Plancha litográfica de aluminio.
Una plancha litográfica que tenía una composición de aleación que comprende un 0,
71-2,5 % de Zn en que la aleación, aparte del contenido de Zn, es una aleación de la serie 1XXX de aleaciones de aluminio.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/053681.
Solicitante: NOVELIS, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3560 Lenox Road, Suite 2000 Atlanta, GA 30326 ESTADOS UNIDOS DE AMERICA.
Inventor/es: BROWN, JEREMY, MARK, COLEMAN,ANDREW, WRIGHT,DAVID S, KAMP,NICOLAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41N1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41N CLICHES O PLACAS DE IMPRESION (materiales fotosensibles G03 ); MATERIALES PARA SUPERFICIES UTILIZADAS EN LA IMPRESION PARA IMPRIMIR, ENTINTAR, MOJAR O SIMILAR; PREPARACION DE TALES SUPERFICIES PARA SU EMPLEO O SU CONSERVACION. › B41N 1/00 Clichés o placas de impresión; Materiales a este efecto. › para la impresión litográfica.
- B41N3/03 B41N […] › B41N 3/00 Preparación para el empleo o la conservación de superficies de impresión. › Pretratamiento químico o eléctrico.
- C22C21/10 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 21/00 Aleaciones basadas en aluminio. › con cinc como constituyente que sigue al que está en mayor proporción.
PDF original: ES-2501595_T3.pdf



Fragmento de la descripción:
Plancha litográfica de aluminio.
Campo de la invención
La presente invención se refiere a un producto de plancha litográfica de aleación de aluminio. En particular, se refiere a una composición de aleación diseñada para favorecer una corrugación electrolítica mejorada. La invención también se refiere a un método para preparar un sustrato de plancha litográfica de aluminio.
En la producción de planchas litográficas de aluminio, normalmente se limpia la superficie de la plancha de aluminio laminada, posteriormente se somete a corrugación (alternativamente denominada "granulación"), anodizado para proporcionar una capa de óxido dura y duradera y posteriormente se reviste con una capa oleófila antes de su uso en la operación de impresión.
La corrugación superficial se puede conseguir por medio de técnicas químicas, mecánicas o electroquímicas, o una combinación de cada una de ellas, muchas de las cuales están bien establecidas o documentadas en la industria. El proceso de corrugación resulta necesario para controlar la adhesión del revestimiento oleófilo a la placa de soporte y para controlar las propiedades de retención de agua de la superficie no revestida.
La corrugación electroquímica, también conocida como corrugación electrolítica y posteriormente como electro- granulación se ha usado durante muchos años. Es el método comercial predominante para corrugar la superficie de una plancha litográfica de aluminio. En este proceso, inicialmente se limpia la plancha de aluminio, normalmente en sosa cáustica, y posteriormente se hace pasar de forma continua a través de un baño de electrolito conductor.
La electro-granulación es un proceso de corriente alterna (c.a.). En la industria se usan diversas configuraciones de célula pero, en esencia, todas comprenden hacer pasar la plancha paralela de forma secuencial hasta los contra electrodos que están conectados al suministro de energía c.a. La corriente fluye desde uno o más electrodos que están conectados a un lado del suministro de energía a través del electrolito hasta la plancha, pasa a lo largo de la plancha y de nuevo por medio del electrolito hasta un segundo electrodo o conjunto de electrodos. Esto se denomina el método de contacto de líquidos ya que no se produce contacto directo entre la plancha y el suministro de energía.
La electro-granulación comercial se lleva a cabo bien en ácido nítrico o bien en ácido clorhídrico. Normalmente, estos ácidos están a una concentración de entre un 1 % y un 3 %. Por debajo de este intervalo la conductividad es demasiado baja para pasar suficiente corriente en un tiempo razonable y, por encima de este intervalo es generalmente no uniforme tanto a escala microscópica como a través de la anchura de la plancha, debido a la distribución de corriente no uniforme. Con frecuencia, se llevan a cabo adiciones tales como ácido acético, ácido bórico, sulfatos, etc. sobre estos electrolitos para modificar el comportamiento de granulación.
El proceso de electro-granulación produce una superficie que se caracteriza por numerosas picaduras. El tamaño y distribución de las picaduras varía y depende de una amplia gama de factores, incluyendo pero sin limitarse a, la composición de la aleación, estructura metalográfica, electrolito, concentración de electrolito, temperatura, voltaje aplicado y forma de la onda de voltaje aplicado.
Del modo más reciente, los clientes de planchas litográficas desean topografías de plancha planas, produciendo la etapa de corrugación tamaños de picadura más finos con una mayor uniformidad del tamaño de la picadura.
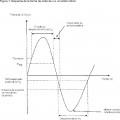
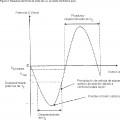
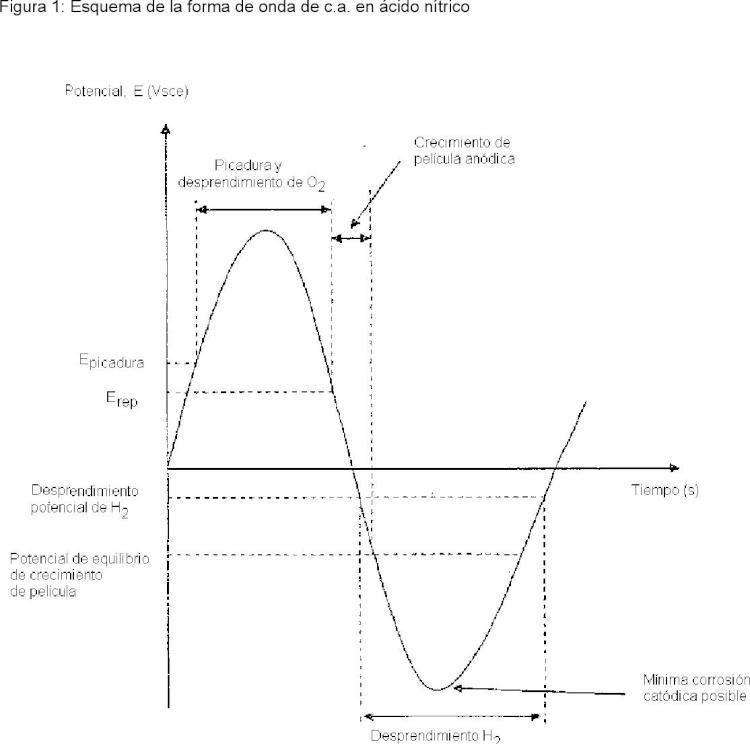
La forma de onda de c.a., o de la curva del gráfico voltaje/tiempo durante la electro-granulación, generalmente es de forma sinusoidal, aunque resulta común que la forma se encuentre desviada en la dirección anódica. El potencial de plancha es positivo en la parte anódica del ciclo y negativo en la parte catódica. Las Figuras 1 y 2 ilustran la naturaleza de una forma de onda c.a. en ácidos nítrico y clorhídrico, respectivamente.
Con el fin de iniciar un nueva picadura y permitir su crecimiento se tiene que superar un determinado voltaje. Este límite de voltaje se conoce como potencial de formación de picaduras, o Ep¡cadura. Existe un segundo límite de voltaje a considerar, conocido como potencial de re-pasivación, Erep. Este límite de potencial está por debajo de Ep¡cadura y significa el punto en el que tiene lugar la re-pasivación. La re-pasivación está provocada por la formación de una película de óxido sobre las picaduras activas, de manera que se re-establece una condición normal de aluminio, es decir, la superficie se cubre con una película de óxido.
Una vez que el voltaje pasa a través del mínimo catódico, entonces comienza a hacerse menos negativa. Una vez que aumenta el voltaje por encima del potencial de formación de picaduras, aparecen las picaduras y se garantiza un crecimiento sostenido. Estos puntos de picaduras pueden ser bien nuevos o bien unos que hayan estado activos durante el ciclo previo. La formación de picaduras continua durante todo el período que el voltaje se encuentra por encima del potencial de formación de picaduras pero se detiene tan pronto como el voltaje disminuye de nuevo por debajo del potencial de re-pasivación.
En los electrolitos de ácido clorhídrico puro, los potenciales de formación de picaduras y re-pasivación son valores negativos; se encuentran dentro del régimen catódico. En otros electrolitos, tales como ácido nítrico puro o ácido clorhídrico más ácido acético estos potenciales son positivos ya que se encuentran dentro de la región anódica de la forma de onda. En estos casos en los que el voltaje es anódico, pero por debajo del potencial de formación de picaduras, tiene lugar el anodizado.
Otro mecanismo que tiene lugar en el ciclo catódico es que la superficie se vuelve sensible en puntos locales. Estos puntos sensibilizados son efectivamente defectos en la película de óxido protectora que se convierten en ubicaciones potenciales de puntos de picadura una vez que el voltaje vuelve de nuevo por encima del potencial de formación de picaduras. En ácido nítrico, se ha comprobado que estos puntos aparecen cuando las uniones de los sub-granos alcanzan la película de óxido en la interfaz metal/óxido. Para el ácido clorhídrico, estos puntos aparecen cuando el ión cloruro penetra en la película de óxido de recubrimiento.
Para una forma de onda concreta, la duración del inicio de la formación de picaduras y el crecimiento y la duración de la re-pasivación dependen de los valores de los potenciales de formación de picaduras y re-pasivación, respectivamente. Como el voltaje, o el potencial de plancha, los cambios y aumentos por encima del potencial de formación de picaduras pueden dar lugar a la formación de nuevas picaduras o a un crecimiento adicional de las formadas en el primer ciclo. El equilibrio entre el crecimiento de las picaduras y el inicio de la picadura depende de las condiciones de proceso que prevalecen. Aunque este es un proceso relativamente aleatorio sobre una escala de picadura a picadura, una duración mayor de la parte de re-pasivación tiende a favorecer la sensibilización de nuevos puntos de picadura potenciales en el ciclo catódico y proporcionar más tiempo para la re-pasivación de las picaduras ya existentes. Generalmente, se obtienen superficies picadas más uniformes y finas cuando se produce la electro- granulación en electrolitos en los cuales aumentan los potenciales de formación de picaduras y re-pasivación, (es decir, son más positivos), por ejemplo en ácido nítrico o por medio de la adición de aditivos tales como sulfato o ácido acético a un electrolito de ácido clorhídrico.
Por tanto, el proceso por medio de cual trascurre la electro-granulación es una competición entre iniciación, re- pasivación y crecimiento. Para proporcionar la funcionalidad deseada, la topografía de plancha corrugada final debe tener la distribución correcta de tamaño de las picaduras, debe estar dispuesta de manera uniforme sobre la superficie de la plancha. Del modo más reciente, los clientes de planchas litográficas desean topografías de plancha planas, de forma que la etapa de corrugación genere tamaños de picaduras más finos con una mayor uniformidad del tamaño de picadura. Demasiada formación de picaduras o picaduras demasiado grandes y demasiado profundas proporcionan una superficie que es demasiado rugosa y provoca problemas de desarrollo de plancha y resolución de impresión. Una formación de picaduras demasiado pequeña tiene como resultado una pobre adhesión polimérica y una menor longitud de recorrido de impresión. De acuerdo con este análisis, una aleación... [Seguir leyendo]
Reivindicaciones:
1. Una plancha litográfica que tenía una composición de aleación que comprende un ,71-2,5 % de Zn en que la aleación, aparte del contenido de Zn, es una aleación de la serie 1XXX de aleaciones de aluminio.
2. La plancha litográfica de la reivindicación 1, en que el límite inferior de Zn es un ,9 %.
3. La plancha litográfica de una cualquiera de las reivindicaciones 1 a 2, en que el límite superior de Zn es un 2, %.
4. La plancha litográfica de la reivindicación 3, en que el límite superior de Zn es un 1,75 %.
5. La plancha litográfica de la reivindicación 3, en que el contenido de Zn está entre un ,71-2, %.
6. La plancha litográfica de la reivindicación 4, en que el contenido de Zn está entre un ,9-1,75 %.
7. La plancha litográfica de una cualquiera de las reivindicaciones 1 a 6, en que la aleación, aparte del contenido de Zn, es AA15 o AA15A.
8. La plancha litográfica de una cualquiera de las reivindicaciones 1 a 6, en que la aleación, aparte del contenido de Zn, es en % en peso: Mg de ,5 a ,3; Mn de ,5 a ,25; Fe de ,11 a ,4; Si hasta ,25; Ti hasta ,3; B hasta ,1; Cu hasta ,1, Cr hasta ,3; con impurezas inevitables hasta ,5 cada una y ,15 en total.
9. La plancha litográfica de una cualquiera de las reivindicaciones 1 a 6, en que la aleación, aparte del contenido de Zn, es en % en peso: Fe de ,3 a ,4; Mg de ,1 a ,3; Si de ,5 a ,25; Mn hasta ,5; Cu hasta ,4.
1. Un método para producir una plancha litográfica que comprende las siguientes etapas:
proporcionar un producto de plancha con una superficie de electro-granulación sobre la aleación de aluminio con una composición que tiene de > ,5 a un 2,5 % en peso de Zn en que la aleación, aparte del contenido de Zn, es una aleación de la serie 1XXX de aleaciones de aluminio; y
someter la superficie a electro-granulación en un electrolito ácido con una densidad de carga total < 5 C/dm2
11. Un método como el de la reivindicación 1, en que la densidad de carga total usada es <49 C/dm2
12. Un método como el de la reivindicación 11, en que la densidad de carga total usada es <45 C/dm2
13. Un método como el de una cualquiera de las reivindicaciones 1 a 12, en que el electrolito contiene ácido clorhídrico.
14. Un método como el de la reivindicación 13, en que el electrolito contiene ácido clorhídrico y sulfatos.
15. Un método como el de una cualquiera de las reivindicaciones 1 a 12, en que el electrolito contiene ácido nítrico.
16. El uso de una composición de aleación que comprende un ,71-2,5 % de Zn en que la aleación, aparte del contenido de Zn, es una aleación de la serie 1XXX de aleaciones de aluminio en forma de plancha litográfica.
Patentes similares o relacionadas:
Fabricación de banda litográfica con alta disminución por pasada de laminación en frío, del 11 de Septiembre de 2019, de Hydro Aluminium Rolled Products GmbH: Procedimiento para la producción de una banda de aluminio para soportes de placas de impresión litográfica a partir de una aleación de aluminio, presentando la aleación de aluminio […]
Plancha de impresión litográfica sostenible, del 29 de Octubre de 2018, de AGFA NV: Procedimiento para fabricar una plancha de impresión litográfica mediante un sistema de impresión por inyección de tinta CTP que comprende la […]
Procedimiento para la cocción de placas de impresión revestidas, del 30 de Agosto de 2017, de Hydro Aluminium Rolled Products GmbH: Procedimiento para la cocción de un revestimiento de un soporte de placa de impresión, en el que la placa de impresión como material de soporte presenta aluminio o una […]
Procedimiento para procesar una banda de aluminio, banda de aluminio y su utilización, del 1 de Febrero de 2017, de Hydro Aluminium Rolled Products GmbH: Procedimiento para procesar una banda de aluminio para soportes de planchas de impresión litográfica, con las siguientes etapas: - poner a disposición una […]
Plancha de impresión litográfica que comprende un sustrato laminado, del 21 de Septiembre de 2016, de Mylan Group: Una plancha de impresión litográfica laminada que comprende: una capa de aluminio que tiene un primer lado y un segundo lado, una primera capa de óxido […]
Banda de aluminio para soportes de plancha de impresión litográfica con alta resistencia a la flexión alternante, del 6 de Julio de 2016, de Hydro Aluminium Rolled Products GmbH: Banda de aluminio para la fabricación de soportes de plancha de impresión litográfica a partir de una aleación de aluminio con un grosor de 0,15 mm a 0,5 mm, caracterizada […]
Sustrato para plancha de impresión litográfica, del 30 de Marzo de 2016, de Mylan Group: Un sustrato de plancha de impresión litográfica que comprende: una capa base, una capa de un primer adhesivo que cubre un lado de la capa base, excepto […]
 Banda de aluminio para soporte de placa de impresión litográfica, del 13 de Enero de 2016, de Hydro Aluminium Rolled Products GmbH: Banda para la producción de un soporte para placas de impresión litográficas que se componen de aluminio o de una aleación de aluminio, presentando […]
Banda de aluminio para soporte de placa de impresión litográfica, del 13 de Enero de 2016, de Hydro Aluminium Rolled Products GmbH: Banda para la producción de un soporte para placas de impresión litográficas que se componen de aluminio o de una aleación de aluminio, presentando […]