PROCEDIMIENTO DE FABRICACIÓN DE UNA TUERCA EN JAULA.
Procedimiento para la fabricación de una tuerca en jau- la (10) compuesta por un cuerpo de tuerca cilíndrico (14) provisto de un taladro coaxial con una rosca interna,
así como por una jaula (12), terminando el cuerpo de tuerca (14) en una placa rectangular (16) y estando dispuesto de manera flotante en la jaula (12) mediante la placa rectangular (16), fabricándose la tuerca en jaula (10) en su totalidad, es decir, cuerpo de tuerca (14) y jaula (12) mediante las fases de procedimiento como conformación tubular, roscado, doblado y troquelado partiendo de una sola lámina de chapa (100) y donde en la lámina de chapa (100) que presenta la forma de de una banda, se estira un tubo (20) y distanciado de éste en sentido longitudinal se troquela un troquelado circular ((22) y seleccionándose la distancia entre el eje del tubo (20) y el troquelado (22) en la lámina de chapa se- gún la suma de la altura y la longitud de la jaula (12), troquelándose o recortándose la lámina de chapa (100) en segmentos que presentan respectivamente un tubo (20) y un troquelado (22), presentando respectivamente una longitud de más o menos el doble de la altura más el triple de la longi- tud de la jaula (12), caracterizado porque el troquelado (22) se encuentra en el medio del segmento (110) y porque cada uno de los segmentos (110) es doblado por ambos lados del troquelado (22) perpendicularmente hacia arriba, de modo que una parte (112) del segmento (110), que comprende el tu- bo (20), así como otra parte (114) del segmento (110) esta dispuesto perpendicularmente hacia arriba y la parte (112) del segmento (110) que envuelve el tubo (20) se dobla nueva- mente en el mismo sentido en torno a 90°, de modo que el tu- bo (20) penetre de manera concéntrica en el troquelado (22)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000871.
Solicitante: ACUMENT GMBH & CO. OHG.
Nacionalidad solicitante: Alemania.
Dirección: AUGUSTENTHALERSTRASSE 87 56567 NEUWIED ALEMANIA.
Inventor/es: WEISS, OLIVER.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Mayo de 2008.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21D53/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de tornillos o de piezas estriadas similares.
- F16B37/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › hechas de un material en hoja delgada (fijación a las superficies F16B 37/04).
- F16B37/04C
Clasificación PCT:
- B21D53/24 B21D 53/00 […] › de tornillos o de piezas estriadas similares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
El presente invento trata de un procedimiento para la fabricación de una tuerca en jaula compuesta por un cuerpo de tuerca cilíndrico provisto de un taladro coaxial con una rosca interna, así como por una jaula, terminando el cuerpo de tuerca en una placa rectangular, estando el cuerpo de rosca dispuesto de manera flotante en la jaula mediante la placa rectangular.
Tuercas en jaula de este tipo se utilizan en la industria en gran escala. En este caso existen también un sinnúmero de diversos derechos de protección. Al respecto se hace referencia sólo como ejemplo, a la US 2004/00991333, US 2004/0013492 A1, 2004/0228700 A1 ó la US 2004/0136804 A1. Un derecho de protección alemán al respecto representa el modelo de aplicación 20 2006 003 639.3. Un procedimiento para la fabricación de una tuerca en jaula se conoce también por la patente DE 44 33 470 C1.
Sin embargo, todas estas tuercas en jaula según el estado de la técnica presentan la desventaja de que su fabricación es muy costosa. Primeramente se debe fabricar un cuerpo de tuerca con las inserciones correspondientes que posteriormente sostienen el cuerpo de tuerca en la jaula. Por consiguiente, este cuerpo de tuerca debe ser envuelto por la jaula doblada de la chapa. Debido a este complejo procedimiento de fabricación, las tuercas en jaula son muy
caras hasta ahora y por ende no encuentran empleo en todas las aplicaciones posibles.
Partiendo de este estado de la técnica, el objetivo de este invento consiste en crear un procedimiento de fabricación para una tuerca en jaula que sea esencialmente más sencillo, rápido y económico.
Según el invento, se logra este objetivo porque toda la tuerca en jaula, incluyendo la propia jaula es fabricada sólo mediante las fases de procedimiento como conformación tubular, roscado, doblado y troquelado desde una sola lámina de chapa. De este modo, las tuercas en jaula según el invento pueden ser fabricadas completamente desde una sola lámina de chapa en un solo paso de máquina en una máquina.
En este caso, la lámina de chapa en base a la cual se fabrican las tuercas en jaula, presenta la forma de una banda larga y en esta lámina de chapa está fabricado primeramente un tubo y distanciado longitudinalmente de éste, un troquelado circular.
La distancia entre este tubo y el troquelado en la lámina de chapa corresponde en este caso a la suma de la altura y la longitud de la jaula a fabricar.
En este caso se recorta o se troquela la lámina de chapa en segmentos que tienen respectivamente una longitud de aproximadamente el doble de la altura más el triple de la longitud de la jaula a fabricar, encontrándose el troquelado en el centro del segmento.
En este caso cada uno de los segmentos es doblado por
ambos lados del troquelado perpendicularmente hacia arriba,
de modo que una parte del segmento, que comprende el tubo, así como otra parte del segmento esta dispuesto perpendicularmente hacia arriba.
Además, la parte del segmento que compone el tubo se dobla nuevamente en el mismo sentido en torno a 90°, de modo que el tubo penetre de manera concéntrica en el troquelado.
Es preferente en este caso, si la parte del segmento, el cual incluye el tubo, se recorta o se troquela, de modo que el tubo se encuentra dentro del troquelado atravesándolo, conformándose la placa rectangular de la pieza recortada
o troquelada de la parte, mediante la cual la tuerca está dispuesta de manera flotante en la jaula y cerrándose finalmente la jaula mediante otro doblado de la otra parte del segmento.
Otra simplificación en la fabricación de la tuerca en jaula según el invento resulta, si la rosca interna del cuerpo de tuerca se practica en el tubo ya durante la conformación del tubo.
A continuación se explica más detalladamente el presente invento en base al ejemplo de fabricación representado en plano adjunto. Se muestra en la:
figura 1, el desarrollo de todas las fases de fabricación de una tuerca en jaula según el invento con la tuerca en jaula según el invento como cierre en la vista de conjunto desde la cara lateral en representación seccionada a lo largo del eje central;
figura 2, la lámina de chapa de la figura 1, desde
arriba hasta el troquelado o recorte de la lámina de chapa;
figura 3, una representación detallada de la figura 1 respecto a las primeras fases de fabricación de la tuerca en jaula según el invento hasta individualizar y hasta el primero doblado de los segmentos;
figura 4, la lámina de chapa de la figura 3, desde arriba (corresponde al detalle de la figura 2);
figura 5, una representación en detalle ampliada de las fases de fabricación finales para la tuerca en jaula según el invento en representación seccionada (otro detalle de la figura 1); y
figura 6, la tuerca en jaula según el invento en estado de fabricación, vista de lado en representación seccionada.
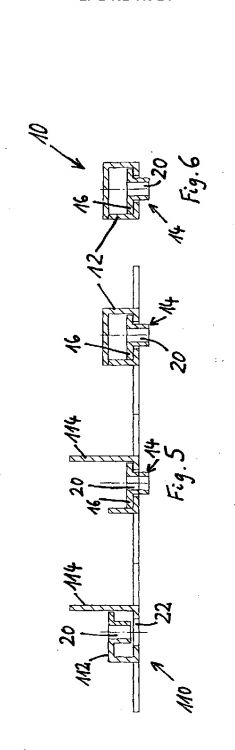
Como se representa en la vista en conjunto en la figura 1, se fabrica una tuerca en jaula 10 según el invento, partiendo de una sola lámina de chapa 100 en un solo paso de trabajo en una sola máquina.
En este caso, las primeras cuatro fases de trabajo muestran desde la izquierda, el ensanchamiento del tubo 20 en estas cuatro fases, considerando que en esta última fase ya se puede practicar la rosca interna en el tubo y simultáneamente troquelar un troquelado circular 22. La distancia entre el tubo circular 20 y el troquelado circular 22 en sentido longitudinal de la lámina de chapa 100 corresponde en este caso a la suma de la altura y al alargamiento en sentido longitudinal de la futura jaula 12 de la tuerca 10.
En cuanto la lámina de chapa 100 ha sido mecanizada totalmente se divide en segmentos 110 individuales mediante
troquelado o recorte. Como luego se representa en la figura
1 y 3, estos segmentos 110 presentan una longitud de aproximadamente el doble de la altura más el triple del alargamiento de la futura jaula 12. En este caso, el troquelado se encuentra en el centro de un respectivo segmento 110.
Como se representa en la figura 1 y 3, se dobla finalmente el segmento 110 por ambos lados del troquelado 22 hacia arriba, de modo que una parte 112 del segmento 110, que envuelve el tubo 20, está doblado perpendicularmente hacia arriba. Simultáneamente se dobla del mismo modo perpendicularmente hacia arriba, la parte 114 del segmento 110, que está opuesta respecto al troquelado 22.
La siguiente fase de fabricación se representa entonces en la figura 1 y 5. En esta fase de fabricación la parte 112 del segmento 110, que porta el tubo 20 se dobla nuevamente en el mismo sentido perpendicularmente en torno a 90°, de modo que el tubo 20 descanse de manera concéntrica en el troquelado circular 22 y que indique hacia éste.
En la siguiente fase de mecanizado, que está representada en la figura 1 y como segunda desde la izquierda en la figura 5, la parte 112 plegada dos veces, es separada mediante un troquelado a lo largo del borde de pliegue superior y posteriormente es empujada hacia abajo, de modo que el tubo 20 penetra el orificio 22, conformando el tubo 20 juntamente con una pieza de la parte 112, el cuerpo de tuerca 114, el cual está compuesto por el tubo 20 que conforma la pieza cilíndrica porta-rosca del cuerpo de tuerca 114 y por la pieza de la parte 112, que a su vez conforma la placa
rectangular 16, la cual aloja posteriormente en su jaula de
manera flotante, el cuerpo de tuerca 14. En una última fase de mecanizado, la parte 114 doblada hacia arriba del segmento 11, que aún permanece, es plegada nuevamente en el mismo sentido en torno a 90º, de modo que el hasta entonces borde superior de la pieza 114, se apoya sobre el canto de la parte 112, que se produce por el troquelado del cuerpo de tuerca 14. De este modo, la jaula 12 de la tuerca 10 está cerrada y el cuerpo de tuerca 14 está alojado de manera flotante en esta jaula 12.
La figura 6 muestra este estado final de la tuerca en jaula según el invento.
Mientras esto aún no se haya producido en el proceso de la conformación del tubo 20, se puede aún conformar o recortar la rosca interna correspondiente en el tubo 20.
Siempre y cuando se desee que un tornillo atornillable en la tuerca en jaula...
Reivindicaciones:
Procedimiento para la fabricación de una tuerca en jaula (10) compuesta por un cuerpo de tuerca cilíndrico (14) provisto de un taladro coaxial con una rosca interna, así como por una jaula (12), terminando el cuerpo de tuerca (14) en una placa rectangular (16) y estando dispuesto de manera flotante en la jaula (12) mediante la placa rectangular (16), fabricándose la tuerca en jaula (10) en su totalidad, es decir, cuerpo de tuerca (14) y jaula (12) mediante las fases de procedimiento como conformación tubular, roscado, doblado y troquelado partiendo de una sola lámina de chapa
(100) y donde en la lámina de chapa (100) que presenta la forma de de una banda, se estira un tubo (20) y distanciado de éste en sentido longitudinal se troquela un troquelado circular ((22) y seleccionándose la distancia entre el eje del tubo (20) y el troquelado (22) en la lámina de chapa según la suma de la altura y la longitud de la jaula (12), troquelándose o recortándose la lámina de chapa (100) en segmentos que presentan respectivamente un tubo (20) y un troquelado (22), presentando respectivamente una longitud de más o menos el doble de la altura más el triple de la longitud de la jaula (12), caracterizado porque el troquelado
(22) se encuentra en el medio del segmento (110) y porque cada uno de los segmentos (110) es doblado por ambos lados del troquelado (22) perpendicularmente hacia arriba, de modo que una parte (112) del segmento (110), que comprende el tubo (20), así como otra parte (114) del segmento (110) esta dispuesto perpendicularmente hacia arriba y la parte (112)
del segmento (110) que envuelve el tubo (20) se dobla nuevamente en el mismo sentido en torno a 90°, de modo que el tubo (20) penetre de manera concéntrica en el troquelado (22).
2. Procedimiento según la reivindicación 1, caracterizado porque la parte (112) del segmento (110), el cual incluye el tubo (20), se recorta o se troquela, de modo que el tubo (20) se encuentra dentro del troquelado (22) atravesándolo, conformándose la placa rectangular (16) de la pieza recortada o troquelada de la parte (112), mediante la cual
10 la tuerca (14) está dispuesta de manera flotante en la jaula
(12) y cerrándose finalmente la jaula (12) mediante otro doblado de la otra parte (114) del segmento (110).
3. Procedimiento según la reivindicación 1 ó 2, carac
terizado porque ya durante la conformación del tubo (20) se 15 practica una rosca interna adecuada en el tubo (20).
Patentes similares o relacionadas:
Dispositivo de fijación de un elemento de manipulación de un tablero de persiana enrollable en una pared de caja de esta persiana enrollable, del 11 de Septiembre de 2019, de BUBENDORFF SOCIETE ANONYME: Conjunto que consta, por un lado, de al menos una pared de una caja de una persiana enrollable, constando esta pared de al menos […]
Dispositivo para fijar una pieza de montaje a un soporte, del 7 de Agosto de 2019, de A. RAYMOND ET CIE.: Dispositivo para fijar una pieza de montaje a un soporte con una primera pestaña y con una segunda pestaña , en donde las pestañas […]
Manguito de fijación de un vástago sobre un soporte y ensamblaje obtenido, del 5 de Octubre de 2016, de A. RAYMOND ET CIE.: Manguito de fijación (1a, 1b) de un vástago (201a, 202b) sobre un soporte (200a, 200b), que incluye un cuerpo (2a, 2b) atravesado por un orificio axial destinado a recibir […]
Dispositivo de fijación de aislantes y de blindaje, del 20 de Abril de 2016, de NEWFREY LLC: Dispositivo de fijación instalado manualmente , comprendiendo: un cuerpo de dispositivo de fijación comprendiendo: primera […]
 Dispositivo de fijación, sistema de fijación, máquina lavadora con sistema de fijación y procedimiento de fabricación de dispositivo de fijación, del 27 de Noviembre de 2015, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de fijación , que comprende una porción tubular roscada, un paso axial dispuesto en una zona central de la porción […]
Dispositivo de fijación, sistema de fijación, máquina lavadora con sistema de fijación y procedimiento de fabricación de dispositivo de fijación, del 27 de Noviembre de 2015, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de fijación , que comprende una porción tubular roscada, un paso axial dispuesto en una zona central de la porción […]
Tuerca y base complementaria acoplados a un mango, del 16 de Junio de 2015, de ROLÓN, Oscar Alberto: 1. Tuerca y base complementaria acoplados a un mango, constituida por un mango rematado en tornillo de rosca cónica , que mediante una fuerza de torsión […]
Sistema de fijación, del 4 de Mayo de 2012, de HILTI AKTIENGESELLSCHAFT: Sistema de fijación para fijar un primer componente a un segundo componente, en particular para fijar un componente a un soporte de un sistema de […]
CLIP DE TECHO PARA LA FIJACION DE ACCESORIOS A LOS PANELES DE LOS VEHICULOS, del 29 de Febrero de 2012, de ILLINOIS TOOLS WORKS INC.: Clip de techo, del tipo de los utilizados en la fijación de accesorios a los paneles de los vehículos y que se insertan en una ventana practicada […]