DISPOSITIVO POSICIONADOR DE UNIDADES DE SOLDADURA TRANSVERSAL Y MÁQUINA HORIZONTAL FORMADORA Y LLENADORA DE ENVASES INCLUYENDO TAL DISPOSITIVO POSICIONADOR.
Dispositivo posicionador de unidades de soldadura transversal y máquina horizontal formadora y llenadora de envases incluyendo tal dispositivo posicionador.
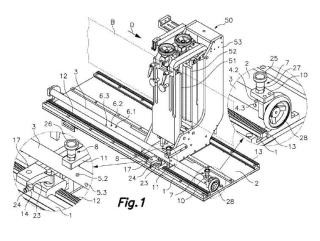
La máquina comprende unas unidades de soldadura (50) que efectúan soldaduras transversales en una banda (B) de lámina termosoladable, acopladas de manera deslizante a una guía longitudinal (1) fijada a una bancada (2), una barra posicionadora (3) soportada giratoriamente en la bancada incluyendo una pluralidad de elementos de posicionamiento angular (4.1, 4.2, 4.3) en correspondencia con respectivos grupos de elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) correspondientes a diferentes formatos de envase, un retenedor de posición angular (7) instalado en la bancada acoplable con los elementos de posicionamiento angular para retener la barra posicionadora en diferentes posiciones angulares de trabajo correspondientes a respectivas posiciones de trabajo de los grupos de elementos de posicionamiento axial, y un retenedor de posición axial (8) instalado en cada unidad de soldadura acoplable con uno de los elementos de posicionamiento axial de aquel grupo que se encuentra en la posición de trabajo.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330479.
Solicitante: MESPACK, SL.
Nacionalidad solicitante: España.
Inventor/es: MARTI ROCHE,ENRIC, FITE SALA, MENNA, MORA FLORES,FRANCISCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 1/00 Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros. › Máquinas caracterizadas para la incorporación de medios para fabricar los receptáculos o recipientes (empaquetado bajo bandas planas, plegadas o tubulares, hechas de hojas de materia flexible B65B 9/00; fabricación de receptáculos o recipientes con un fin que no es el de la presente aplicación, ver las subclases apropiadas).
- B65B51/10 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación o producción de calor o de presión o los dos a la vez (B65B 51/09 tiene prioridad).
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
- B65B9/093 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda tiene un movimiento intermitente.
Fragmento de la descripción:
DISPOSITIVO POSICIONADOR DE UNIDADES DE SOLDADURA TRANSVERSAL Y MÃ?QUINA HORIZONTAL FORMADORA Y LLENADORA DE ENVASES INCLUYENDO TAL DISPOSITIVO POSICIONADOR
Campo de la técnica La presente invención concierne a en general a un dispositivo posicionador de unidades de soldadura transversal aplicable a una máquina horizontal formadora y llenadora de envases, y más en particular a dispositivo posicionador que permite posicionar con precisión una pluralidad de unidades de soldadura transversal en diferentes posiciones de trabajo correspondientes a diferentes formatos de envase en una sección formadora de envases de una máquina horizontal formadora y llenadora de envases.
La presente invención también concierne a una máquina horizontal formadora y llenadora de envases que incluye tal dispositivo posicionador de unidades de soldadura transversal.
Antecedentes de la invención El documento ES 2369459 A da a conocer una máquina horizontal formadora y llenadora de envases que comprende una unidad de suministro de banda que suministra una banda de lámina termosoldable desde una bobina, una unidad de formación de envases que forma envases de tipo sobre a partir de dicha banda convenientemente doblada, soldada y cortada, y una unidad de llenado que llena los envases, los cierra y los entrega a un transportador de salida. La unidad de formación de envases incluye una pluralidad de unidades de soldadura transversal que forman cíclicamente unas líneas de soldadura transversales en la banda doblada, la cual es movida en una dirección de avance, de manera que un subsiguiente corte de la banda doblada entre dos líneas de soldadura transversales produce unos envases de tipo sobre separados.
También se conocen máquinas del tipo arriba descrito que incluyen una guía longitudinal paralela a dicha dirección de avance fijada a una bancada, y a la cual están acopladas de manera deslizante dichas unidades de soldadura transversal, y unos medios para fijar dichas unidades de soldadura transversal a la guía longitudinal en diferentes posiciones para variar las distancias entre las líneas de soldadura transversales y así producir envases de diferentes formatos. Un inconveniente es que el posicionamiento y fijación de las unidades de soldadura en las diferentes posiciones se lleva a cabo de una manera manual, opcionalmente con la ayuda de unas indicaciones visuales de referencia dispuestas en la bancada, por lo que el posicionamiento resulta impreciso.
Exposición de la invención La presente invención contribuye a superar el anterior y otros inconvenientes aportando, de acuerdo con un primer aspecto, un dispositivo posicionador de unidades de soldadura transversal aplicable a una máquina horizontal formadora y llenadora de envases, la cual comprende, como es convencional, una pluralidad de unidades de soldadura transversal, cada una provista de unos medios para efectuar cíclicamente al menos una soldadura transversal en una banda de lámina termosoladable doblada que es movida en una dirección de avance, al menos una guía longitudinal paralela a dicha dirección de avance fijada a una bancada, y a la cual están acopladas de manera deslizante dichas unidades de soldadura transversal, y unos medios para fijar dichas unidades de soldadura transversal a dicha guía longitudinal en diferentes posiciones correspondientes a diferentes formatos de envase.
El dispositivo posicionador de la presente invención comprende una barra posicionadora paralela a la guía longitudinal y soportada en dicha bancada de manera que puede girar alrededor de un eje central longitudinal de la misma, una pluralidad de elementos de posicionamiento angular dispuestos en dicha barra posicionadora en una misma posición axial y en diferentes posiciones angulares de referencia alrededor de dicho eje central, una pluralidad de grupos de elementos de posicionamiento axial dispuestos en la barra posicionadora, estando dichos elementos de posicionamiento axial de cada grupo dispuestos mutuamente alineados en una dirección paralela a dicho eje central, en unas posiciones axiales de formato, y en una posición angular de formato, donde dicha posición angular de formato de cada grupo de elementos de posicionamiento axial corresponde a una de dichas posiciones angulares de referencia, un retenedor de posición angular instalado en la bancada, el cual puede ser acoplado selectivamente a cada uno de dichos elementos de posicionamiento angular para retener la barra posicionadora en diferentes posiciones angulares de trabajo respecto a la bancada, donde en cada una de dichas posiciones angulares de trabajo uno de los correspondientes grupos de elementos de posicionamiento axial está en una posición de trabajo, y una pluralidad de respectivos retenedores de posición axial, cada uno instalado en una de las unidades de soldadura transversal, los cuales pueden ser acoplados selectivamente a los elementos de posicionamiento axial de aquel grupo de elementos de posicionamiento axial que se encuentra en dicha posición de trabajo.
Así, seleccionando la posición angular de trabajo de la barra posicionadora correspondiente al formato de envase que se desea formar, los elementos de posicionamiento axial correspondientes a este formato quedan dispuestos automáticamente en la posición de trabajo. Entonces, moviendo las diferentes unidades de soldadura transversal a lo largo de la guía longitudinal y acoplando los retenedores de posición axial de cada unidad de soldadura transversal en su correspondiente elemento de posicionamiento axial de los elementos de posicionamiento axial que se encuentran en la posición de trabajo las unidades de soldadura transversal quedan posicionadas con toda precisión en unas posiciones de trabajo adecuadas para formar envases del formato seleccionado.
Preferiblemente, la barra posicionadora tiene una manija de giro fijada a uno de sus extremos en una posición fácilmente accesible por un operario, de manera que la posición angular de la barra posicionadora puede ser seleccionada actuando manualmente sobre dicha manija de giro.
En una realización, los elementos de posicionamiento angular y los elementos de posicionamiento axial comprenden unos respectivos rebajes formados en la barra posicionadora. En correspondencia, el retenedor de posición angular comprende un vástago instalado en un soporte fijado a la bancada y cada uno de los retenedores de posición axial comprende un vástago instalado en un soporte fijado a una estructura base de la correspondiente unidad de soldadura transversal. Los mencionados vástagos tienen una configuración apropiada para encajar en los rebajes de la barra posicionadora, y son desplazables por unos medios de desplazamiento en la dirección de su eje central en una dirección radial respecto a la barra posicionadora.
Los medios de desplazamiento pueden ser de diferentes tipos, aunque en general comprenden una manija de retención fijada rígidamente a dicho vástago y un mecanismo que vincula el vástago a una pieza base fijada al correspondiente soporte del retenedor de posición angular o del retenedor de posición axial. Dicho mecanismo está configurado de manera que el vástago es presionado al interior del rebaje, por ejemplo mediante un muelle u otro elemento elástico, o retenido en el interior del rebaje, por ejemplo mediante un acoplamiento a rosca.
Preferiblemente, el dispositivo posicionador comprende al menos un seguidor de guía fijado a una estructura base de cada unidad de soldadura transversal y acoplado de manera deslizante a la guía longitudinal. Además, la guía longitudinal tiene una canal de bloqueo en la que está insertado de manera deslizante un elemento de bloqueo conectado a dicho seguidor de guía por un dispositivo de bloqueo, el cual incluye por ejemplo un acoplamiento a rosca, que al ser activado presiona dicho elemento de bloqueo contra una superficie interior de dicha canal de bloqueo inmovilizando la unidad de soldadura transversal en la guía longitudinal. La acción de bloqueo se efectuará una vez el correspondiente retenedor de posición axial está acoplado al elemento de posicionamiento axial seleccionado.
En una realización, el dispositivo posicionador comprende al menos una o más cremalleras paralelas a la dirección de avance fijada a la bancada, un árbol de accionamiento transversal a la dirección de avance instalado giratoriamente en cada una de las unidades de soldadura transversal, y uno o más piñones fijado a dicho árbol de accionamiento y engranados con dichas una o más cremalleras, respectivamente. Preferiblemente, el árbol de accionamiento es accionado de manera manual. Para ello, en una realización el árbol de accionamiento tiene un extremo libre en el que está formado un elemento de acoplamiento en el que se acopla de manera...
Reivindicaciones:
1. Dispositivo posicionador de unidades de soldadura transversal para máquina horizontal formadora y llenadora de envases, comprendiendo dicha máquina una pluralidad de unidades de soldadura transversal (50) , cada una provista de unos medios para efectuar cíclicamente al menos una soldadura transversal en una banda (B) de lámina termosoladable doblada que es movida en una dirección de avance (D) , al menos una guía longitudinal (1) paralela a dicha dirección de avance (D) fijada a una bancada (2) , y a la cual están acopladas de manera deslizante dichas unidades de soldadura transversal (50) , y unos medios para fijar dichas unidades de soldadura transversal (50) respecto a dicha guía longitudinal (1) en diferentes posiciones correspondientes a diferentes formatos de envase, estando el dispositivo posicionador caracterizado por que comprende:
una barra posicionadora (3) paralela a la guía longitudinal (1) , soportada en dicha bancada (2) de manera que puede girar alrededor de un eje central (E3) longitudinal de la misma;
una pluralidad de elementos de posicionamiento angular (4.1, 4.2, 4.3) dispuestos en dicha barra posicionadora (3) en una misma posición axial y en diferentes posiciones angulares de referencia alrededor de dicho eje central (E3) ;
una pluralidad de grupos de elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) dispuestos en la barra posicionadora (3) , estando dichos elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) de cada grupo dispuestos mutuamente alineados en una dirección paralela a dicho eje central (E3) , distribuidos en unas posiciones axiales de formato, y en una posición angular de formato, correspondiendo dicha posición angular de formato de cada grupo de elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) a una de dichas posiciones angulares de referencia;
un retenedor de posición angular (7) instalado en la bancada (2) de manera que puede ser acoplado selectivamente a cada uno de dichos elementos de posicionamiento angular (4.1, 4.2, 4.3) para retener la barra posicionadora (3) en diferentes posiciones angulares de trabajo respecto a la bancada (2) , en cada una de las cuales uno de los correspondientes grupos de elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) está en una posición de trabajo; y una pluralidad de respectivos retenedores de posición axial (8) instalados en las unidades de soldadura transversal (50) de manera que pueden ser acoplados selectivamente a los elementos de posicionamiento axial de aquel grupo de elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) que se encuentra en dicha posición de trabajo.
2. Dispositivo posicionador según la reivindicación 1, caracterizado por que los elementos de posicionamiento angular (4.1, 4.2, 4.3) comprenden unos rebajes formados en la barra posicionadora (3) y dicho retenedor de posición angular (7) comprende un vástago (9) instalado en un soporte (10) fijado a la bancada (2) y configurado para encajar en uno cualquiera de dichos rebajes, siendo dicho vástago (9) desplazable por unos medios de desplazamiento.
3. Dispositivo posicionador según la reivindicación 1, caracterizado por que los elementos de posicionamiento axial (5.1, 6.1; 5.2, 6.2; 5.3, 6.3) comprenden unos rebajes formados en la barra posicionadora (3) y cada uno de dichos retenedores de posición axial (8) comprende un vástago instalado en un soporte (11) fijado a una estructura base (53) de la correspondiente unidad de soldadura transversal (50) y configurado para encajar en uno cualquiera de dichos rebajes, siendo dicho vástago desplazable por unos medios de desplazamiento.
4. Dispositivo posicionador según la reivindicación 2 o 3, caracterizado por que dichos medios de desplazamiento desplazan el vástago en la dirección de su eje central y en una dirección radial respecto a la barra posicionadora (3) .
5. Dispositivo posicionador según la reivindicación 2 o 3, caracterizado por que dichos medios de desplazamiento comprenden una manija de retención (25, 26) solidaria de dicho vástago (9) y un mecanismo que vincula el vástago (9) a una pieza base (27) fijada a dicho soporte (10, 11) .
6. Dispositivo posicionador según la reivindicación 4, caracterizado por que dicho mecanismo comprende un acoplamiento a rosca (29) que retiene el vástago (9) en el interior del rebaje.
7. Dispositivo posicionador según la reivindicación 4, caracterizado por que dicho mecanismo comprende un elemento elástico (31) que presiona el vástago (9) al interior del rebaje.
8. Dispositivo posicionador según la reivindicación 1, 2 o 3, caracterizado por que comprende al menos una cremallera (12, 13) paralela a la dirección de avance (D) fijada a la bancada (2) , un árbol de accionamiento (14) transversal a la dirección de avance (D) instalado giratoriamente en cada unidad de soldadura transversal (50) , y al menos un piñón (15, 16) fijado a dicho árbol de accionamiento (14) y engranado con dicha cremallera (12, 13) .
9. Dispositivo posicionador según la reivindicación 8, caracterizado por que dicho árbol de accionamiento (14) tiene un extremo libre en el que está formado un elemento de acoplamiento (24) en el que se acopla de manera amovible una herramienta.
10. Dispositivo posicionador según la reivindicación 1, 2 o 3, caracterizado por que comprende al menos un seguidor de guía (17) fijado a una estructura base (53) de cada unidad de soldadura transversal (50) y acoplado de manera deslizante a la guía longitudinal (1) .
11. Dispositivo posicionador según la reivindicación 10, caracterizado por que la guía longitudinal (1) tiene una canal de bloqueo (19) en la que está insertado de manera deslizante un elemento de bloqueo (18) conectado a dicho seguidor de guía (17) por un dispositivo de bloqueo (32) que al ser activado presiona dicho elemento de bloqueo (18) contra una superficie interior de dicha canal de bloqueo (19) .
12. Dispositivo posicionador según la reivindicación 11, caracterizado por que dicho dispositivo de bloqueo (32) comprende un tornillo de bloqueo (20) insertado a través de un agujero (22) de dicho seguidor de guía (17) y acoplado a un agujero fileteado (21) formado en dicho elemento de bloqueo (18) , siendo dicho tornillo de bloqueo (20) solidario de una manija de bloqueo (23) accionable manualmente.
13. Dispositivo posicionador según la reivindicación 1, 2 o 3, caracterizado por que comprende una manija de giro (28) fijada a la barra posicionadora (3) .
14. Máquina horizontal formadora y llenadora de envases, comprendiendo una unidad de suministro de banda que suministra una banda (B) de lámina termosoldable desde una bobina, una unidad de formación de envases que forma envases de tipo sobre a partir de dicha banda, y una unidad de llenado que llena los envases, los cierra y los entrega a un transportador de salida, incluyendo dicha unidad de formación de envases una pluralidad de unidades de soldadura transversal (50) , cada una provista de unos medios para efectuar cíclicamente al menos una soldadura transversal en dicha banda (B) de lámina termosoladable doblada que es movida en una dirección de avance (D) , al menos una guía longitudinal (1) paralela a dicha dirección de avance (D) fijada a una bancada (2) , y a la cual están acopladas de manera deslizante dichas unidades de soldadura transversal (50) , y unos medios para fijar dichas unidades de soldadura transversal (50) respecto a dicha guía longitudinal (1) en diferentes posiciones correspondientes a diferentes formatos de envase, caracterizada por que la unidad de formación de envases comprende un dispositivo posicionador de unidades de soldadura transversal según una cualquiera de las reivindicaciones precedentes.
Patentes similares o relacionadas:
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Máquina de cierre de bandejas, del 11 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de cierre de bandejas con un dispositivo de control , una estación de sellado , que comprende una parte superior de la herramienta […]
Envasadora con sensor de humedad, del 2 de Octubre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Envasadora que comprende una unidad de control , al menos un equipo de medición , así como varias unidades de trabajo para diferentes procedimientos, […]
Procedimiento de envasado de sustancias pegajosas en la fase fluida con una película fina, del 11 de Septiembre de 2019, de Sav Holding S.p.a: Procedimiento de envasado de sustancias en estado fundido, cuyas sustancias son pegajosas a temperatura ambiente o a temperatura de tratamiento, del […]
 Instalación de envasado atemperable y procedimiento para ello, del 28 de Agosto de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Instalación de envasado , que comprende una estación de trabajo con un componente de herramienta, una estación de inserción con un componente de […]
Instalación de envasado atemperable y procedimiento para ello, del 28 de Agosto de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Instalación de envasado , que comprende una estación de trabajo con un componente de herramienta, una estación de inserción con un componente de […]