Método de fabricación de una tuerca por embutición progresiva de un fleje laminar metálico y tuerca resultante.
Método de fabricación de una tuerca por embutición progresiva de un fleje laminar metálico y tuerca resultante,
en que dicho método comprende los pasos de:
- partiendo de un fleje laminar metálico de material y espesor adecuado, por embutición, realizar una pieza con una arandela de apoyo (3), un domo (2) y una parte emergente (3) hexagonal, dicha pieza de espesor uniforme; y,
- por embutición progresiva en el interior de dicha parte emergente (1) hexagonal, desplazando material lateralmente desde las partes centrales (7) de dichas caras (4) a las zonas (7') de los vértices, crear un cilindro interior fileteado (5).
- realizar un tratamiento térmico de la pieza obtenida, tratamiento configurado para otorgarle una mayor resistencia a la pieza, especialmente un límite elástico Rp 0,2% de aproximadamente 1200 MPa y un límite mecánico RM de aproximadamente 1400 Mpa.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201300213.
Solicitante: ILLINOIS TOOL WORKS INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3600 WEST LAKE AVENUE GLENVIEW, ILLINOIS 60026 ESTADOS UNIDOS DE AMERICA.
Inventor/es: ORTEGA DOÑA,Raúl.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de tornillos o de piezas estriadas similares.
Fragmento de la descripción:
METODO DE FABRICACION DE UNA TUERCA POR EMBUTICION PROGRESIVA DE UN FLEJE LAMINAR METALICO Y TUERCA
RESULTANTE
CAMPO DE LA INVENCION
La presente invención tiene por objeto una tuerca y su método de fabricación, del tipo de las que se utilizan en la fijación de aplicaciones, que disponen de una valona, un domo de unión y un cuerpo emergente con fileteado interior y superficie exterior hexagonal para su apriete mediante una herramienta, con la particularidad de que el grueso del material se ha conseguido uniforme, con espesor de reducido tamaño, mejorando, al mismo tiempo, las propiedades mecánicas de la pieza.
ANTECEDENTES
Son conocidas tuercas semejantes a las de la invención que incorporan una arandela o base de apoyo de la que emerge una parte con exterior hexagonal y un cilindro de interior fileteado. Esto es, tuercas que incorporan en una única pieza una superficie ampliada de apoyo o arandela, una parte exterior hexagonal para el accionamiento con una herramienta y el tubo propiamente dicho que con interior fileteado permite la introducción de un tornillo de fijación de la aplicación. Este es el caso de por ejemplo, la patente europea EP2379896 o de DE4105541.
La patente US4281699 realiza una tuerca parecida en que la parte hexagonal exterior y el fileteado interior coinciden en la misma parte de la pieza. Este tipo de
construcciones consiguen una reducción de la altura total de la pieza pero a cambio de un notable peso de la misma. De hecho se debe proveer material para formar tanto el hexágono exterior como el fileteado interior que normalmente se terraja sobre la pieza ya moldeada.
Este tipo de tuercas pueden construirse por combinación de varias partes que se unen o a partir de un único material. En este último caso, se realizan a partir de alambres o tubos de diferentes grosores y de distinta naturaleza. Por ejemplo, de material de acero, acero inoxidable, niquel endurecido, zincado u otros materiales férricos; pudiendo recibir tratamientos de carbono, boro, térmicos, etc., para proporcionarles la dureza y resistencia adecuadas.
En general, el alambre o tubo es deformado en frió, en un proceso similar al empleado para la fabricación de tornillos y pernos, para proporcionarle tanto la forma exterior como la interior. Dependiendo del tamaño de la tuerca que se fabrica, se escoge el grosor del tubo o alambre de entrada. En este proceso de deformado en frió y posterior creación del fileteado se producen pérdidas de material y, en general, puede afirmarse que no se consigue optimizar el peso de la pieza resultante.
Es el principal objetivo de la presente invención el proporcionar una tuerca que esté optimizada en peso para reducir al minimo las pérdidas de material producidas en su proceso de fabricación, siendo otro de los fines perseguidos que la pieza sea mucho más ligera, incorporando mucho menos material.
Otro de los objetivos de la presente invención es que la tuerca, a pesar de ser mucho más ligera, mantenga o mejore sus propiedades mecánicas respecto de similares tuercas según la técnica conocida.
Estas y otras ventajas de la presente invención serán más evidentes a lo largo de la descripción de la misma.
BREVE EXPLICACION DE LA INVENCION
La presente invención describe una tuerca formada por una superficie laminar deformada que dispone de una base plana de apoyo que sin solución de continuidad se eleva en una zona aproximadamente semiesférica, tipo domo, de la que se eleva una forma exteriormente hexagonal y que en su interior dispone de un cilindro fileteado.
Esta tuerca tiene un espesor uniforme en toda su superficie menos en la parte hexagonal donde durante la creación de la pieza se ha producido un progresivo deslizamiento de material para formar la rosca interior cilindrica mientras se mantiene el exterior hexagonal.
Esta pieza y el método que la produce, parten no de un tubo o alambre de metal, sino de un fleje de banda plana y espesor uniforme. Las partes de la arandela y el domo se producen sin mayores complicaciones por deformación de dicha lámina original al igual que el hexágono exterior.
En este momento de fabricación de la pieza, existen todas las formas finales salvo el cilindro roscado
| interior. En su lugar, | la pieza | presenta | también | un |
| interior hexagonal y un | espesor | uniforme | en toda | su |
| superficie. No se ha | producido | ninguna | pérdida | de |
material en este proceso.
A continuación el método de fabricación de la tuerca de la invención realiza un proceso de embutición progresivo en que el material de la parte interior del hexágono de la tuerca es barrido o desplazado progresivamente, lateralmente, para formar la forma cilindrica y roscada tipica de la invención.
La pieza resultante puede incorporar los tratamientos adecuados para proporcionarle una mayor dureza y resistencia, por ejemplo de carbono, boro, térmicos, etc.
El resultado es una pieza ligera, realizada sin pérdida de material y que es uniforme en su espesor. Su parte roscada presenta diferentes espesores en relación con la posición de las caras hexagonales exteriores y el fileteado cilindrico interior.
Gracias al material formativo de la pieza y los eventuales tratamientos endurecedores recibidos, la pieza es cuando menos tan sólida o más que las de la técnica conocida, siendo aproximadamente un 60% más ligera, habiéndose de este modo obtenido todos los objetos inventivos perseguidos.
BREVE EXPLICACION DE LOS DIBUJOS
Para una mejor comprensión de la invención se acompañan dos hojas de dibujos, aportados a titulo meramente ilustrativo y no limitativo de la invención.
La figura 1 muestra una perspectiva de una tuerca semejante a la de la invención pero según la técnica conocida. Destacan el grosor de su pared, en la parte hexagonal, necesaria para formar dicha forma hexagonal 10 exterior y la rosca interior.
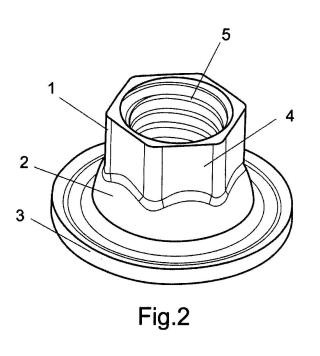
La figura 2 muestra una vista en perspectiva de una tuerca realizada de acuerdo la presente invención, donde se aprecia, comparativamente, su fino espesor.
La figura 3 es una vista superior de la tuerca de la
figura anterior.
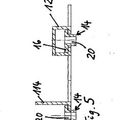
La figura 4 es un detalle esquemático de una etapa de
20 formación del cilindro interior roscado de la tuerca de la invención de las figuras anteriores, concretamente el de elaboración del cilindro fileteado interior de la
tuerca.
EXPLICACION DETALLADA DE LA INVENCION
Consiste la presente invención en método de fabricación de una tuerca y la tuerca resultante, del tipo de
tuercas que incorporan una base de apoyo y un perfil hexagonal exterior para la aplicación de una 30 herramienta, formada por una banda plana de espesor uniforme, por embutición, y que presenta una parte
emergente (1) , que sin solución de continuidad termina en una arandela de apoyo (3).
Esta parte emergente (1) tiene su exterior formando un hexágono, esto es, presentando seis caras (4), mientras que en su interior se encuentra un interior fileteado (5). El conjunto de la pieza es de espesor uniforme, concretamente el del fleje o banda laminar formativa de la misma; salvo esta parte emergente (1) donde el proceso de embutición progresiva que ha dado lugar al fileteado interior (5) y a la transformación de un tubo hexagonal, interior y exterior, en otro con su interior cilindrico, ha representado un desplazamiento de dicho material, de forma que el espesor de esta parte emergente (1) guarda relación con la posición del punto considerado en dicha cara (4).
Por ejemplo, el espesor mayor (7') de las paredes de dicha parte emergente se produce en las aristas entre varias caras (4), mientras que el espesor menor (7) se encuentra en la distancia intermedia entre las mismas.
El resultado de la presente aplicación es una tuerca con peso muy reducido en relación a la técnica conocida y con mayor aprovechamiento de material, especialmente en relación a la técnica convencional de deformación o estampado en frió a partir de un tubo o alambre de acero u otro material férrico, en cuya confección se produce pérdida y desaprovechamiento del mismo.
Sin embargo, para emplear el método de fabricación caracteristico de la invención, mediante embutición
progresiva a partir de un fleje laminar metálico, sustituyendo los convencionales tubos metálicos de partida de la técnica, debe efectuarse un delicado proceso cara a...
Reivindicaciones:
1.- METODO DE FABRICACION DE UNA TUERCA POR EMBUTICION PROGRESIVA DE UN FLEJE LAMINAR METALICO Y TUERCA RESULTANTE, del tipo de tuerca que incorporan una base de apoyo y un perfil hexagonal exterior para la
aplicación de una herramienta de apriete, CARACTERIZADO porque dicho método comprende los pasos de:
- partiendo de un fleje laminar metálico de material y espesor adecuado, por embutición, realizar una pieza con una arandela de apoyo (3) y una parte emergente (3) hexagonal, dicha pieza de espesor uniforme; y,
- por embutición progresiva en el interior de dicha
parte emergente (1) hexagonal, desplazando material
lateralmente desde las partes centrales (7) de dichas caras (4) a las zonas (7') de los vértices, crear un
interior fileteado (5).
- realizar un tratamiento térmico de la pieza obtenida, tratamiento configurado para otorgarle una mayor resistencia a la pieza.
2.- METODO DE FABRICACION DE UNA TUERCA POR EMBUTICION
PROGRESIVA DE UN FLEJE LAMINAR METALICO Y TUERCA
RESULTANTE, de acuerdo con la reivindicación anterior, CARACTERIZADO porque dicha embutición realiza una zona aproximadamente semiesférica de unión entre dicha arandela de apoyo (3) y dicha parte emergente (1), a modo de domo (2).
3.- METODO DE FABRICACION DE UNA TUERCA POR EMBUTICION
PROGRESIVA DE UN FLEJE LAMINAR METALICO Y TUERCA
RESULTANTE, de acuerdo con una cualquiera de las
reivindicaciones anteriores, CARACTERIZADO porque dicho tratamiento térmico del acero al carbono resulta en una pieza con un limite elástico Rp 0,2% de aproximadamente 1200 MPa y un limite mecánico RM de aproximadamente 1400 Mpa.
3.- TUERCA, del tipo que incorporan una base de apoyo y un perfil hexagonal exterior para la aplicación de una herramienta, realizada por el método de la reivindicación 1, CARACTERIZADA por presentar una parte emergente (1) que sin solución de continuidad termina en una arandela de apoyo (3) ; dicha parte emergente (1) tiene su exterior formando un hexágono, esto es, presentando seis caras (4), mientras que en su interior se encuentra un interior fileteado (5).
4.- TUERCA, según la reivindicación 3, CARACTERIZADA porque en la unión entre dicha arandela de apoyo (3) y dicha parte emergente (1) se encuentra una parte aproximadamente semiesférica, tipo domo (2).
5.- TUERCA, según una cualquiera de las reivindicaciones 3 y 4, CARACTERIZADA por estar realizada en un material reforzado, tal como acero al carbono tratado térmicamente, con limites elásticos Rp 0,2% de aproximadamente 1200 MPa y limite mecánico RM de aproximadamente 1400 Mpa.
6.- TUERCA, según la reivindicación 5, CARACTERIZADA porque es de espesor uniforme, concretamente el del fleje o banda laminar formativa de la misma, salvo en dicha parte emergente (1) donde el proceso de embutición
progresiva que ha dado lugar al fileteado interior (5) han determinado que el espesor de esta parte emergente (1) guarde relación con la posición relativa respecto del centro de dichas caras (4).
Patentes similares o relacionadas:
 PROCEDIMIENTO DE FABRICACIÓN DE UNA TUERCA EN JAULA, del 30 de Diciembre de 2010, de ACUMENT GMBH & CO. OHG: Procedimiento para la fabricación de una tuerca en jau- la compuesta por un cuerpo de tuerca cilíndrico provisto de un taladro coaxial con una rosca interna, […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA TUERCA EN JAULA, del 30 de Diciembre de 2010, de ACUMENT GMBH & CO. OHG: Procedimiento para la fabricación de una tuerca en jau- la compuesta por un cuerpo de tuerca cilíndrico provisto de un taladro coaxial con una rosca interna, […]
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS CORPORALES HUECOS, ELEMENTO CORPORAL HUECO, COMPONENTE COMPUESTO Y MATRIZ., del 16 de Marzo de 2005, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de elementos corporales huecos tales como elementos de tuercas para su colocación adosada […]
PROCEDIMIENTO PARA LA FABRICACION DE UNA TUERCA CON JAULA DE RETENCION DE DOS PIEZAS., del 1 de Julio de 1999, de A. RAYMOND GMBH & CO. KG: EL PRESENTE PROCEDIMIENTO SIRVE PARA LA ELABORACION DE UNA TUERCA DE JAULA DE DOS PARTES A BASE DE UNA PLETINA DE CHAPA CON UNA PARTE SOPORTE Y UNA […]
PROCEDIMIENTO DE TRABAJO PARA LA FABRICACION DE UN ANILLO DE CENTRADO EN EL ALA DE FIJACION DE UNA TUERCA DE CHAPA EN FORMA DE U., del 16 de Abril de 1994, de A. RAYMOND GMBH & CO. KG: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UN ANILLO DE CENTRADO EN EL ALA DE FIJACION DE UNA TUERCA DE CHAPA EN FORMA DE U MEDIANTE […]
PROCEDIMIENTO PARA FORMACION DE UNA ROSCA Y CUERPO TUBULAR CON ROSCA, del 16 de Noviembre de 1993, de GD-ANKER GMBH: LA FABRICACION DE LA ROSCA INTERNA DE UN MANGUITO DE UNION , QUE SE INSERTA COMO ELEMENTOS DE ACOPLAMIENTO PARA PARTE DE UN PERNO DE ANCLAJE O DE UNA BARRA DE PERFORAR, […]
AMARRE PERFECCIONADO PARA FIJAR UN ELEMENTO EXTERIORMENTE FILETEADO, TAL COMO UN TORNILLO, SOBRE UN PANEL O ANALOGO, del 16 de Mayo de 1985, de EATON CORPORATION: 1. Amarre perfeccionado para fijar un elemento exteriormente fileteado , tal como un tornillo, sobre un panel o análogo, por intermedio de una abertura alargada […]
PERFECCIONAMIENTOS EN LOS DISPOSITIVOS MOTRICES DE LAS MAQUINAS AUTOMATICAS DE CORTE Y RECALCADO DE TORNILLOS Y SIMILARES, del 1 de Abril de 1985, de BUXONS SOLE,FRANCISCO: DISPOSITIVO MOTRIZ EN MAQUINAS AUTOMATICAS DE CORTE Y RECALCADO DE TORNILLOS Y SIMILARES.EL EJE MOTOR SE INSTALA SOBRE TRES COJINETES Y ACCIONA […]
PROCEDIMIENTO PARA FABRICAR ELEMENTOS DE CUERPOS HUECOS, del 1 de Noviembre de 2007, de PROFIL-VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de elementos de cuerpos huecos tales como elementos de tuercas para su colocación adosada a componentes […]