Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde.
Dispositivo (74) para formar los extremos de un elemento de tubería,
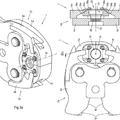
dispositivo (74) que comprende un primer rodillo (78) y un segundo rodillo (80) para impartir una forma a una pared lateral de un elemento de tubería, en el que el primer rodillo (78) gira alrededor de un eje (82) y que comprende:
• un primer segmento (94) que tiene un primer diámetro exterior (94a);
• un segundo segmento (96) colocado contiguo al primer segmento (94) y que tiene un segundo diámetro exterior (96a) más pequeño que el primer diámetro exterior (94a);
• un tercer segmento (98) colocado contiguo al segundo segmento (96) y que tiene un tercer diámetro exterior (98a) más grande que el segundo diámetro exterior (96a);
y en el que el segundo rodillo (80) gira alrededor de un eje (88) y comprende:
• un cuarto segmento (104) que tiene un cuarto diámetro exterior (104a);
• un quinto segmento (106) colocado contiguo al cuarto segmento (104), que tiene un quinto 20 diámetro exterior (106a) mayor que el cuarto diámetro exterior (104a);
• un sexto segmento (108) colocado contiguo al quinto segmento (106) y que tiene un sexto diámetro exterior (108a) menor que el quinto diámetro exterior (106a);
• un séptimo segmento (110) colocado contiguo al sexto segmento (108) y que tiene un séptimo diámetro exterior (110a) aproximadamente igual al quinto diámetro exterior (106a); en el que el quinto segmento (106) comprende además una primera superficie anular (114) colocada adyacente al cuarto segmento (104) y una segunda superficie anular (116) colocada adyacente al sexto segmento (108) y orientada angularmente con respecto al segundo eje (88); caracterizado por que el primer rodillo (78) comprende además:
• un octavo segmento (100) posicionado contiguo al tercer segmento (98) y que tiene un octavo diámetro exterior (100a) más pequeño que el segundo diámetro exterior (96a); y
• un noveno segmento (110) colocado contiguo al octavo segmento (100) y que tiene un noveno diámetro exterior (110a) aproximadamente igual al segundo diámetro exterior (96a); el dispositivo (74) comprende además:
• un bastidor de soporte (76);
• el primer rodillo (78) está montado en el bastidor de soporte (76) y puede girar alrededor de un primer eje (82), estando adaptado el primer rodillo (78) para acoplar una superficie interior del elemento de tubería;• medios (90) para hacer girar el primer rodillo (78) alrededor del primer eje (82);
• el segundo rodillo (80) está montado en el bastidor de soporte (76) y puede girar alrededor de un segundo eje (88) orientado sustancialmente paralelo al primer eje (82), el segundo rodillo (80) se puede mover hacia y desde el primer rodillo (78) y que está adaptado para acoplar una superficie exterior del elemento de tubería;
• medios (90) para mover el segundo rodillo (80) en relación con el primer rodillo (78) para comprimir la pared lateral entre ellos al tiempo que los rodillos giran, dichos rodillos están dispuestos relativamente entre sí sobre el bastidor de soporte (76) de manera que:
• el cuarto segmento (104) está alineado con el primer segmento (94);
• el quinto segmento (106) está alineado con el segundo segmento (96);
• el sexto segmento (108) está alineado con el tercer segmento (98); y
• el séptimo segmento (110) está alineado con el octavo segmento (100) y al menos una parte del noveno segmento (102).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E15176201.
Solicitante: VICTAULIC COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 4901 KESSLERSVILLE ROAD EASTON, PA 18040 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DOLE, DOUGLAS R., MADARA,SCOTT D, NOVITSKY,MICHAEL R, HAAS,EARL, WILK,CHARLES E. JR, CUVO,ANTHONY J.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D17/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 17/00 Operaciones que permiten efectuar ranuras individuales en las chapas o en los objetos tubulares o huecos. › por laminado.
- B21D39/04 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B21D41/02 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Ensanchamiento.
- F16L17/025 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 17/00 Empalmes con empaquetaduras adaptadas a una estanqueidad por presión de fluido. › teniendo los segmentos de estanqueidad nervaduras radiales.
PDF original: ES-2716128_T3.pdf
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA COMPRESIÓN DE CONECTORES COMO PARTE DE UNA UNIÓN DE TUBO, del 23 de Febrero de 2012, de HENN GMBH & CO.KG: Dispositivo para la compresión de conectores como parte de una unión de tubo, estando configurada la unión de tubo como unión enchufable hermética […]