Guía de hilo pivotable.
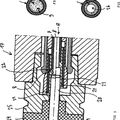
Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo (2) con una guía de hilo (4) configurada en forma de disco y preferentemente curvada,
en el que el dispositivo está configurado de manera que la posición angular relativa entre la guía de hilo (4) y la pieza de trabajo (2) se puede ajustar alrededor de un eje (10) en paralelo a la dirección de avance de hilo en el punto de trabajo (3),
caracterizado porque a la guía de hilo configurada en forma de disco se le asocian respectivamente una guía anterior (6) y una guía posterior (7) y porque el eje de pivotación de la unidad de pivotación para el ajuste de la posición angular relativa se sitúa sobre la línea de conexión entre la guía anterior (6) y la guía posterior (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12198154.
Solicitante: FRITZ STUDER AG.
Inventor/es: WEHRLI, PETER, KLOTZ,MICHAEL, WEINGÄRTNER,EDUARDO, TOBLER,KARL, FIEBELKORN,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H7/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Soportes, enrollado o conexiones eléctricas de alambres de electrodos.
- B23H7/26 B23H 7/00 […] › Aparatos para desplazar o posicionar los electrodos respecto a la pieza; Montaje del electrodo.
PDF original: ES-2528276_T3.pdf
Fragmento de la descripción:
Guía de hilo pivotable.
La presente invención se refiere a un dispositivo para el guiado de un electrodo en forma de hilo en la electroerosión por hilo rotativo.
Las máquinas de electroerosión por hilo (WEDM) presentan la mayoría de las veces dos guías de hilo opuestas, espaciadas una de otra. Las guías de hilo pueden realizar movimientos relativos en la dirección X e Y respecto a la pieza de trabajo. Una de las dos guías de hilo puede realizar adicionalmente un movimiento relativo en la dirección U y V respecto a la otra guía de hilo. Las dos guías de hilo se pueden conducir a lo largo de contornos bidimensionales cualesquiera. De esta manera se pueden realizar así denominados mecanizados por electroerosión por hilo cilindricos, es decir, verticales y/o cónicos. Mediante la integración de un eje o husillo adicional es posible además una electroerosión por hilo rotativo o torneado por electroerosión.
Las guías de hilo juegan un papel esencial en la exactitud del mecanizado. Las WEDM universales usan habitualmente guías cerradas, así denominadas en forma de hilera. También se usan guías en V abiertas por algunos fabricantes de WEDM; las guías en V tienen una exactitud inigualada en particular en el corte bidimensional, no obstante, necesitan una guía auxiliar directamente frente a la guía en V, o una guía anterior antes o después de la guía en V verdadera, o una configuración geométrica apropiada del sistema de avance de hilo para garantizar que el electrodo de hilo siempre esté en contacto en la guía en V.
En una variante del procedimiento del avellanado por electroerosión, el rectificado por electroerosión (WEDG) se perfila un electrodo rotativo, dispuesto verticalmente y en forma de barra con la ayuda de un electrodo de hilo que discurre transversalmente a éste. En una variante del procedimiento de la electroerosión por hilo, la pieza de trabajo gira durante el mecanizado (RWEDM) con hasta varios miles de revoluciones por minuto. Para ello la WEDM está equipada, según se menciona, de una husillo de rotación o todo lo más un eje de rotación que está dispuesto, por ejemplo, en paralelo al eje Y. El electrodo de hilo discurre en este caso verticalmente, perpendicularmente al husillo de rotación. La pieza de trabajo gira, mientras tanto el electrodo de hilo reporta un contorno por el movimiento del eje X e Y, como sobre un torno (véase la figura 3b).
En base a estas variantes del procedimiento se han desarrollado diversas aplicaciones espaciales. En particular se abren nuevas posibilidades para el perfilado de muelas de rectificar superabraslvas unidas por metal mediante electroerosión por hilo (WEDD). Estas muelas de rectificar se componen de un grano superabrasivo, diamante o cBN, que está embebido en un aglutinante metálico, típicamente bronce, hierro o cobalto. Tales materiales aglutinantes tienen propiedades destacadas, esenciales para el proceso de rectificado, en particular en referencia a la estabilidad de forma, unión de grano, resistencia a la temperatura y conductividad del calor. Los procedimientos de reavivado convencionales con diamante monograno, muela SIC giratoria, etc. son Ineficientes en el caso de aglutinantes metálicos, dado que es considerable el desgaste en la herramienta de reavivado. Especialmente en la fabricación de pequeños radios estos procedimientos de reavivado tropiezan con sus límites: cuanto más fina es la característica de contorno, tanto más elevado es el coste de reavivado. Además, los salientes de grano obtenibles con el procedimiento de reavivado tradicional son naturalmente proporclonalmente bajos.
Los aglutinantes metálicos de las muelas de rectificar superabraslvas son básicamente conductores y por consiguiente adecuadamente electroerosionables. Por el contrario el grano no conductor no se quitar directamente.
Los procedimientos por electroerosión son apropiados entonces para el perfilado y afilado de muelas de rectificar superabraslvas unidas por metal, dado que se quita de forma selectiva el material aglutinante. Por consiguiente mediante la electroerosión también se pueden generar salientes de grano elevados.
El giro de la pieza de trabajo en el procedimiento de electroerosión por hilo rotativo (RWEDM, WEDG, WEDD) es muy favorable para el proceso ya que se fuerza el lavado de la hendidura por el arrastre del material dieléctrico; cuanto mayor sea la velocidad de rotación y el diámetro de la pieza de trabajo tanto mayor se vuelve la velocidad circunferencial y por consiguiente el efecto de lavado. Las condiciones de lavado en procedimientos de electroerosión por hilo rotativo son proporcionalmente buenas dado que el material dieléctrico puede llegar la mayoría de las veces sin trabas al lugar de la descarga de chispas.
En el procedimiento de electroerosión por hilo rotativo se puede usaren sí la disposición de guiado convencional de la WEDM, es decir, una guía de hilo superior e inferior, por lo que el electrodo de hilo se guía a través de una envergadura libre determinada respecto a la pieza de trabajo. No obstante, el electrodo de hilo se desvía en esta disposición por las fuerzas del proceso y en particular por las fuerzas hidráulicas provocadas en la rotación de la pieza de trabajo. El desvío depende por consiguiente de la velocidad circunferencial. En las muelas de rectificar mencionadas este efecto está reforzado todavía por la superficie porosa. El desvío de hilo es indeseado, dado que es molesto para el control del proceso e influye directamente en la exactitud del contorno. En este sentido sería deseable una envergadura libre igual a cero, es decir, un guiado directamente en el punto de trabajo.
En el estado de la técnica se describen diversas disposiciones de guiado para procedimientos de electroerosión por hilo rotativo. Para el procedimiento WEDG se menciona aquí primeramente la patente DE 1954 180 de Cholodnov. Cholodnov muestra un procedimiento con el que se perfila un electrodo en forma de barra con la ayuda de un electrodo de hilo que discurre transversalmente a él. El electrodo de hilo está sujeto libremente sobre una distancia determinada, según se describe anteriormente.
En la publicación Wire electro-discharge grinding for micro-machining de los anales CIRP 34/1/1985, pág. 431-434, Masuzawa muestra una guía de hilo en una pieza para el guiado de un electrodo de hilo directamente en el punto de trabajo (véase figura 3a). Por consiguiente el electrodo de hilo se guía lo mejor posible, y el contorno deseado se puede reproducir precisamente. La guía de hilo de Masuzawa guía el electrodo de hilo también directamente detrás del punto activo del mecanizado por electroerosión. Por consiguiente, la guía de hilo está expuesta en esta zona ya en el caso de potencias de electroerosión habituales a una solicitación térmica extrema, por lo que la guía misma se deteriora. Además, debido a la proximidad a la hendidura disruptiva se debe contar con un depósito de partículas erosionadas solidificadas de nuevo, lo que naturalmente también es indeseado.
Para el perfilado por electroerosión por hilo de muelas de rectificar superabrasivas unidas por metal (wire electrical discarge dressing, WEDD) se propone en los anales CIRP, 59/1/2010, pág. 227-230 Special wire guide for on- machine wire electrical discharge dressing of metal bonded grinding wheels, una guía de hilo especial, para el guiado estable de un electrodo de hilo en la zona de la hendidura disruptiva y alimentación mejorada del material dieléctrico (véanse las figuras 4a, 4b). Esta guía de hilo especial se compone esencialmente de un disco de cerámica delgado, por ejemplo de anchura de 0,4 mm que está sujeto entre dos bridas. La anchura del disco está entonces en el orden de magnitud del diámetro del hilo. Presenta a lo largo de su circunferencia una ranura en forma de V para el guiado seguro del electrodo de hilo. La guía de hilo en forma de disco es estacionaria, es decir, el electrodo de hilo rectifica a lo largo de la ranura en V. En la publicación CIRP mencionada también se describe un lavado especial, en el que el material dieléctrico puede salir en dirección radial de las aberturas en las dos bridas ya mencionadas. Este lavado es especialmente eficiente dado que el material dieléctrico también llega en el caso de velocidades de giro elevadas en cantidad suficiente a la hendidura disruptiva (véase la abertura en una brida en la figura 4a).
La guía de hilo en forma de disco, descrita anteriormente y representada en las figuras 4a y 4b forma entonces un nervio delgado con una longitud de aproximadamente 5 mm; en el caso de un diámetro del electrodo de hilo de 0,33 mm se propone una anchura de disco de 0,4 mm. Con esta configuración se quiere apoyar el electrodo de hilo en el entorno inmediato... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo (2) con una guía de hilo (4) configurada en forma de disco y preferentemente curvada, en el que el dispositivo está configurado de manera que la posición angular relativa entre la guía de hilo (4) y la pieza de trabajo (2) se puede ajustar alrededor de un eje (10) en paralelo a la dirección de avance de hilo en el punto de trabajo (3),
caracterizado porque a la guía de hilo configurada en forma de disco se le asocian respectivamente una guía anterior (6) y una guía posterior (7) y porque el eje de pivotación de la unidad de pivotación para el ajuste de la posición angular relativa se sitúa sobre la línea de conexión entre la guía anterior (6) y la guía posterior (7).
2. Dispositivo según la reivindicación 1, caracterizado porque para el ajuste de la posición angular relativa entre la guía de hilo (4) curvada y la pieza de trabajo (2) alrededor de un eje (10) en paralelo a la dirección de avance de hilo en el punto de trabajo (3), la guía de hilo (4) misma o una sujeción de la guía de hilo (5) asociada a la guía de hilo (4) o todo el dispositivo para la electroerosión por hilo rotativo está configurado de forma ajustable angularmente.
3. Dispositivo según la reivindicación 1, caracterizado porque para el ajuste de la posición angular relativa entre la guía de hilo (4) y la pieza de trabajo (2) alrededor de un eje (10) en paralelo a la dirección de avance de hilo en el punto de trabajo (3), una cabeza de husillo en la que está sujeta la pieza de trabajo está configurada de forma ajustable.
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la posición angular relativa se puede ajustar entre +20° y - 20°.
5. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la posición angular relativa se puede ajustar y bloquear en etapas fijas o con progresión continua.
6. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque una unidad de pivotación para el ajuste de la posición angular relativa se compone de guías de cuerpo sólido.
7. Dispositivo según la reivindicación 6, caracterizado porque el eje de pivotación (10) para el ajuste de la posición angular relativa coincide con la dirección de avance tangencial del electrodo de hilo (1) en el punto de trabajo (3).
8. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la guía anterior (6) y/o la guía posterior (7) están configurada en forma de V y/o la al menos una guía anterior (6) está configurada como alimentación de corriente para el electrodo de hilo.
9. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque el eje de pivotación de la unidad de pivotación para el ajuste de la posición angular relativa se sitúa sobre la línea de conexión entre el último punto de contacto del electrodo de hilo (1) en la guía anterior (6) y el primer punto de contacto del electrodo de hilo en la guía posterior (7).
Patentes similares o relacionadas:
Guía del alambre para guiar un electrodo de alambre durante la electroerosión por hilo, del 29 de Julio de 2020, de FRITZ STUDER AG: Guía del alambre para guiar un electrodo de alambre durante la electroerosión de hilo rotativo de una pieza de trabajo , comprendiendo un elemento guía […]
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica, del 17 de Abril de 2019, de Makino Milling Machine Co., Ltd: Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo […]
Dispositivo para la electroerosión por hilo rotativo con una guía de hilo pivotable, del 3 de Mayo de 2017, de FRITZ STUDER AG: Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo con una guía de hilo en forma de disco para el guiado de […]
Máquina para dar textura por descarga eléctrica, del 27 de Junio de 2012, de COURT HOLDINGS LIMITED (100.0%): Aparato para dar textura por descarga eléctrica de una superficie cilíndrica de un rodillo de un tren de laminado que, cuando un rodillo de tren de […]
PROCEDIMIENTO DE ABLACION POR ELECTROEROSION DEL ANODO Y DEL CATODO DE LOS DIODOS LUMINISCENTES DE COMPUESTOS ORGANICOS OLEDS PARA LA FABRICACION DE PANTALLAS, del 23 de Febrero de 2012, de UNIVERSIDAD POLITECNICA DE MADRID UNIVERSIDAD REY JUAN CARLOS: Sistema y procedimiento de ablación por electroerosión del ánodo y cátodo de los diodos luminiscentes de compuestos orgánicos, que comprende las siguientes etapas: diseñar […]
 UTIL DE POSICIONAMIENTO DE ELECTRODO OBTENIDO POR VIA ELECTROCONFORMADO EN MAQUINA DE ELECTROEROSION POR PENETRACION, del 23 de Abril de 2010, de UNIVERSIDAD DE LAS PALMAS DE GRAN CANARIA: La presente invención hace referencia a un útil de posicionamiento de electrodo obtenido por vía electroconformado en máquina de electroerosión por penetración.
Actualmente […]
UTIL DE POSICIONAMIENTO DE ELECTRODO OBTENIDO POR VIA ELECTROCONFORMADO EN MAQUINA DE ELECTROEROSION POR PENETRACION, del 23 de Abril de 2010, de UNIVERSIDAD DE LAS PALMAS DE GRAN CANARIA: La presente invención hace referencia a un útil de posicionamiento de electrodo obtenido por vía electroconformado en máquina de electroerosión por penetración.
Actualmente […]
 HUSILLO CON BARRA DE TRACCION Y CONDUCTOR ELECTRICO, del 17 de Febrero de 2010, de PAUL MULLER GMBH & CO. KG UNTERNEHMENSBETEILIGUNGEN: Husillo para una máquina herramienta, especialmente husillo motorizado, que comprende una carcasa para recibir un motor eléctrico y un árbol accionable […]
HUSILLO CON BARRA DE TRACCION Y CONDUCTOR ELECTRICO, del 17 de Febrero de 2010, de PAUL MULLER GMBH & CO. KG UNTERNEHMENSBETEILIGUNGEN: Husillo para una máquina herramienta, especialmente husillo motorizado, que comprende una carcasa para recibir un motor eléctrico y un árbol accionable […]
GUÍA DE ELECTRODO MECÁNICA PARA LA MECANIZACIÓN POR ELECTROEROSIÓN, del 9 de Diciembre de 2011, de ROBERT BOSCH GMBH: Guía de electrodo para un electrodo para la mecanización por electroerosión de una pieza de trabajo , en donde están previstos tres elementos de guía (15a, 15b, […]