Máquina para dar textura por descarga eléctrica.
Aparato para dar textura por descarga eléctrica de una superficie cilíndrica de un rodillo (5) de un tren de laminado que,
cuando un rodillo de tren de laminado está montado en el aparato para dar textura comprende:
una guía deslizante (14) que se extiende paralela a un eje central (31) de dicho rodillo (5); un carro (2) soportado para el movimiento a lo largo de la guía deslizante, caracterizado por un soporte rotacional (6, 7) para soportar de forma rotatoria y hacer girar el rodillo (5) alrededor del eje central (31) del rodillo (5) y para subir y bajar el eje central del rodillo (5) respecto a la guía deslizante (14);
un conjunto (1) de tanque de trabajo-electrodo montado sobre el carro (2), que comprende un tanque de trabajo (22) engranado de forma sellada con una porción suficiente de la superficie cilíndrica del rodillo (5) para evitar fugas de aceite y llenado con un aceite dieléctrico (40) a un nivel por debajo de, en o por encima de un plano horizontal (30) que pasa a través del eje central (31), estando el rodillo (5) al menos parcialmente sumergido en el aceite dieléctrico (40), y uno o más de un electrodo (4f, 4b) fijado al tanque de trabajo (22), teniendo cada electrodo una línea central (c-c) y teniendo un extremo proximal (86) dispuesto por debajo del nivel del aceite dieléctrico (40) y en proximidad cercana a la superficie cilíndrica y un extremo distal que se extiende fuera del tanque (22) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/066533.
Solicitante: COURT HOLDINGS LIMITED.
Nacionalidad solicitante: Canadá.
Dirección: 5071 KING STREET BEAMSVILLE, ON 10R 1B0 CANADA.
Inventor/es: MCCREA,KEITH A, NOBLE,CRAIG A.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 1/00 Trabajo por descarga eléctrica, es decir, levantamiento de metal por medio de unas series de descargas eléctricas en cadena entre un electrodo y la pieza de trabajo en presencia de un fluido dieléctrico. › Electrodos especialmente adaptados a este efecto o su fabricación (B23H 9/00 tiene prioridad).
- B23H7/26 B23H […] › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Aparatos para desplazar o posicionar los electrodos respecto a la pieza; Montaje del electrodo.
PDF original: ES-2392767_T3.pdf
Fragmento de la descripción:
Máquina para dar textura por descarga eléctrica
Campo de la invención
La presente invención está relacionada con aparato para dar textura por descarga eléctrica de la superficie de trabajo cilíndrica de un rodillo de un tren de laminado. Más específicamente, la invención se refiere a una máquina para dar textura por descarga eléctrica de bajo volumen y bajo coste que pueda dar textura a los rodillos de un tren de laminado que tengan un amplio intervalo de diámetros y longitudes en una base de producción o de investigación y desarrollo. Tal aparato se conoce a partir del documento de EP 0304235 que desvela en combinación las características del preámbulo de la reivindicación 1.
Antecedentes de la invención
En la fabricación de una lámina de acero, lámina de aluminio y otros productos metálicos laminares, papel, plásticos y otros materiales laminares, se emplean rodillos o cilindros del tren de laminado, incluyendo rodillos de respaldo, rodillos intermedios y rodillos de trabajo (denominados en el presente documento como "rodillos") en el proceso de acabado, por ejemplo, en un tren de laminado de acero, un tren de laminado de papel o similares. Se da textura a la forma y superficie del rodillo con un alto grado de precisión. Tradicionalmente, se da textura a la superficie del rodillo mediante procedimientos tales como granallado, formación de textura por descarga eléctrica (EDT) , formación de textura por haz de electrones, formación de textura por láser y otros métodos conocidos por los expertos en la materia.
La formación de textura por descarga eléctrica, denominada también electro-erosión por chispa o formación de textura por electro-chorreado, es un proceso conocido para dar textura a la superficie de trabajo de un rodillo. El proceso implica la erosión por chispa controlada por ordenador de la superficie del rodillo. Se provoca que las chispas pasen entre los electrodos y la superficie del rodillo mediante un fluido dieléctrico. El rodillo puede sumergirse parcial o completamente en el fluido dieléctrico o los extremos del electrodo pueden humedecerse e inundarse con fluido dieléctrico y/o el fluido dieléctrico puede hacerse pasar a través de los electrodos, terminando el fluido que sale del electrodo cerca de la superficie del rodillo. Los electrodos pueden tener una polaridad positiva o una polaridad negativa. Cuando la polaridad es negativa, la chispa pasa de los electrodos a la superficie del rodillo y, cuando la polaridad es positiva la chispa pasa desde la superficie del rodillo a los electrodos (conocido también como la teoría del electrón) . Se genera una corriente eléctrica controlada mediante un pulso o condensador (es decir, modo pulso o modo condensador) y se descarga a través del fluido dieléctrico produciendo las cargas iónicas
o chispas que explotan térmicamente dentro o fuera de la superficie del rodillo. Esta carga funde la capa exterior extrema del rodillo, formando cráteres microscópicos proporcionales en tamaño y separación a la energía suministrada y la frecuencia de generación. El resultado es una textura extremadamente precisa, predecible y controlable de la superficie del rodillo.
Los rodillos mencionados en este documento son rodillos metálicos eléctricamente conductores que pueden fabricarse a partir de diversos materiales ferrosos o no ferrosos o combinaciones de ambos. En la práctica, los rodillos están fabricados predominantemente con acero aunque pueden tener opcionalmente una carcasa exterior de cobre o níquel. También pueden fabricarse de hierro colado, acero para herramientas, diversas aleaciones, titanio, carburo de tungsteno, combinaciones de los mismos y similares.
A los rodillos se les da textura por diversas razones para su uso en trenes de laminado de acero, trenes de laminado de papel y similares. Por ejemplo, los rodillos usados en los trenes de laminado de acero para laminar una lámina de acero que se va a pintar no pueden ser demasiado blandos o la adhesión de la pintura y el aspecto de la lámina de acero laminado tendrán altas varianzas de calidad. El dar textura a los rodillos proporciona a la lámina de acero laminado con una superficie con textura a la que se adhiere la pintura y fluye mejor y reduce la varianza de calidad. Esta formación de textura se realiza convencionalmente mediante un aparato EDT en el que un banco de electrodos se mueve adyacente a la superficie del rodillo y/o el rodillo se mueve paralelo a las caras del electrodo a medida que se hace girar el rodillo. Las máquinas EDT tienen posicionadores de electrodo cada uno de los cuales mueve su electrodo asociado generalmente a lo largo de su eje central hacia y desde el rodillo para controlar la caída de tensión y, en consecuencia, el proceso de ionización eléctrica. En algunas máquinas EDT los electrodos están situados a aproximadamente 15º por debajo de la línea central del rodillo en un lado y hasta aproximadamente 15º por encima de la línea central en el otro lado, de manera que pueden expulsarse de la trayectoria si la superficie del rodillo los golpea durante la rotación.
Los posicionadores de electrodo (o servo-electrodos) aseguran que cada electrodo esté separado apropiadamente con respecto a la superficie del rodillo, de manera que está suficientemente cerca para generar chispas
momentáneas a través del fluido dieléctrico pero no demasiado cerca como para generar un flujo de corriente continuo sin ninguna chispa para realizar la operación de formación de textura.
Las máquinas EDT para aplicaciones comerciales son grandes y caras. En la mayoría de los casos también son inflexibles debido a los diámetros y longitudes de los rodillos a los que se puede dar textura en una máquina particular. Un objeto de la presente invención es crear una máquina EDT menor y más barata que pueda usarse para dar textura a rodillo de un amplio intervalo de diámetros y longitudes. Un objeto adicional de la invención es fabricar una máquina EDT que sea adecuada para su uso en una producción de bajo volumen o aplicaciones de investigación y desarrollo mientras que mantiene la capacidad de dar textura a la superficie del rodillo en el mismo grado o en un grado mejorado de precisión que las grandes máquinas a escala comercial.
Sumario de la invención
Estos objetos se resuelven mediante un aparato de acuerdo con la reivindicación 1.
La máquina EDT de la presente invención emplea un conjunto de tanque de aceite-electrodo montado en un carro. El movimiento del carro puede programarse de manera que el conjunto pueda moverse horizontalmente en paralelo con el eje central de un rodillo de trabajo para atravesar toda la longitud del rodillo, o a lo largo de una parte de la longitud del rodillo y/o hacia atrás y hacia delante en cualquier intervalo y distancia preseleccionados a lo largo de la longitud del rodillo. En una realización preferida los electrodos se montan en el conjunto de manera que sus extremos proximales (los extremos cerca de la superficie del rodillo) están en un plano superior que sus extremos distales o, en el ajuste más extremo, los electrodos son horizontales) . Pero en otras realizaciones los extremos distales pueden estar en un plano superior que el de los extremos proximales. Los electrodos también pueden estar situados de manera que estén a aproximadamente de 0º a 15º por debajo o de aproximadamente 0º a 15º por encima de la línea central del rodillo de manera que puedan extraerse de la trayectoria si la superficie del rodillo los golpea durante la rotación.
La máquina EDT de la invención permite dar textura a rodillos largos y cortos y a rodillos que tienen diámetros grandes y muy pequeños. La máquina también tiene un eje central ajustable que da soporte a los rodillos que puede hacer subir o bajar un rodillo respecto a los electrodos proporcionando de esta manera flexibilidad adicional en las dimensiones del rodillo al que se puede dar textura.
Cuando se usa más de un electrodo, éstos están dispuestos en paralelo en filas sobre la parte delantera o trasera del conjunto o en la parte delantera y trasera del conjunto. Las filas delantera y trasera pueden estar alineadas o desviadas unas de otras.
Breve descripción de los dibujos
Los siguientes dibujos pretenden ilustrar realizaciones de la invención aunque no pretenden limitar el alcance de la invención de ninguna manera y no están necesariamente a escala.
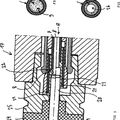
La Figura 1 es una vista en perspectiva de una realización... [Seguir leyendo]
Reivindicaciones:
1. Aparato para dar textura por descarga eléctrica de una superficie cilíndrica de un rodillo (5) de un tren de laminado que, cuando un rodillo de tren de laminado está montado en el aparato para dar textura comprende:
una guía deslizante (14) que se extiende paralela a un eje central (31) de dicho rodillo (5) ; un carro (2) soportado para el movimiento a lo largo de la guía deslizante, caracterizado por un soporte rotacional (6, 7) para soportar de forma rotatoria y hacer girar el rodillo (5) alrededor del eje central
(31) del rodillo (5) y para subir y bajar el eje central del rodillo (5) respecto a la guía deslizante (14) ; un conjunto (1) de tanque de trabajo-electrodo montado sobre el carro (2) , que comprende un tanque de trabajo
(22) engranado de forma sellada con una porción suficiente de la superficie cilíndrica del rodillo (5) para evitar fugas de aceite y llenado con un aceite dieléctrico (40) a un nivel por debajo de, en o por encima de un plano horizontal (30) que pasa a través del eje central (31) , estando el rodillo (5) al menos parcialmente sumergido en el aceite dieléctrico (40) , y uno o más de un electrodo (4f, 4b) fijado al tanque de trabajo (22) , teniendo cada electrodo una línea central (c-c) y teniendo un extremo proximal (86) dispuesto por debajo del nivel del aceite dieléctrico (40) y en proximidad cercana a la superficie cilíndrica y un extremo distal que se extiende fuera del tanque (22) .
2. El aparato de la reivindicación 1 en el que el rodillo (5) está totalmente sumergido en el aceite dieléctrico (40) .
3. El aparato de la reivindicación 1 en el que el conjunto (1) de tanque de aceite-electrodo está montado sobre un carro (2) para subir o bajar el conjunto (1) respecto a la guía deslizante (14) y/o mover el conjunto (1) lateralmente hacia la izquierda o la derecha respecto a la guía deslizante (14) y/o inclinar el conjunto (1) hacia arriba desde la izquierda o hacia arriba desde la derecha respecto a la guía deslizante (14) .
4. El aparato de la reivindicación 1 en el que el conjunto de tanque de aceite-electrodo (1) tiene una porción delantera y una porción trasera y al menos un electrodo delantero (4f) fijado a la porción delantera, teniendo el electrodo delantero (4f) su extremo proximal (86) en proximidad cercana a una porción de la superficie cilíndrica.
5. El aparato de la reivindicación 4 que comprende adicionalmente al menos un electrodo trasero (4b) fijado a la porción trasera, teniendo el electrodo trasero (4b) su extremo proximal (86) en proximidad cercana a una porción de la superficie cilíndrica.
6. El aparato de la reivindicación 5 en el que el electrodo delantero (4f) y el electrodo trasero (4b) están alineados longitudinalmente con respecto a sus ejes centrales (c-c) .
7. El aparato de la reivindicación 5 en el que el electrodo delantero (4f) y el electrodo trasero (4b) están desviados longitudinalmente con respecto a sus ejes centrales (c-c) .
8. El aparato de la reivindicación 4 en el que hay múltiples electrodos delanteros (4f) y múltiples electrodos traseros (4b) .
9. El aparato de la reivindicación 1 que incluye adicionalmente un tanque de aceite dieléctrico (18) para suministrar aceite (40) al conjunto (1) de tanque de aceite-electrodo o recibir aceite del conjunto (1) de tanque de aceiteelectrodo.
10. El aparato de la reivindicación 1 en el que el carro (2) puede moverse de forma programable a lo largo de la guía deslizante (14) continuamente, de forma escalonada, hacia atrás y hacia delante y/o intermitentemente a intervalos, frecuencias y/o distancias iguales o variadas.
11. El aparato de la reivindicación 12 en el que el rodillo (5) del tren de laminado puede girar de forma programable alrededor de su eje central (31) , continuamente, de forma escalonada, hacia atrás y hacia delante y/o intermitentemente a intervalos, frecuencias y/o distancias iguales o variadas.
12. El aparato de la reivindicación 13 en el que el rodillo (5) del tren de laminado puede moverse de forma programable a lo largo de su eje central (31) continuamente, de forma escalonada, hacia atrás y hacia delante y/o intermitentemente a intervalos, frecuencias y/o distancias iguales o variadas.
Patentes similares o relacionadas:
Guía del alambre para guiar un electrodo de alambre durante la electroerosión por hilo, del 29 de Julio de 2020, de FRITZ STUDER AG: Guía del alambre para guiar un electrodo de alambre durante la electroerosión de hilo rotativo de una pieza de trabajo , comprendiendo un elemento guía […]
Procedimiento de generación de programa de procesamiento, dispositivo de generación de recorrido y máquina de descarga eléctrica, del 17 de Abril de 2019, de Makino Milling Machine Co., Ltd: Procedimiento para generar un programa de mecanizado de una máquina de descarga eléctrica que comprende una guía de electrodo que soporta un electrodo […]
Dispositivo para la electroerosión por hilo rotativo con una guía de hilo pivotable, del 3 de Mayo de 2017, de FRITZ STUDER AG: Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo con una guía de hilo en forma de disco para el guiado de […]
Guía de hilo pivotable, del 19 de Noviembre de 2014, de FRITZ STUDER AG: Dispositivo para la electroerosión por hilo rotativo de una pieza de trabajo con una guía de hilo configurada en forma de disco y preferentemente […]
PROCEDIMIENTO DE ABLACION POR ELECTROEROSION DEL ANODO Y DEL CATODO DE LOS DIODOS LUMINISCENTES DE COMPUESTOS ORGANICOS OLEDS PARA LA FABRICACION DE PANTALLAS, del 23 de Febrero de 2012, de UNIVERSIDAD POLITECNICA DE MADRID UNIVERSIDAD REY JUAN CARLOS: Sistema y procedimiento de ablación por electroerosión del ánodo y cátodo de los diodos luminiscentes de compuestos orgánicos, que comprende las siguientes etapas: diseñar […]
 UTIL DE POSICIONAMIENTO DE ELECTRODO OBTENIDO POR VIA ELECTROCONFORMADO EN MAQUINA DE ELECTROEROSION POR PENETRACION, del 23 de Abril de 2010, de UNIVERSIDAD DE LAS PALMAS DE GRAN CANARIA: La presente invención hace referencia a un útil de posicionamiento de electrodo obtenido por vía electroconformado en máquina de electroerosión por penetración.
Actualmente […]
UTIL DE POSICIONAMIENTO DE ELECTRODO OBTENIDO POR VIA ELECTROCONFORMADO EN MAQUINA DE ELECTROEROSION POR PENETRACION, del 23 de Abril de 2010, de UNIVERSIDAD DE LAS PALMAS DE GRAN CANARIA: La presente invención hace referencia a un útil de posicionamiento de electrodo obtenido por vía electroconformado en máquina de electroerosión por penetración.
Actualmente […]
 HUSILLO CON BARRA DE TRACCION Y CONDUCTOR ELECTRICO, del 17 de Febrero de 2010, de PAUL MULLER GMBH & CO. KG UNTERNEHMENSBETEILIGUNGEN: Husillo para una máquina herramienta, especialmente husillo motorizado, que comprende una carcasa para recibir un motor eléctrico y un árbol accionable […]
HUSILLO CON BARRA DE TRACCION Y CONDUCTOR ELECTRICO, del 17 de Febrero de 2010, de PAUL MULLER GMBH & CO. KG UNTERNEHMENSBETEILIGUNGEN: Husillo para una máquina herramienta, especialmente husillo motorizado, que comprende una carcasa para recibir un motor eléctrico y un árbol accionable […]
GUÍA DE ELECTRODO MECÁNICA PARA LA MECANIZACIÓN POR ELECTROEROSIÓN, del 9 de Diciembre de 2011, de ROBERT BOSCH GMBH: Guía de electrodo para un electrodo para la mecanización por electroerosión de una pieza de trabajo , en donde están previstos tres elementos de guía (15a, 15b, […]