PROCEDIMIENTO PARA EL CONTROL DE UNA HERRAMIENTA DESPLAZABLE, DISPOSITIVO DE INTRODUCCIÓN DE DATOS Y MÁQUINA DE MECANIZACIÓN.
Procedimiento para el control de una herramienta desplazable (42),
en especial una herramienta de rectificado, mediante una función de avance que proporciona el desplazamiento de la herramienta a lo largo del tiempo, como mínimo, según un eje, de manera que se muestra en un monitor (11) una función de avance inicial en forma, como mínimo, de una curva de avance inicial (29, 29'), caracterizado porque a partir de la función de avance inicial y de la introducción de datos realizada por medio de un dispositivo señalizador (20), se calcula una función de avance y se muestra como curva de avance inicial modificada (30, 30') sobre la pantalla (11), y se generan instrucciones de control para desplazar la herramienta a partir de la función de avance
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07405014.
Solicitante: FRITZ STUDER AG.
Nacionalidad solicitante: Suiza.
Dirección: THUNSTRASSE 15 3612 STEFFISBURG SUIZA.
Inventor/es: Gaegauf Alfred, Abbühl Martin.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Enero de 2007.
Clasificación Internacional de Patentes:
- G05B19/409 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
Clasificación PCT:
- G05B19/409 G05B 19/00 […] › caracterizado por la utilización de la entrada manual de datos (MDI) o por la utilización de un panel de control, p. ej. control de funciones con el panel; caracterizado por los detalles del panel de control, por el establecimiento de parámetros (G05B 19/408, G05B 19/4093 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360681_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para el control de una herramienta desplazable, a un dispositivo de introducción de datos para la realización de un procedimiento de este tipo, así como a una máquina de mecanización dotada de un dispositivo de introducción de datos de este tipo.
Se conocen máquinas de mecanización que posibilitan una mecanización precisa de una pieza, de manera que la herramienta es desplazada de forma controlada. La posición de la herramienta a lo largo del tiempo queda determinada, por lo tanto, por la función de avance, que se debe predeterminar de manera correspondiente a las geometrías deseadas en las piezas. No obstante, se pueden predeterminar solamente funciones de avance relativamente simples. En máquinas de rectificado, el usuario puede definir, por el giro de un potenciómetro, valores para diferentes posiciones de la muela de rectificado, tales como posición de contacto, donde la muela establece contacto con la pieza, posición de cambio en la que se determina el material que se eliminará por pasada en el planeado y una posición final, en la que el disco de la muela alcanza la medida final, así como valores para la correspondiente velocidad de desplazamiento del disco de la muela entre dos posiciones.
Por lo demás, la predeterminación de la función de avance queda dificultada por el hecho de que en la introducción de los valores pueden tener lugar ligeros errores y que la determinación precisa de los valores individuales requiere una determinada experiencia por parte del usuario para conseguir las exactitudes deseadas en la mecanización de piezas.
El documento US 6.234.869 B1 da a conocer un procedimiento de acuerdo con la parte introductoria de la reivindicación 1.
Partiendo de este estado de la técnica, un objetivo de la presente invención consiste en hacer más simple y flexible la introducción de datos de una función de avance y dar a conocer un procedimiento, un dispositivo de introducción de datos, así como una máquina de mecanización que posibilitan la introducción de datos mejorada que se ha mencionado para la función de avance.
Este objetivo se consigue mediante el procedimiento, según la reivindicación 1, el dispositivo de introducción de datos, según la reivindicación 6, así como la máquina de mecanización, según la reivindicación 8. Las otras reivindicaciones dan a conocer formas de realización preferentes, así como un programa de ordenador y un soporte de datos.
El procedimiento objeto de la invención, así como el dispositivo de introducción de datos, según la invención, y la máquina de mecanización tienen, entre otros, la ventaja de que se pueden facilitar de manera sencilla y fiable incluso funciones de avance complicadas sin que para ello sea necesario un trabajo de programación engorroso por parte del usuario. La invención se basa, entre otros, en el reconocimiento de que resulta más simple evaluar y determinar la realización del proceso de mecanización en base a una representación gráfica de la función de avance y no mediante valores numéricos individuales.
La invención será explicada a continuación en base a un ejemplo de realización preferente haciendo referencia a las figuras.
En las cuales
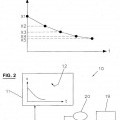
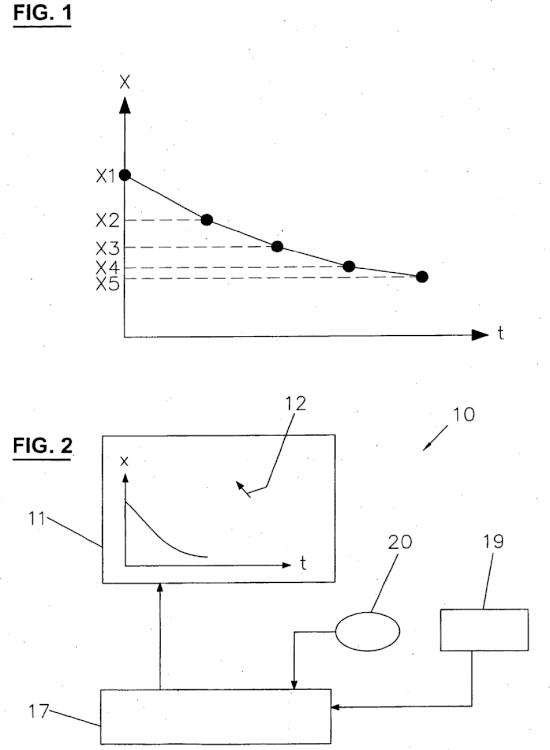
La figura 1 es una representación gráfica de una función de avance de tipo conocido;
La figura 2 muestra de manera esquemática un dispositivo de introducción de datos para generar una función de avance;
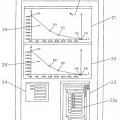
La figura 3 muestra esquemáticamente un monitor con una representación gráfica de funciones de avance;
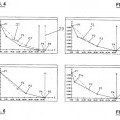
Las figuras 4-7 muestran diferentes ejemplos de variaciones gráficas de una curva de avance;
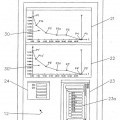
La figura 8 muestra el monitor, según la figura 3, con curvas de avance modificadas; y
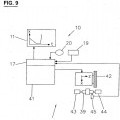
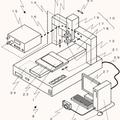
La figura 9 muestra una máquina de mecanización con un dispositivo de introducción de datos, según la figura
2.
La figura 1 muestra una representación gráfica de una función de avance de tipo conocido. La abscisa t corresponde al eje de tiempos, las ordenadas X facilitan la posición de la herramienta sobre el eje de las X.
Para la determinación de la función de avance, se facilitarán previamente valores individuales para la posición de la herramienta X1, X2, X3, X4, X5, así como la correspondiente velocidad de desplazamiento V1, V2, V3, V4, con las cuales se debe desplazar la herramienta entre las posiciones correspondiente, es decir, entre X1 y X2, X2 y X3, X3 y X4, así como X4 y X5. Si la herramienta es, por ejemplo, una muela de disco, X1 corresponde, por ejemplo, a la posición de contacto en la que la herramienta establece contacto sobre la superficie de la pieza, X2 corresponde a una posición de cambio, desde la cual se eliminará material mediante desbaste, X3 es una segunda posición de cambio, desde la cual la extracción de material tiene lugar mediante planeado, X4 es una tercera posición de cambio desde la que se aplica un planeado fino y X5 es la posición final en la que la herramienta alcanza la medida final. Las velocidades de desplazamiento V1, V2, V3, V4 son constantes, de manera que el avance de la herramienta tiene lugar entre posiciones lineales. Tal como se puede apreciar en la figura 1, resulta, por lo tanto, en la representación gráfica, una función de avance que se compone de tramos rectos individuales. La correspondiente pendiente de un tramo corresponde en este caso a la velocidad de desplazamiento V1, V2, V3 ó V4.
La figura 2 muestra esquemáticamente el dispositivo de introducción de datos 10 mediante el cual se puede generar una función de avance y que comprende un monitor 11, un ordenador 17, un teclado 19 y un dispositivo señalizador 20 en forma de un “ratón de ordenador”.
El aparato señalizador 20 (en inglés “pointing device”) sirve para el control del cursor 12 del monitor para marcar determinados puntos o zonas o escoger elementos del menú. Por desplazamiento del dispositivo señalizador 20, se varía la posición del cursor 12 del monitor de manera correspondiente.
El ordenador 17 está equipado del modo habitual y contiene para el tratamiento de datos una unidad central (CPU) y una memoria, por ejemplo en forma de una memoria de escritura-lectura (RAM) y/o un disco duro. Durante el funcionamiento, el ordenador 17 recibe datos del dispositivo señalizador 20 y en caso deseado del teclado 19, evalúa los datos y genera señales de monitor que serán recibidas por el monitor 11. El ordenador 17 contiene además un programa gráfico apropiado para la evaluación de los datos del aparato señalizador 20 y del teclado 19 y para generar señales de monitor que producen una representación de la función de avance en forma de una curva sobre el monitor 11.
La función de avance determina el desplazamiento a lo largo del tiempo de una herramienta, de manera que, para cada eje, a lo largo del cual es desplazable aquélla de modo controlado, se tiene de forma predeterminada una curva de avance. Por ejemplo, si la herramienta es desplazable a lo largo de los ejes X, Y y Z, la función de avance establece una función de tres valores (X(t), Y(t), Z(t)). Para un control más simple, el movimiento de la herramienta puede ser definido a lo largo de menos de tres ejes, de manera que solamente se debe facilitar una curva de avance, por ejemplo, X(t) o bien dos curvas de avance, por ejemplo X(t) y Z(t).
Habitualmente son necesarias varias fases de mecanización para terminar una pieza con la geometría deseada. Por ejemplo, se efectúa el rectificado fase a fase de diferentes zonas de la pieza, tales como superficies cilíndricas, cuerpos a la izquierda y a la derecha, roscas, etc., de manera que el disco de la muela será desplazado de manera adecuada (rectificado longitudinal, rectificado plano, etc.). Para el procedimiento descrito, se caracteriza cada una de las fases posibles de mecanización mediante una función de avance básica, la cual puede ser predeterminada en base a valores de la experiencia. Para que el programa básico pueda actuar en las funciones de avance básicas, éstas están reunidas en un conjunto en la memoria del ordenador 17. En lugar de un conjunto de este tipo o de forma adicional al mismo, el programa gráfico puede comprender una zona de modelado mediante la cual el ordenador 17 modela en base a datos que se facilitan la correspondiente función de avance básica.
A continuación se explicará la introducción de la función de avance para una herramienta en... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el control de una herramienta desplazable (42), en especial una herramienta de rectificado, mediante una función de avance que proporciona el desplazamiento de la herramienta a lo largo del tiempo, como mínimo, según un eje, de manera que se muestra en un monitor (11) una función de avance inicial en forma, como mínimo, de una curva de avance inicial (29, 29'), caracterizado porque a partir de la función de avance inicial y de la introducción de datos realizada por medio de un dispositivo señalizador (20), se calcula una función de avance y se muestra como curva de avance inicial modificada (30, 30') sobre la pantalla (11), y se generan instrucciones de control para desplazar la herramienta a partir de la función de avance.
2. Procedimiento, según la reivindicación 1, caracterizado porque el dispositivo señalizador (20) comprende, como mínimo, uno de los siguientes componentes: ratón de ordenador, pantalla táctil, bola de seguimiento, placa táctil.
3. Procedimiento, según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la curva de avance inicial (29, 29') se muestra en un sistema de coordenadas con ordenadas y abscisas, de manera que las ordenadas o las abscisas corresponden al eje de los tiempos y las abscisas o las ordenadas, respectivamente, corresponden a la posición de la herramienta (42) en un eje.
4. Procedimiento, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque las variables medidas de una pieza a trabajar (39) mecanizada por la herramienta (42) son captadas y mostradas en forma de una curva real sobre el monitor (11).
5. Procedimiento, según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la función inicial de avance (29, 29') es calculada por medio de una función de avance básica que es seleccionada entre una serie de funciones de avance básicas almacenadas en una memoria de datos y/o por medio de datos introducidos.
6. Dispositivo de introducción de datos con el que se puede implementar el procedimiento, según cualquiera de las reivindicaciones anteriores y que comprende, como mínimo, un monitor (11), como mínimo, un dispositivo señalizador (20) y un ordenador (17) conectado al monitor y al dispositivo señalizador, caracterizado porque el ordenador está dotado de un programa de ordenador mediante cuya realización se puede llevar a cabo el procedimiento.
7. Dispositivo de introducción de datos, según la reivindicación 6, caracterizado porque el dispositivo señalizador
(20) comprende, como mínimo, uno de los siguientes componentes: ratón de ordenador, pantalla táctil, bola de seguimiento, placa táctil.
8. Máquina para la mecanización de piezas, que comprende los siguientes componentes: un dispositivo de introducción de datos (10) según la reivindicación 6 ó 7, como mínimo, una herramienta (42) que es desplazable mediante un control, y como mínimo, una unidad de control (41) para controlar la herramienta, estando conectado el ordenador (17) y el dispositivo de introducción de datos a la unidad de control.
9. Máquina herramienta, según la reivindicación 8, caracterizada porque comprende un dispositivo de medición (45) para captar variables medidas durante la mecanización de una pieza a trabajar (39).
10. Máquina herramienta, según cualquiera de las reivindicaciones 8 a 9, caracterizada porque comprende una muela de disco como herramienta (42), un punto de cabezal (43) para la pieza a trabajar y un contra-punto de retención (44).
11. Programa de ordenador en el que al llevarlo a cabo en un ordenador se realiza el procedimiento, según cualquiera de las reivindicaciones 1 a 5.
12. Soporte de datos sobre el que está almacenado el programa de ordenador según la reivindicación 11.
Patentes similares o relacionadas:
Un panel de control y receptáculo para un equipo de movimiento de tierra, del 23 de Octubre de 2019, de Leica Geosystems Technology A/S: Un panel de control (C) y un receptáculo (R) adaptado para su uso en equipos de movimiento de tierra, en el que el panel de control (C) - […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
 Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Método y dispositivo que generan automáticamente programas de operación, del 29 de Mayo de 2019, de Musashi Engineering, Inc: Un método para generar automáticamente un programa de operación, que hace que un cabezal de trabajo se mueva en relación con un objeto de trabajo […]
Procedimiento y sistema para la detección, transmisión y evaluación de señales orientadas a la seguridad, del 10 de Abril de 2019, de Elan Schaltelemente GmbH & Co. KG: Procedimiento para la detección, transmisión y evaluación de al menos una señal orientada a la seguridad (S1...Sn), detectándose la al menos una […]
Sistema de control, consola de operador y soporte de datos móvil para una máquina herramienta, del 28 de Marzo de 2019, de DMG MORI SEIKI AKTIENGESELLSCHAFT: Sistema para el control de una máquina herramienta de control numérico por parte de un usuario, incluyendo - una consola de operador que es operable por el usuario; […]
Procedimiento y dispositivo para la configuración automática de una función de supervisión de una máquina-herramienta, del 27 de Marzo de 2019, de MARPOSS Monitoring Solutions GmbH: Procedimiento para la facilitación automatizada de una función de supervisión para un proceso de mecanizado , que se debe realizar por una máquina-herramienta , […]
Máquina herramienta virtual para la representación de acciones de unidades de mecanizado y la generación de datos operativos a partir de entradas de usuario, del 31 de Enero de 2018, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Procedimiento para el control de una máquina herramienta que presenta un espacio de trabajo y unidades de mecanizado dispuestas en este, en […]
Consola portátil de accionamiento a distancia para una máquina herramienta de metrología, del 30 de Agosto de 2017, de Gleason Metrology Systems Corporation: Máquina de múltiples ejes para la metrología de engranajes controlada por ordenador, teniendo dicha máquina de metrología un panel de funcionamiento y un monitor […]