilustra un método de servicio y fabricación de aviones en el que se puede implementar una realización ventajosa; La figura 2 es un diagrama de un avión en el que se puede implementar una realización ventajosa; La figura 3 es un diagrama que ilustra un aparato para realizar una conexión utilizando un accesorio estampado de acuerdo con una realización ventajosa; La figura 4 es una ilustración de un aparato de estampación de acuerdo con una realización ventajosa; La figura 5 es una vista lateral de un aparato de estampación de acuerdo con una realización ventajosa; La figura 6 es una vista parcial de un aparato de estampación de acuerdo con una realización ventajosa; La figura 7 es un diagrama que ilustra un movimiento en una operación de estampación de acuerdo con una realización ventajosa; La figura 8 es una vista parcial en sección transversal de un tubo y un accesorio de estampación de acuerdo con una realización ventajosa; La figura 9 es un diagrama que ilustra una conexión entre un accesorio de estampación y un tubo de acuerdo con una realización ventajosa; y La figura 10 es un diagrama de flujo de un proceso para realizar una conexión entre un tubo rígido y un accesorio de estampación de acuerdo con una realización ventajosa.
DESCRIPCIÓN DETALLADA Haciendo referencia de manera más concreta a los dibujos, se pueden describir realizaciones de la descripción en el contexto del método de fabricación y el servicio 100 de aviones como se muestra en la figura 1 y aviones 200 como se muestra en la figura 2. Volviendo primero a la figura 1, se representa un diagrama que ilustra un método de fabricación y servicio de aviones de acuerdo con una realización ventajosa.
Durante la pre-producción, un ejemplo de método de fabricación y servicio de aviones 100 puede incluir la especificación y diseño 102 del avión 200 de la figura 2 y la adquisición 104 de material. Durante la producción, tiene lugar la fabricación de componentes y subconjuntos 106 y el sistema de integración 108 del avión 200.
A partir de entonces, el avión 200 en la figura 2 puede seguir a través de la certificación y entrega 110 con el fin de tener lugar la puesta en servicio 112. Mientras se pone en servicio por un cliente, el avión 200 de la figura 2 se programa para un mantenimiento y servicio 114 rutinarios, que puede incluir modificación, reconfiguración, remodelación y otro mantenimiento o servicio.
Cada uno de los procesos del método de fabricación y servicio 100 de los aviones puede realizarse o llevarse a cabo por un integrador de sistemas, un tercero, y/o un operador.... [Seguir leyendo]
Reivindicaciones:
1. Una herramienta para conectar un tubo rígido a un accesorio de estampación, comprendiendo la herramienta:
una carcasa (302) ; una unidad (304) de sujeción formada en la carcasa (302) capaz de recibir y sujetar el tubo (312) rígido y el accesorio (314) de estampación; una tapa (318) movible unida a la unidad (304) de sujeción, en la que la tapa movible es capaz de sujetar el tubo (312) rígido en su sitio cuando la tapa (318) está en una posición cerrada;
un elemento (306) movible capaz de desplazarse axialmente a lo largo de la carcasa (302) con respecto a un eje del tubo (312) rígido y el accesorio (314) de estampación para conectar el accesorio (314) de estampación al tubo (312) rígido y realizar un sello entre el accesorio (314) de estampación y el tubo (312) rígido; y un elemento (328) de tornillo ubicado dentro de la carcasa (302) , en el que el elemento (328) de tornillo se acopla al elemento (306) movible y es capaz de desplazar el elemento (306) movible axialmente a lo largo del eje cuando el elemento (328) de tornillo gira, en el que el accesorio (314) de estampación deforma el tubo (312) rígido cuando es desplazado axialmente por el elemento (306) movible para conectar el accesorio (314) de estampación al tubo (312) rígido.
2. La herramienta de la reivindicación 1, en la que la unidad (304) de sujeción es capaz de alinear el tubo (312) 20 rígido y el accesorio (314) de estampación a lo largo del eje.
3. La herramienta de la reivindicación 1 además comprende:
una unidad (310) de motor capaz de acoplar el elemento (328) de tornillo para desplazar el elemento (306) 25 movible y capaz de moverlo axialmente a lo largo de la carcasa (302) .
4. La herramienta de la reivindicación 3, en la que la unidad (310) de motor está ubicada dentro de la carcasa (302) y capaz de girar el elemento (328) de tornillo para desplazar el elemento (306) movible y capaz de desplazar axialmente a lo largo de la carcasa (302) .
5. La herramienta de la reivindicación 1 que comprende:
un mecanismo (336) de detección para aplicar una fuerza de estampación hasta un nivel determinado de fuerza en la conexión del accesorio (314) de estampación al tubo (312) rígido.
6. Un método para realizar una conexión entre un accesorio (314) de estampación y un tubo (312) rígido, comprendiendo el método:
colocación del tubo (312) rígido y el accesorio (314) de estampación en una unidad (304) de sujeción en la carcasa (302) , en la que el tubo (312) rígido y el accesorio (314) de estampación están alineados axialmente uno con el otro; desplazamiento de un elemento (306) movible axialmente, en el que el movimiento del elemento (306) movible hacia la unidad (304) de sujeción provoca que el accesorio (314) de estampación deforme el tubo (312) rígido para conectar el accesorio (314) de estampación al tubo (312) rígido, caracterizado por la 45 retención del tubo (312) rígido en su sitio en la unidad (304) de retención, y el movimiento del accesorio (314) axialmente.
7. El método de la reivindicación 6, en el que el paso de desplazamiento comprende:
girar un elemento (328) de tornillo para provocar que el elemento (306) movible se desplace axialmente hacia la unidad (304) de sujeción.
8. El método de la reivindicación 7 que comprende además:
conectar una unidad (310) de motor portátil a la carcasa (302) , en la que la unidad (310) de motor portátil se acopla al elemento (328) de tornillo.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]